
Materials: Ffect of Fibre Material and Fibre Roughness On
Materials: Ffect of Fibre Material and Fibre Roughness On
You might also like
- Calculation of Foundation Design Excel SheetDocument11 pagesCalculation of Foundation Design Excel SheetRODRIGO, RHYZA100% (1)
- Jianhui Liu (2019)Document13 pagesJianhui Liu (2019)kashifNo ratings yet
- Construction and Building Materials: Cairong Lu, Hu Yang, Guoxing MeiDocument6 pagesConstruction and Building Materials: Cairong Lu, Hu Yang, Guoxing MeiCarlos CameroNo ratings yet
- Durability of Self-Consolidating Lightweight Aggregate Concrete Using Dredged SiltDocument6 pagesDurability of Self-Consolidating Lightweight Aggregate Concrete Using Dredged SilthedpalNo ratings yet
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- 2016 SEMCHol AliDocument5 pages2016 SEMCHol AliCalvin TehNo ratings yet
- Construction and Building Materials: Wenli Jia, V.L. Markine, Guoqing JingDocument8 pagesConstruction and Building Materials: Wenli Jia, V.L. Markine, Guoqing JinggiridharrajeshNo ratings yet
- Rice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaDocument19 pagesRice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaLoraene Dela TorreNo ratings yet
- Moment-Curvature Relationship of Glass Fiber Reinforced Self Compacting Recycled Aggregate ConcreteDocument10 pagesMoment-Curvature Relationship of Glass Fiber Reinforced Self Compacting Recycled Aggregate ConcreteMr PolashNo ratings yet
- 1 s2.0 S0950061820327434 MainDocument12 pages1 s2.0 S0950061820327434 MainVelchuri SairamNo ratings yet
- Construction and Building Materials: Reza Bani Ardalan, Alireza Joshaghani, R. Douglas HootonDocument7 pagesConstruction and Building Materials: Reza Bani Ardalan, Alireza Joshaghani, R. Douglas HootonCarlos CameroNo ratings yet
- Doi 10.1016 J.cemconcomp.2008.01.002Document7 pagesDoi 10.1016 J.cemconcomp.2008.01.002Nicolas PitaNo ratings yet
- Microstructure and Hardened State Properties On Pozzolan PDFDocument11 pagesMicrostructure and Hardened State Properties On Pozzolan PDFMateriales FicNo ratings yet
- Construction and Building Materials: H. Paiva, A.S. Silva, A. Velosa, P. Cachim, V.M. FerreiraDocument11 pagesConstruction and Building Materials: H. Paiva, A.S. Silva, A. Velosa, P. Cachim, V.M. FerreiraMateriales FicNo ratings yet
- MTP2Document5 pagesMTP2tapasdoraNo ratings yet
- (13383973 - Slovak Journal of Civil Engineering) Characterization of Bitumen Binders On The Basis of Their Thermo-Viscous PropertiesDocument7 pages(13383973 - Slovak Journal of Civil Engineering) Characterization of Bitumen Binders On The Basis of Their Thermo-Viscous Propertiesjulio sierraNo ratings yet
- Experimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MDocument8 pagesExperimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MPayam ShivaNo ratings yet
- Basalt Rock FibreDocument8 pagesBasalt Rock FibreAditya MittalNo ratings yet
- Jaramillo-Murcia-et al.-UHPCDocument12 pagesJaramillo-Murcia-et al.-UHPCÁlvaro MendozaNo ratings yet
- Journal of Building Engineering: Peipeng Li, Xinyi Ran, Xin Su, Zhigang RenDocument14 pagesJournal of Building Engineering: Peipeng Li, Xinyi Ran, Xin Su, Zhigang RenkashifNo ratings yet
- Dokumen - Tips Using Styrene Butadiene Latex in Concrete Using Styrene Butadiene Latex in ConcreteDocument7 pagesDokumen - Tips Using Styrene Butadiene Latex in Concrete Using Styrene Butadiene Latex in Concretem_shahbaghiNo ratings yet
- IJTRD6558Document5 pagesIJTRD6558B.R. MallurNo ratings yet
- 1 s2.0 S2214785322044777 MainDocument5 pages1 s2.0 S2214785322044777 MainMuhammad Irfan BasriNo ratings yet
