Download as pdf or txt
You might also like
- PMP Cheat SheetDocument2 pagesPMP Cheat SheetoovijaygNo ratings yet
- MIS - Inventory ControlDocument79 pagesMIS - Inventory ControlVarun MarkandeyaNo ratings yet
- Inventory Management System PresentationDocument4 pagesInventory Management System PresentationAzeem Asim MughalNo ratings yet
- Chapter 12 Lecture Notes 12Document18 pagesChapter 12 Lecture Notes 12aliubaid713No ratings yet
- Lecture 6&7 - Inventory ManagementDocument57 pagesLecture 6&7 - Inventory ManagementAlbert Wilson SmithNo ratings yet
- 9.OM. Chapter 9-Inventory ManagementDocument28 pages9.OM. Chapter 9-Inventory ManagementPhú VũNo ratings yet
- Inventory Control: Prof. Subhash DalviDocument39 pagesInventory Control: Prof. Subhash DalviRajesh UmbarkarNo ratings yet
- Inventory Management Session 1 - StudentDocument58 pagesInventory Management Session 1 - StudentShivam TripathiNo ratings yet
- Inventory ManagementDocument13 pagesInventory ManagementJosephin DynaNo ratings yet
- Cost Accounting TechniquesDocument34 pagesCost Accounting TechniquesArsalan AamirNo ratings yet
- Inventory Management: Muhammad FaisalDocument28 pagesInventory Management: Muhammad FaisalNabeel MalikNo ratings yet
- Components of Logistics, Order Processing, Inventory Planning, Inventory Management Policies, Inventory Management PracticesDocument27 pagesComponents of Logistics, Order Processing, Inventory Planning, Inventory Management Policies, Inventory Management PracticesPremswty Prem100% (1)
- Inventory ManagementDocument96 pagesInventory ManagementNavishta TayyabaNo ratings yet
- Inventory Management and Methods of Inventory in Pharma IndustryDocument53 pagesInventory Management and Methods of Inventory in Pharma IndustryPanditaradhya SwamyNo ratings yet
- Inventory ManagementDocument114 pagesInventory ManagementSalman HadiNo ratings yet
- 4.LSC. Chapter 4 - InventoryDocument47 pages4.LSC. Chapter 4 - InventoryHanhNo ratings yet
- Inventory ControlDocument25 pagesInventory ControlSuja Pillai100% (1)
- Chapter 12-Inventory ManagementDocument46 pagesChapter 12-Inventory ManagementMa. Cathleen BalunanNo ratings yet
- Inventory ManagementDocument113 pagesInventory ManagementMirak AndrabiNo ratings yet
- Session-09 10Document54 pagesSession-09 10kunal.nhidclNo ratings yet
- Production Management in Pharmaceutical Marketing and ManagementDocument36 pagesProduction Management in Pharmaceutical Marketing and ManagementKanwal Ijaz ButtNo ratings yet
- By: Ajeetsingh 0920102 Shwetan 0920147 Janardhan Rao. CH 0920312Document33 pagesBy: Ajeetsingh 0920102 Shwetan 0920147 Janardhan Rao. CH 0920312jana26No ratings yet
- Chapter 4 - Inventory Control Management - AddedDocument41 pagesChapter 4 - Inventory Control Management - Addedhani adliNo ratings yet
- ch8 Quantity and InventoryDocument22 pagesch8 Quantity and InventoryNour AnasNo ratings yet
- Chapter 3 - Inventory Control ManagementDocument34 pagesChapter 3 - Inventory Control ManagementShatis kumarNo ratings yet
- Unit 4 - Inventory Management 2021-22Document22 pagesUnit 4 - Inventory Management 2021-22meena unnikrishnanNo ratings yet
- INVENTORYDocument22 pagesINVENTORYAbsar SiddiquiNo ratings yet
- Inventory ControlDocument32 pagesInventory ControlTanvi33% (3)
- CSCP - Session 6Document42 pagesCSCP - Session 6آية حمديNo ratings yet
- NOTES WM Stock Verification & PresvnDocument39 pagesNOTES WM Stock Verification & PresvnVinit ErangaleNo ratings yet
- SCM 0Document49 pagesSCM 0Jonathan EscamillanNo ratings yet
- Supply Chain Management By: Adeel Ur Rehman Faculty Member-IQRA UniversityDocument22 pagesSupply Chain Management By: Adeel Ur Rehman Faculty Member-IQRA UniversityAsharNo ratings yet
