
Automation of Pneumatic Press With Clamping Device
Automation of Pneumatic Press With Clamping Device
You might also like
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Hydrocom - For RecipcompressorDocument18 pagesHydrocom - For Recipcompressorsumantabal_uce50% (2)
- SOLIDWORKS Certification Exam Guide & Practice TestDocument15 pagesSOLIDWORKS Certification Exam Guide & Practice Testivan bernardNo ratings yet
- Automatic Punching MachineDocument10 pagesAutomatic Punching MachineShailesh KmrNo ratings yet
- Atm1122 Pneumatics Module-1Document24 pagesAtm1122 Pneumatics Module-1Shaari Abd Hashim100% (1)
- Fabrication of Pneumatic Punching and Riveting MachineDocument45 pagesFabrication of Pneumatic Punching and Riveting MachineElakkiya Karthic100% (7)
- Mel 215 - Operation of Single Acting Cylinde-1Document8 pagesMel 215 - Operation of Single Acting Cylinde-1Aliyu omeiza YusufNo ratings yet
- Pneumatically Actuating Rammer-1596 PDFDocument4 pagesPneumatically Actuating Rammer-1596 PDFM L PrabhuNo ratings yet
- Syn Button TestDocument12 pagesSyn Button TestDeepak ChaurasiaNo ratings yet
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Design & Fabrication of Pneumatic Powered HacksawDocument5 pagesDesign & Fabrication of Pneumatic Powered HacksawRajesha K.HNo ratings yet
- Pneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaDocument7 pagesPneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaAkgec BoschNo ratings yet
- Design of Simple Pneumatics SystemsDocument5 pagesDesign of Simple Pneumatics SystemsRiya JadhavNo ratings yet
- Pneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavDocument10 pagesPneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavJagan JJNo ratings yet
- Research Paper On Pneumatic SystemDocument7 pagesResearch Paper On Pneumatic Systemiyarmacnd100% (1)
- Design and Fabrication of Pneumatic Press For Various AttachmentsDocument16 pagesDesign and Fabrication of Pneumatic Press For Various AttachmentsSWAPNIL PATILNo ratings yet
- Pneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveDocument14 pagesPneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveMubarak ShehuNo ratings yet
- A Project On Pneumatic ViceDocument13 pagesA Project On Pneumatic ViceKumar Gk50% (2)
- Pneumatic System - 1Document12 pagesPneumatic System - 1Ikram NajihuddinNo ratings yet
- Pneumatic Circuits DesignDocument20 pagesPneumatic Circuits DesignyassinNo ratings yet
- Mechatronic Lab ManualDocument23 pagesMechatronic Lab ManualTeaching ClubNo ratings yet
- Discovery: Pneumatic Metal Sheet Cutting MachineDocument7 pagesDiscovery: Pneumatic Metal Sheet Cutting MachineStella RaphaelNo ratings yet
- Design and Implement A Semi-Automatic Clutch System For Automobiles Using DCV and The Link Mechanism To Reduce Human Effort While IncreasingDocument6 pagesDesign and Implement A Semi-Automatic Clutch System For Automobiles Using DCV and The Link Mechanism To Reduce Human Effort While IncreasingIJRASETPublicationsNo ratings yet
- Comp Air Design GuideDocument23 pagesComp Air Design GuideSaurabh Singh100% (1)
- Project Report PDFDocument30 pagesProject Report PDFsaateh100% (3)
- Tuan5 - Pneumatic SystemDocument50 pagesTuan5 - Pneumatic SystemNguyen Thanh LauNo ratings yet
- Pneumatics and Hydraulics: IndexDocument8 pagesPneumatics and Hydraulics: IndexescriboalprofeNo ratings yet
- Thesis Components UsedDocument4 pagesThesis Components Usedhitesh nikhareNo ratings yet
- Unit 4& 5Document9 pagesUnit 4& 5hariharanbook0% (1)