- Construction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonDocument11 pagesConstruction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonParamveer Singh 17412No ratings yet
- Characterization of Bitumen Binders On The Basis o PDFDocument7 pagesCharacterization of Bitumen Binders On The Basis o PDFtilahun antenehNo ratings yet
- Feng2020 - Union Con Mortero y Fibras de CrbonoDocument14 pagesFeng2020 - Union Con Mortero y Fibras de CrbonoJulio Cesar Gonzalez FelixNo ratings yet
- Research ArticleDocument17 pagesResearch ArticleForood TorabianNo ratings yet
- Research Progress On Properties of Basalt Fiber Re 2022 Materials Today CommDocument14 pagesResearch Progress On Properties of Basalt Fiber Re 2022 Materials Today CommSwathy ManoharNo ratings yet
- Geopolymer Concrete Strength DevelopmentDocument7 pagesGeopolymer Concrete Strength DevelopmentMasi NuriNo ratings yet
- Determination of Compressive Strength and Water Absorption of Styrene Butadiene Rubber (SBR) Latex Modified ConcreteDocument5 pagesDetermination of Compressive Strength and Water Absorption of Styrene Butadiene Rubber (SBR) Latex Modified ConcreteHasnain BukhariNo ratings yet
- Applied Sciences: Reactive Powder Concrete: Durability and ApplicationsDocument12 pagesApplied Sciences: Reactive Powder Concrete: Durability and ApplicationsJagadeesha H SNo ratings yet
- Construction and Building MaterialsDocument8 pagesConstruction and Building MaterialsVeronika PrymNo ratings yet
- Durability of Alkali-Resistant Glass Fibers Reinforced Cement Composite: Microstructural Observations of DegradationDocument8 pagesDurability of Alkali-Resistant Glass Fibers Reinforced Cement Composite: Microstructural Observations of DegradationBubot MabilanganNo ratings yet
- 8.effect of Polymers On Behavior of Ultra-High-Strength ConcreteDocument13 pages8.effect of Polymers On Behavior of Ultra-High-Strength ConcreteShirren ChristopherNo ratings yet
- 2021 Development and Characteristics of Ultra High-Performance Lightweight ConcreteDocument17 pages2021 Development and Characteristics of Ultra High-Performance Lightweight ConcreteAhmadNo ratings yet
- Experimental Study On Light Weight Concrete by Using Light Expanded Clay Aggregate (LECA)Document6 pagesExperimental Study On Light Weight Concrete by Using Light Expanded Clay Aggregate (LECA)IJRASETPublicationsNo ratings yet
- Strength Study On Fiber Reinforced Self-Compacting Concrete With Fly Ash and GGBFSDocument5 pagesStrength Study On Fiber Reinforced Self-Compacting Concrete With Fly Ash and GGBFSSchool of EngineersNo ratings yet
- Construction and Building Materials: Shahid Iqbal, Ahsan Ali, Klaus Holschemacher, Thomas A. BierDocument9 pagesConstruction and Building Materials: Shahid Iqbal, Ahsan Ali, Klaus Holschemacher, Thomas A. BierPriyanka JNo ratings yet
- NRC Chemical AdmixtureDocument7 pagesNRC Chemical AdmixturehahaerNo ratings yet
- Experimental Study On The Effect of Superplasticizer On Workability - 2022Document6 pagesExperimental Study On The Effect of Superplasticizer On Workability - 2022Gabriela TarazonaNo ratings yet
- Construction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDocument15 pagesConstruction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDraganNo ratings yet
- Influence of Silica Fume On High Strength Lightweight ConcreteDocument8 pagesInfluence of Silica Fume On High Strength Lightweight ConcreteIon RusuNo ratings yet