- Inventory Control Definition of InventoryDocument4 pagesInventory Control Definition of InventoryVinay PawarNo ratings yet
- Assignment On: A) Inventory Management B) V.E.D Analysis Submitted To: Mohit Gupta Sir Submitted By: Akesh Kumar RauniyarDocument11 pagesAssignment On: A) Inventory Management B) V.E.D Analysis Submitted To: Mohit Gupta Sir Submitted By: Akesh Kumar RauniyarAkesh GuptaNo ratings yet
- Operations Management: Course Instructor: Mansoor QureshiDocument33 pagesOperations Management: Course Instructor: Mansoor QureshiPrince Zia100% (1)
- Chapter 6 Accounting For MaterialsDocument58 pagesChapter 6 Accounting For MaterialsIbrahim Sameer100% (1)
- Working Capital ManagementDocument38 pagesWorking Capital ManagementyanaNo ratings yet
- Inventory Management Part 2Document32 pagesInventory Management Part 2royalcademy1No ratings yet
- Inventory Management: - Submitted ToDocument19 pagesInventory Management: - Submitted ToTufail KhanNo ratings yet
- 07-Inventory ManagementDocument21 pages07-Inventory ManagementEhab AbowardaNo ratings yet
- B.E (Chemical), M.M.S (Operations), UGC-NET (Management), SET (Management), PH.D (Pursuing)Document67 pagesB.E (Chemical), M.M.S (Operations), UGC-NET (Management), SET (Management), PH.D (Pursuing)Sujeet TambeNo ratings yet
- Inventory ManagementDocument68 pagesInventory ManagementSuba Nita0% (1)
- Lec-1-17 (Z - Merged)Document186 pagesLec-1-17 (Z - Merged)Yogita AryaNo ratings yet
- 05 Rajat K Baisya Ch05Document43 pages05 Rajat K Baisya Ch05Vinitha V IvanNo ratings yet
- Maximum and Minimum Inventory: Taha MadniDocument8 pagesMaximum and Minimum Inventory: Taha MadniTaha MadniNo ratings yet
- Inventory ManagementDocument6 pagesInventory Managementvijju_lpNo ratings yet
- Inventory ManagementDocument37 pagesInventory ManagementSahil ManchandaNo ratings yet
- WCM 4Document24 pagesWCM 4gunjangarg212No ratings yet
- Inventory Management in ServicesDocument60 pagesInventory Management in ServicesAAKASH KANAKIANo ratings yet
- Inventory Control and MethodsDocument27 pagesInventory Control and MethodsAnshika PanchuriNo ratings yet
- Unit 4 Inventory Planning & ControlDocument52 pagesUnit 4 Inventory Planning & ControlaKSHAT sHARMANo ratings yet
- Name Ali Raza: PresentedDocument7 pagesName Ali Raza: PresentedTaha MadniNo ratings yet
- Operations Management Session 08 and 09 Chap 6 QuxHPR4gegDocument42 pagesOperations Management Session 08 and 09 Chap 6 QuxHPR4gegNABARUN MAJUMDARNo ratings yet
- Roopa Talwar Lecturer Dept. of Hospital Administration JNMCDocument44 pagesRoopa Talwar Lecturer Dept. of Hospital Administration JNMCSanjeev ChouguleNo ratings yet
- Invertory ManagementDocument29 pagesInvertory ManagementVijayakrishnan K. MNo ratings yet
- Traditional Inventory SystemDocument24 pagesTraditional Inventory SystemPrimal PatelNo ratings yet
- Inventory ManagementDocument18 pagesInventory ManagementNeha Gupta100% (1)
- IT Success!: Towards a New Model for Information TechnologyFrom EverandIT Success!: Towards a New Model for Information TechnologyRating: 3 out of 5 stars3/5 (1)
- Adrian Forty - Words and Buidlings - IntroductionDocument8 pagesAdrian Forty - Words and Buidlings - IntroductionElie DibNo ratings yet
- Chapter 7: Process StrategiesDocument14 pagesChapter 7: Process StrategiesElie DibNo ratings yet
- Chapter 5: Design of Goods and Service (PORTION)Document1 pageChapter 5: Design of Goods and Service (PORTION)Elie DibNo ratings yet
- Chapter 1Document11 pagesChapter 1Elie DibNo ratings yet
- Supplement 7: Capacity and Constraint ManagementDocument8 pagesSupplement 7: Capacity and Constraint ManagementElie DibNo ratings yet