- Pneumatic Trainer KitDocument19 pagesPneumatic Trainer Kitfidianty hutasoitNo ratings yet
- Pneumatic NotesDocument26 pagesPneumatic Notessaliana binti sanusi85% (13)
- Jsaer2020 7 5 222 230Document9 pagesJsaer2020 7 5 222 230Pradeep .sNo ratings yet
- Dynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsDocument8 pagesDynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsTai Huu100% (1)
- Pneumatic TechnologyDocument18 pagesPneumatic TechnologyHnd FinalNo ratings yet
- British Pneumatic HandbookDocument96 pagesBritish Pneumatic HandbookAliArababadiNo ratings yet
- Three Axis Pnumatic Modern TrailDocument7 pagesThree Axis Pnumatic Modern Trailsuraj dhulannavarNo ratings yet
- Automationof DrillingmachinesDocument7 pagesAutomationof Drillingmachinesdevang mishraNo ratings yet
- Pneumatic Shaper 2013Document59 pagesPneumatic Shaper 2013Selva Ganapathy100% (1)
- MODULE 1 Intro - Lab PneumaticDocument5 pagesMODULE 1 Intro - Lab PneumaticShahrul ShafiqNo ratings yet
- Irjet V6i5228 PDFDocument6 pagesIrjet V6i5228 PDFmahesh kumbhareNo ratings yet
- PT18PCMTL5 - Applied Hydraulics & Pneumatics LabDocument37 pagesPT18PCMTL5 - Applied Hydraulics & Pneumatics LabvamshimohanNo ratings yet
- Mechatronics Automation CH 2Document79 pagesMechatronics Automation CH 2Zeyad AymanNo ratings yet
- Pneumatic Forging MachineDocument28 pagesPneumatic Forging MachineSaravanan Viswakarma83% (6)
- Actuator (Air Conditioner Control)Document4 pagesActuator (Air Conditioner Control)allan lariosa0% (1)
- BMT7L1-Fluid Power Automation LabDocument37 pagesBMT7L1-Fluid Power Automation LabvamshimohanNo ratings yet
- Compressed Air Generation & Distribution SystemDocument6 pagesCompressed Air Generation & Distribution SystemSnehalkumar GhaytadkarNo ratings yet
- MODULE 1 Intro - Lab PneumaticDocument5 pagesMODULE 1 Intro - Lab PneumaticHafiz MellianiNo ratings yet
- J Series MANUALDocument15 pagesJ Series MANUALJairzhino EspinozaNo ratings yet
- Pumping Unit T75 Manual 107072Document32 pagesPumping Unit T75 Manual 107072reinaldopf2012No ratings yet
- Auto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineDocument24 pagesAuto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineDinesh Kumar100% (1)
- PneumaticsDocument7 pagesPneumaticsrk krishnaNo ratings yet
- Report #2: Cairo University Faculty of Engineering Experimentation MDE Department 4 YearDocument8 pagesReport #2: Cairo University Faculty of Engineering Experimentation MDE Department 4 YearOmaroMohsenNo ratings yet
- Pneumatic Circuit Design AnalysisDocument7 pagesPneumatic Circuit Design AnalysismebrahtuNo ratings yet
- Pneumatic DissertationDocument7 pagesPneumatic DissertationWriteMyCollegePaperCanada100% (1)
- PneumaticsDocument53 pagesPneumaticsAvijit ShuklaNo ratings yet
- Simplest Mechanical TasksDocument36 pagesSimplest Mechanical TaskssivaeinfoNo ratings yet
- Ijetae 0416 05Document4 pagesIjetae 0416 05Rahul ShrivastavaNo ratings yet
- Pneumatic ViseDocument18 pagesPneumatic ViseSaravanan SaranNo ratings yet
- UNIT IV WatermarkDocument26 pagesUNIT IV WatermarkKishoreNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- National Skill Competitions: Category: Manufacturing & Engineering TechnologyDocument11 pagesNational Skill Competitions: Category: Manufacturing & Engineering Technologyivan bernardNo ratings yet
- Gruppe 2.4Document136 pagesGruppe 2.4ivan bernardNo ratings yet
- Bartex TdsDocument1 pageBartex Tdsivan bernardNo ratings yet