- Self-Compacting Concrete: Methods of Testing and Design: P Kumar, Non-MemberDocument6 pagesSelf-Compacting Concrete: Methods of Testing and Design: P Kumar, Non-Membervinay rodeNo ratings yet
- Flexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteDocument9 pagesFlexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteHOD CIVIL DEPARTMENTNo ratings yet
- 31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFDocument9 pages31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFHARINo ratings yet
- Mollaabbasi 2021Document14 pagesMollaabbasi 2021poojab8017No ratings yet
- Alrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFDocument11 pagesAlrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFmariam ahmedNo ratings yet
- Strength and Permeation Properties of Self-Compacting ConcreteDocument8 pagesStrength and Permeation Properties of Self-Compacting Concreteprincekelvin09No ratings yet
- Bio Concrete: T, Sai Sankar, K. Muni SwamyDocument3 pagesBio Concrete: T, Sai Sankar, K. Muni SwamyBryan ChooNo ratings yet
- Study On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderDocument5 pagesStudy On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderBharath BharathNo ratings yet
- MANASA, G., RAMANA, C. V., & PRADEEP, P. (2017) - Study On Properties of Modified Reactive Powder Concrete.Document5 pagesMANASA, G., RAMANA, C. V., & PRADEEP, P. (2017) - Study On Properties of Modified Reactive Powder Concrete.Adel OsmanNo ratings yet
- Construction and Building Materials: Faiz U.A. Shaikh, Steve W.M. SupitDocument13 pagesConstruction and Building Materials: Faiz U.A. Shaikh, Steve W.M. SupitMarden Rengifo RuizNo ratings yet
- TB.19 Permeability of High Reactivity Metakaolin ConcreteDocument1 pageTB.19 Permeability of High Reactivity Metakaolin ConcreteTezinNo ratings yet
- A Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcreteDocument15 pagesA Method For Mix-Design of Fiber-Reinforced Self-Compacting Concretevidal3213No ratings yet
- Materials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraDocument7 pagesMaterials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraNandeesh SreenivasappaNo ratings yet
- Influence of Lightweight Aggregate On The Durability and Microstructure of ConcretesDocument1 pageInfluence of Lightweight Aggregate On The Durability and Microstructure of ConcretesWilmer Saith Catalan NoblesNo ratings yet
- Mechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsDocument7 pagesMechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsRiston SinagaNo ratings yet
- Effect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteDocument7 pagesEffect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteShahid IqbalNo ratings yet
- Mechanical Behavior of Low Density Concrete Mixtures With Thermally Expanded Clay From The Metropolitan Area of CúcutaDocument6 pagesMechanical Behavior of Low Density Concrete Mixtures With Thermally Expanded Clay From The Metropolitan Area of CúcutajulirguezNo ratings yet
- Evaluation of Strength at Early Ages ofDocument5 pagesEvaluation of Strength at Early Ages ofHishmat EzzelarabNo ratings yet
- Material Estimate Details With Reference To Approved Drawings. A Cable Shall Consist of 12 Nos 12.7mmDocument2 pagesMaterial Estimate Details With Reference To Approved Drawings. A Cable Shall Consist of 12 Nos 12.7mmepe civil1No ratings yet
- Problem 5.1: SolutionDocument10 pagesProblem 5.1: SolutionJules Nikko Dela CruzNo ratings yet
- Irrigation Engineering Part 1Document63 pagesIrrigation Engineering Part 1dandewjanger100% (1)