- COBOL Screens: Please Use Speaker Notes For Additional Information!Document8 pagesCOBOL Screens: Please Use Speaker Notes For Additional Information!ElaNo ratings yet
- 600VPR-310/520 Voltage Protection Relay: FeaturesDocument2 pages600VPR-310/520 Voltage Protection Relay: FeaturesHama AieaNo ratings yet
- Ventilator Waveforms: DR Barry Dixon ST - Vincent's Hospital Melbourne AustraliaDocument44 pagesVentilator Waveforms: DR Barry Dixon ST - Vincent's Hospital Melbourne AustraliaBenvenuto AxelNo ratings yet
- Type CO Circuit Opening Overcurrent Relay - Autores Varios - Editorial ABB - 1984Document24 pagesType CO Circuit Opening Overcurrent Relay - Autores Varios - Editorial ABB - 1984Manuel OrtegaNo ratings yet
- How Can Theory-Based Evaluation Make Greater HeadwayDocument25 pagesHow Can Theory-Based Evaluation Make Greater HeadwayRuby GarciaNo ratings yet
- Track CircuitDocument20 pagesTrack CircuitTanay P100% (1)
- Installation and Maintenance: Intera AchievaDocument64 pagesInstallation and Maintenance: Intera AchievaАндрей СподобецNo ratings yet
- Novasina Produkt KatalogDocument34 pagesNovasina Produkt Katalogbadmike71No ratings yet
- Technical Service Bulletin: ConditionDocument4 pagesTechnical Service Bulletin: ConditionAndres AvilaNo ratings yet
- JSR PH Q 18Document16 pagesJSR PH Q 18JYOTISMAT RAULNo ratings yet
- Quantitative Chapter 1 - Simple EquationDocument10 pagesQuantitative Chapter 1 - Simple EquationSWAGATAM BAZNo ratings yet
- Recitation CH 4 1 CompressDocument6 pagesRecitation CH 4 1 Compressallan zenarosaNo ratings yet
- Fermi BubbleDocument22 pagesFermi BubbleAnubhav DashNo ratings yet
- Bay O Net FuseDocument4 pagesBay O Net Fuseammad_w6565100% (1)
- Deep Sea Electronics: Model 5220 Installation and Configuration InstructionsDocument2 pagesDeep Sea Electronics: Model 5220 Installation and Configuration Instructionsdhani_is100% (1)
- Civil Lab ManualDocument17 pagesCivil Lab ManualShakil KhanNo ratings yet
- L7CN :connecting LANs, Backbone Networks, and Virtual LANsDocument12 pagesL7CN :connecting LANs, Backbone Networks, and Virtual LANsAhmad Shdifat100% (1)
- El Husseinys Essentials of Microbiology and ImmunologyDocument387 pagesEl Husseinys Essentials of Microbiology and ImmunologyÁýáFáŕőúg100% (4)
- Sir Mark ExamDocument5 pagesSir Mark ExamMark Gil GuillermoNo ratings yet
- Sortino - A "Sharper" Ratio! - Red Rock CapitalDocument6 pagesSortino - A "Sharper" Ratio! - Red Rock CapitalInterconti Ltd.No ratings yet
- Continuously Variable Transmission CVT Seminar ReportDocument25 pagesContinuously Variable Transmission CVT Seminar ReportGirish Gowda D K100% (1)
- DTMF Based Home Automation Without MicrocontrollerDocument4 pagesDTMF Based Home Automation Without MicrocontrollertuhebNo ratings yet
- Fuzzy Metrics and Statistical Metric SpacesDocument9 pagesFuzzy Metrics and Statistical Metric SpacesbbeeNo ratings yet
- PO Communication Methods Technical BriefDocument53 pagesPO Communication Methods Technical BriefWijana NugrahaNo ratings yet
- Rinnai Malaysia RO E6208TA EM User ManualDocument16 pagesRinnai Malaysia RO E6208TA EM User ManualthaiNo ratings yet
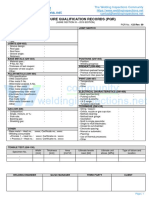
- ASME IX - PQR-All PDFDocument3 pagesASME IX - PQR-All PDFThe Welding Inspections CommunityNo ratings yet
- D1 - Review Excerise 2Document46 pagesD1 - Review Excerise 2Ahmed NurulNo ratings yet
- Qin 2005Document8 pagesQin 2005Omkar BordeNo ratings yet
- Ericsson's GSM System Model: SS Switching System AUC HLR MXE MINDocument9 pagesEricsson's GSM System Model: SS Switching System AUC HLR MXE MINtelcoNo ratings yet