- Bottle Large Bottle Small: Section C-C CDocument1 pageBottle Large Bottle Small: Section C-C Civan bernardNo ratings yet
- KILLARK 2013 Cajas de ConexionDocument4 pagesKILLARK 2013 Cajas de Conexionoscar rdzNo ratings yet
- Inspection Check List BoilerDocument4 pagesInspection Check List BoilerHADINo ratings yet
- Department of Mechanical and Industrial Engineering: MIN-304: Fluid Machines Mid-Term ExaminationDocument1 pageDepartment of Mechanical and Industrial Engineering: MIN-304: Fluid Machines Mid-Term ExaminationSaifullah AhmadNo ratings yet
- Fluid Mechanics Lab 1Document7 pagesFluid Mechanics Lab 1Esra BelhajNo ratings yet
- Gate Valve Cast A494 CW12MW Body UNS N10276 TrimDocument1 pageGate Valve Cast A494 CW12MW Body UNS N10276 TrimGiovanni PetrizzoNo ratings yet
- Oil Pumps: Part No. Description ApplicationDocument4 pagesOil Pumps: Part No. Description ApplicationMHS teamNo ratings yet
- Vet Tipo T2 - TE2 - Danfoss PDFDocument12 pagesVet Tipo T2 - TE2 - Danfoss PDFceluis vargasNo ratings yet
- AE31008: Tutorial Problems On Ideal Cycle AnalysisDocument1 pageAE31008: Tutorial Problems On Ideal Cycle AnalysisDivyansh RathiNo ratings yet
- Ahlstar: Characteristic Curve K18490Document1 pageAhlstar: Characteristic Curve K18490api-3759223No ratings yet
- CSP T-28Document9 pagesCSP T-28Sanjeev BijarniaNo ratings yet
- 325 D SN SCR00581 Hidraulic IIDocument2 pages325 D SN SCR00581 Hidraulic IIangelNo ratings yet
- Classification of Pumps and TurbinesDocument12 pagesClassification of Pumps and TurbinesKarim SayedNo ratings yet
- Pasgt Act 3Document7 pagesPasgt Act 3Ramil SalundagaNo ratings yet
- Compressor Surge and Rotating Stall PDFDocument233 pagesCompressor Surge and Rotating Stall PDFQuân Chu Hoàng100% (1)
- Problem Session 3Document20 pagesProblem Session 3İkigül Aşçıevladı KirlitaşNo ratings yet
- Design Basis - ATF Storage NepalDocument12 pagesDesign Basis - ATF Storage NepalbecpavanNo ratings yet
- Hydraulic Calculation: Automatic Fire Sprinkler SystemDocument6 pagesHydraulic Calculation: Automatic Fire Sprinkler SystemJoeven JagocoyNo ratings yet
- VAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualDocument36 pagesVAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualPhạm Đức HuyNo ratings yet
- Assignment TurbineDocument8 pagesAssignment TurbinePritam SahNo ratings yet
- Vibration Pump Operation 2Document2 pagesVibration Pump Operation 2Mohamed ZakiNo ratings yet
- Lab2 - Mass Flow RateDocument11 pagesLab2 - Mass Flow Ratearashmehr9100% (1)
- D2002M WK T4Document5 pagesD2002M WK T4Charly Perez PlazaNo ratings yet
- Chapter 1 Introduction To Fluid PowerDocument55 pagesChapter 1 Introduction To Fluid PowerTùng TrầnNo ratings yet
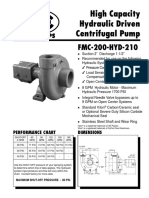
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Defstan Compressed Air SystemsDocument166 pagesDefstan Compressed Air Systemsallah ditta shafiNo ratings yet
- Assignment 1 2024Document3 pagesAssignment 1 2024Diana NjelesaniNo ratings yet
- Exp 5 Head Loss Due To FrictionDocument17 pagesExp 5 Head Loss Due To FrictionnileshNo ratings yet
- Assignment CLB11003Document11 pagesAssignment CLB11003hazry khooNo ratings yet
- Various Kinds of API Valves Products ListDocument80 pagesVarious Kinds of API Valves Products ListMOHAMEDNo ratings yet
- REXROTH - Symbols PneumaticsDocument47 pagesREXROTH - Symbols PneumaticsVladan MilojevićNo ratings yet




























































































Download as pdf or txt