- Ground Movement Associated With Trench Excavation and Their Effect On Adjacent ServicesDocument3 pagesGround Movement Associated With Trench Excavation and Their Effect On Adjacent ServicesEnri05No ratings yet
- Equivalência de Normas de AçosDocument6 pagesEquivalência de Normas de AçosCamilla GandineNo ratings yet
- Bill No:01 Ray/Thrissur-Kuttippuram/Measurement Sheet: Page 1 of 1Document1 pageBill No:01 Ray/Thrissur-Kuttippuram/Measurement Sheet: Page 1 of 1Pradeep Kumar TKNo ratings yet
- FP914Document153 pagesFP914esutjiadiNo ratings yet
- R82 Lean Mix Concrete BaseDocument94 pagesR82 Lean Mix Concrete BasePavlos ZoulisNo ratings yet
- Siwes PresentationDocument21 pagesSiwes PresentationmelskureNo ratings yet
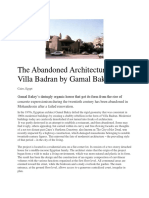
- The Abandoned Architecture of Villa Badran by Gamal BakryDocument4 pagesThe Abandoned Architecture of Villa Badran by Gamal BakryTarek Mohamed Tarek FouadNo ratings yet
- Pup JointsDocument1 pagePup JointsLuke Oliveira100% (1)
- Structure Calculation Warehouse 19 Mei'14Document28 pagesStructure Calculation Warehouse 19 Mei'14Su NarkoNo ratings yet
- Composite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsDocument9 pagesComposite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsMubeenNo ratings yet
- Torque Calculation - ASME PCC-1Document5 pagesTorque Calculation - ASME PCC-1Rakesh ReddyNo ratings yet
- Kanweer 2000Document22 pagesKanweer 2000Sanjeev34No ratings yet
- Washing Machine Manual Kenmore HE5tDocument76 pagesWashing Machine Manual Kenmore HE5tmachnerdNo ratings yet
- CEM PT HandbookDocument44 pagesCEM PT HandbookThomas OrNo ratings yet
- UF UltraCem Datasheet v5Document2 pagesUF UltraCem Datasheet v5guyNo ratings yet
- 21-50-007 AVK Resilient Seated Gate Valve DN50-400Document2 pages21-50-007 AVK Resilient Seated Gate Valve DN50-400Ferdi SagalaNo ratings yet
- NFPA Codes & Standards - 3Document1 pageNFPA Codes & Standards - 3karpanai100% (1)
- Across The Civilizations: Transporting WaterDocument20 pagesAcross The Civilizations: Transporting WaterKoduru SiddharthNo ratings yet
- 042 DWG KFSP IV 2023 - Installation Fire Alarm System Semi Adressable - PT Kimia Farma Sungwun Pharmacopia (Update 8 Mei)Document4 pages042 DWG KFSP IV 2023 - Installation Fire Alarm System Semi Adressable - PT Kimia Farma Sungwun Pharmacopia (Update 8 Mei)Hafidz GustiNo ratings yet
- UPR-377-MSRA-MEP-ISG-001 - Site Office & Welfare FacilityDocument28 pagesUPR-377-MSRA-MEP-ISG-001 - Site Office & Welfare Facilityjagathmukundhan00No ratings yet
- Brick WorksDocument105 pagesBrick WorksGeorge Daguioan100% (1)
- Ppa412n - Designers and Builders of The PastDocument17 pagesPpa412n - Designers and Builders of The PastpaulineNo ratings yet
- Bitumen Softboards: - For Expansion Joints in Concrete and Protection To Waterproofing MembranesDocument6 pagesBitumen Softboards: - For Expansion Joints in Concrete and Protection To Waterproofing MembranesTakis ApostolidesNo ratings yet
- Reid, Henry - The Science and Art of The Manufacture of Portland Cement - With Observations On Some of Its Constructive applications-ICE Publishing (2011) PDFDocument448 pagesReid, Henry - The Science and Art of The Manufacture of Portland Cement - With Observations On Some of Its Constructive applications-ICE Publishing (2011) PDFsaeedhoseiniNo ratings yet
- PLDocument52 pagesPLMinoj SarasanNo ratings yet
- Composite Materials 1Document29 pagesComposite Materials 1JisselAroraNo ratings yet
























































































Download as pdf or txt
You might also like