You might also like
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Hydrocom - For RecipcompressorDocument18 pagesHydrocom - For Recipcompressorsumantabal_uce50% (2)
- SOLIDWORKS Certification Exam Guide & Practice TestDocument15 pagesSOLIDWORKS Certification Exam Guide & Practice Testivan bernardNo ratings yet
- Automatic Punching MachineDocument10 pagesAutomatic Punching MachineShailesh KmrNo ratings yet
- Atm1122 Pneumatics Module-1Document24 pagesAtm1122 Pneumatics Module-1Shaari Abd Hashim100% (1)
- Fabrication of Pneumatic Punching and Riveting MachineDocument45 pagesFabrication of Pneumatic Punching and Riveting MachineElakkiya Karthic100% (7)
- Mel 215 - Operation of Single Acting Cylinde-1Document8 pagesMel 215 - Operation of Single Acting Cylinde-1Aliyu omeiza YusufNo ratings yet
- Pneumatically Actuating Rammer-1596 PDFDocument4 pagesPneumatically Actuating Rammer-1596 PDFM L PrabhuNo ratings yet
- Syn Button TestDocument12 pagesSyn Button TestDeepak ChaurasiaNo ratings yet
- Manual Bi Folding Gate PRINTCOPY SBDDocument50 pagesManual Bi Folding Gate PRINTCOPY SBDChockalingam AthilingamNo ratings yet
- Design & Fabrication of Pneumatic Powered HacksawDocument5 pagesDesign & Fabrication of Pneumatic Powered HacksawRajesha K.HNo ratings yet
- Pneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaDocument7 pagesPneumatic Auto Feed Punching and Riveting Machine: A.S. Aditya Polapragada, K. Sri VarshaAkgec BoschNo ratings yet
- Design of Simple Pneumatics SystemsDocument5 pagesDesign of Simple Pneumatics SystemsRiya JadhavNo ratings yet
- Pneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavDocument10 pagesPneumatic Shearing and Bending Machine: Vishal Tambat, Nilkanth Rane, Omkar Savant, Pankaj YadavJagan JJNo ratings yet
- Research Paper On Pneumatic SystemDocument7 pagesResearch Paper On Pneumatic Systemiyarmacnd100% (1)
- Design and Fabrication of Pneumatic Press For Various AttachmentsDocument16 pagesDesign and Fabrication of Pneumatic Press For Various AttachmentsSWAPNIL PATILNo ratings yet
- Pneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveDocument14 pagesPneumatics System: Operation of A Single Acting Cylinder Controlled by 3-Way ValveMubarak ShehuNo ratings yet
- A Project On Pneumatic ViceDocument13 pagesA Project On Pneumatic ViceKumar Gk50% (2)
- Pneumatic System - 1Document12 pagesPneumatic System - 1Ikram NajihuddinNo ratings yet
- Pneumatic Circuits DesignDocument20 pagesPneumatic Circuits DesignyassinNo ratings yet
- Mechatronic Lab ManualDocument23 pagesMechatronic Lab ManualTeaching ClubNo ratings yet
- Discovery: Pneumatic Metal Sheet Cutting MachineDocument7 pagesDiscovery: Pneumatic Metal Sheet Cutting MachineStella RaphaelNo ratings yet
- Design and Implement A Semi-Automatic Clutch System For Automobiles Using DCV and The Link Mechanism To Reduce Human Effort While IncreasingDocument6 pagesDesign and Implement A Semi-Automatic Clutch System For Automobiles Using DCV and The Link Mechanism To Reduce Human Effort While IncreasingIJRASETPublicationsNo ratings yet
- Comp Air Design GuideDocument23 pagesComp Air Design GuideSaurabh Singh100% (1)
- Project Report PDFDocument30 pagesProject Report PDFsaateh100% (3)
- Tuan5 - Pneumatic SystemDocument50 pagesTuan5 - Pneumatic SystemNguyen Thanh LauNo ratings yet
- Pneumatics and Hydraulics: IndexDocument8 pagesPneumatics and Hydraulics: IndexescriboalprofeNo ratings yet
- Thesis Components UsedDocument4 pagesThesis Components Usedhitesh nikhareNo ratings yet
- Unit 4& 5Document9 pagesUnit 4& 5hariharanbook0% (1)
- Pneumatic Trainer KitDocument19 pagesPneumatic Trainer Kitfidianty hutasoitNo ratings yet
- Pneumatic NotesDocument26 pagesPneumatic Notessaliana binti sanusi85% (13)
- Jsaer2020 7 5 222 230Document9 pagesJsaer2020 7 5 222 230Pradeep .sNo ratings yet
- Dynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsDocument8 pagesDynamic Modeling of Compressors Illustrated by An Oil Flooded Twin Helical Screw Compressor 2011 MechatronicsTai Huu100% (1)
- Pneumatic TechnologyDocument18 pagesPneumatic TechnologyHnd FinalNo ratings yet
- British Pneumatic HandbookDocument96 pagesBritish Pneumatic HandbookAliArababadiNo ratings yet
- Three Axis Pnumatic Modern TrailDocument7 pagesThree Axis Pnumatic Modern Trailsuraj dhulannavarNo ratings yet
- Automationof DrillingmachinesDocument7 pagesAutomationof Drillingmachinesdevang mishraNo ratings yet
- Pneumatic Shaper 2013Document59 pagesPneumatic Shaper 2013Selva Ganapathy100% (1)
- MODULE 1 Intro - Lab PneumaticDocument5 pagesMODULE 1 Intro - Lab PneumaticShahrul ShafiqNo ratings yet
- Irjet V6i5228 PDFDocument6 pagesIrjet V6i5228 PDFmahesh kumbhareNo ratings yet
- PT18PCMTL5 - Applied Hydraulics & Pneumatics LabDocument37 pagesPT18PCMTL5 - Applied Hydraulics & Pneumatics LabvamshimohanNo ratings yet
- Mechatronics Automation CH 2Document79 pagesMechatronics Automation CH 2Zeyad AymanNo ratings yet
- Pneumatic Forging MachineDocument28 pagesPneumatic Forging MachineSaravanan Viswakarma83% (6)
- Actuator (Air Conditioner Control)Document4 pagesActuator (Air Conditioner Control)allan lariosa0% (1)
- BMT7L1-Fluid Power Automation LabDocument37 pagesBMT7L1-Fluid Power Automation LabvamshimohanNo ratings yet
- Compressed Air Generation & Distribution SystemDocument6 pagesCompressed Air Generation & Distribution SystemSnehalkumar GhaytadkarNo ratings yet
- MODULE 1 Intro - Lab PneumaticDocument5 pagesMODULE 1 Intro - Lab PneumaticHafiz MellianiNo ratings yet
- J Series MANUALDocument15 pagesJ Series MANUALJairzhino EspinozaNo ratings yet
- Pumping Unit T75 Manual 107072Document32 pagesPumping Unit T75 Manual 107072reinaldopf2012No ratings yet
- Auto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineDocument24 pagesAuto Indexing Gear Cutting Attachment For Pneumatic Shaping MachineDinesh Kumar100% (1)
- PneumaticsDocument7 pagesPneumaticsrk krishnaNo ratings yet
- Report #2: Cairo University Faculty of Engineering Experimentation MDE Department 4 YearDocument8 pagesReport #2: Cairo University Faculty of Engineering Experimentation MDE Department 4 YearOmaroMohsenNo ratings yet
- Pneumatic Circuit Design AnalysisDocument7 pagesPneumatic Circuit Design AnalysismebrahtuNo ratings yet
- Pneumatic DissertationDocument7 pagesPneumatic DissertationWriteMyCollegePaperCanada100% (1)
- PneumaticsDocument53 pagesPneumaticsAvijit ShuklaNo ratings yet
- Simplest Mechanical TasksDocument36 pagesSimplest Mechanical TaskssivaeinfoNo ratings yet
- Ijetae 0416 05Document4 pagesIjetae 0416 05Rahul ShrivastavaNo ratings yet
- Pneumatic ViseDocument18 pagesPneumatic ViseSaravanan SaranNo ratings yet
- UNIT IV WatermarkDocument26 pagesUNIT IV WatermarkKishoreNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- National Skill Competitions: Category: Manufacturing & Engineering TechnologyDocument11 pagesNational Skill Competitions: Category: Manufacturing & Engineering Technologyivan bernardNo ratings yet
- Gruppe 2.4Document136 pagesGruppe 2.4ivan bernardNo ratings yet
- Bartex TdsDocument1 pageBartex Tdsivan bernardNo ratings yet
- Bottle Large Bottle Small: Section C-C CDocument1 pageBottle Large Bottle Small: Section C-C Civan bernardNo ratings yet
- KILLARK 2013 Cajas de ConexionDocument4 pagesKILLARK 2013 Cajas de Conexionoscar rdzNo ratings yet
- Inspection Check List BoilerDocument4 pagesInspection Check List BoilerHADINo ratings yet
- Department of Mechanical and Industrial Engineering: MIN-304: Fluid Machines Mid-Term ExaminationDocument1 pageDepartment of Mechanical and Industrial Engineering: MIN-304: Fluid Machines Mid-Term ExaminationSaifullah AhmadNo ratings yet
- Fluid Mechanics Lab 1Document7 pagesFluid Mechanics Lab 1Esra BelhajNo ratings yet
- Gate Valve Cast A494 CW12MW Body UNS N10276 TrimDocument1 pageGate Valve Cast A494 CW12MW Body UNS N10276 TrimGiovanni PetrizzoNo ratings yet
- Oil Pumps: Part No. Description ApplicationDocument4 pagesOil Pumps: Part No. Description ApplicationMHS teamNo ratings yet
- Vet Tipo T2 - TE2 - Danfoss PDFDocument12 pagesVet Tipo T2 - TE2 - Danfoss PDFceluis vargasNo ratings yet
- AE31008: Tutorial Problems On Ideal Cycle AnalysisDocument1 pageAE31008: Tutorial Problems On Ideal Cycle AnalysisDivyansh RathiNo ratings yet
- Ahlstar: Characteristic Curve K18490Document1 pageAhlstar: Characteristic Curve K18490api-3759223No ratings yet
- CSP T-28Document9 pagesCSP T-28Sanjeev BijarniaNo ratings yet
- 325 D SN SCR00581 Hidraulic IIDocument2 pages325 D SN SCR00581 Hidraulic IIangelNo ratings yet
- Classification of Pumps and TurbinesDocument12 pagesClassification of Pumps and TurbinesKarim SayedNo ratings yet
- Pasgt Act 3Document7 pagesPasgt Act 3Ramil SalundagaNo ratings yet
- Compressor Surge and Rotating Stall PDFDocument233 pagesCompressor Surge and Rotating Stall PDFQuân Chu Hoàng100% (1)
- Problem Session 3Document20 pagesProblem Session 3İkigül Aşçıevladı KirlitaşNo ratings yet
- Design Basis - ATF Storage NepalDocument12 pagesDesign Basis - ATF Storage NepalbecpavanNo ratings yet
- Hydraulic Calculation: Automatic Fire Sprinkler SystemDocument6 pagesHydraulic Calculation: Automatic Fire Sprinkler SystemJoeven JagocoyNo ratings yet
- VAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualDocument36 pagesVAR Part 7 - Aircraft Maintenance Basic Cat A: Training ManualPhạm Đức HuyNo ratings yet
- Assignment TurbineDocument8 pagesAssignment TurbinePritam SahNo ratings yet
- Vibration Pump Operation 2Document2 pagesVibration Pump Operation 2Mohamed ZakiNo ratings yet
- Lab2 - Mass Flow RateDocument11 pagesLab2 - Mass Flow Ratearashmehr9100% (1)
- D2002M WK T4Document5 pagesD2002M WK T4Charly Perez PlazaNo ratings yet
- Chapter 1 Introduction To Fluid PowerDocument55 pagesChapter 1 Introduction To Fluid PowerTùng TrầnNo ratings yet
- FMC 200 Hyd 210Document2 pagesFMC 200 Hyd 210Ruben SaccoNo ratings yet
- Defstan Compressed Air SystemsDocument166 pagesDefstan Compressed Air Systemsallah ditta shafiNo ratings yet
- Assignment 1 2024Document3 pagesAssignment 1 2024Diana NjelesaniNo ratings yet
- Exp 5 Head Loss Due To FrictionDocument17 pagesExp 5 Head Loss Due To FrictionnileshNo ratings yet
- Assignment CLB11003Document11 pagesAssignment CLB11003hazry khooNo ratings yet
- Various Kinds of API Valves Products ListDocument80 pagesVarious Kinds of API Valves Products ListMOHAMEDNo ratings yet
- REXROTH - Symbols PneumaticsDocument47 pagesREXROTH - Symbols PneumaticsVladan MilojevićNo ratings yet