- Calculation of Foundation Design Excel SheetDocument11 pagesCalculation of Foundation Design Excel SheetRODRIGO, RHYZA100% (1)
- Jianhui Liu (2019)Document13 pagesJianhui Liu (2019)kashifNo ratings yet
- Construction and Building Materials: Cairong Lu, Hu Yang, Guoxing MeiDocument6 pagesConstruction and Building Materials: Cairong Lu, Hu Yang, Guoxing MeiCarlos CameroNo ratings yet
- Durability of Self-Consolidating Lightweight Aggregate Concrete Using Dredged SiltDocument6 pagesDurability of Self-Consolidating Lightweight Aggregate Concrete Using Dredged SilthedpalNo ratings yet
- The Properties of Chopped Basalt Fibre Reinforced Self-CompactingDocument8 pagesThe Properties of Chopped Basalt Fibre Reinforced Self-CompactingEjaz RahimiNo ratings yet
- 2016 SEMCHol AliDocument5 pages2016 SEMCHol AliCalvin TehNo ratings yet
- Construction and Building Materials: Wenli Jia, V.L. Markine, Guoqing JingDocument8 pagesConstruction and Building Materials: Wenli Jia, V.L. Markine, Guoqing JinggiridharrajeshNo ratings yet
- Rice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaDocument19 pagesRice Husk Ash As A Partial Replacement of Cement in High Strength Concrete Containing Micro SilicaLoraene Dela TorreNo ratings yet
- Moment-Curvature Relationship of Glass Fiber Reinforced Self Compacting Recycled Aggregate ConcreteDocument10 pagesMoment-Curvature Relationship of Glass Fiber Reinforced Self Compacting Recycled Aggregate ConcreteMr PolashNo ratings yet
- 1 s2.0 S0950061820327434 MainDocument12 pages1 s2.0 S0950061820327434 MainVelchuri SairamNo ratings yet
- Construction and Building Materials: Reza Bani Ardalan, Alireza Joshaghani, R. Douglas HootonDocument7 pagesConstruction and Building Materials: Reza Bani Ardalan, Alireza Joshaghani, R. Douglas HootonCarlos CameroNo ratings yet
- Doi 10.1016 J.cemconcomp.2008.01.002Document7 pagesDoi 10.1016 J.cemconcomp.2008.01.002Nicolas PitaNo ratings yet
- Microstructure and Hardened State Properties On Pozzolan PDFDocument11 pagesMicrostructure and Hardened State Properties On Pozzolan PDFMateriales FicNo ratings yet
- Construction and Building Materials: H. Paiva, A.S. Silva, A. Velosa, P. Cachim, V.M. FerreiraDocument11 pagesConstruction and Building Materials: H. Paiva, A.S. Silva, A. Velosa, P. Cachim, V.M. FerreiraMateriales FicNo ratings yet
- MTP2Document5 pagesMTP2tapasdoraNo ratings yet
- (13383973 - Slovak Journal of Civil Engineering) Characterization of Bitumen Binders On The Basis of Their Thermo-Viscous PropertiesDocument7 pages(13383973 - Slovak Journal of Civil Engineering) Characterization of Bitumen Binders On The Basis of Their Thermo-Viscous Propertiesjulio sierraNo ratings yet
- Experimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MDocument8 pagesExperimental Studies On M20 Self Compacting Concrete: Reena K, Mallesh MPayam ShivaNo ratings yet
- Basalt Rock FibreDocument8 pagesBasalt Rock FibreAditya MittalNo ratings yet
- Jaramillo-Murcia-et al.-UHPCDocument12 pagesJaramillo-Murcia-et al.-UHPCÁlvaro MendozaNo ratings yet
- Journal of Building Engineering: Peipeng Li, Xinyi Ran, Xin Su, Zhigang RenDocument14 pagesJournal of Building Engineering: Peipeng Li, Xinyi Ran, Xin Su, Zhigang RenkashifNo ratings yet
- Dokumen - Tips Using Styrene Butadiene Latex in Concrete Using Styrene Butadiene Latex in ConcreteDocument7 pagesDokumen - Tips Using Styrene Butadiene Latex in Concrete Using Styrene Butadiene Latex in Concretem_shahbaghiNo ratings yet
- IJTRD6558Document5 pagesIJTRD6558B.R. MallurNo ratings yet
- 1 s2.0 S2214785322044777 MainDocument5 pages1 s2.0 S2214785322044777 MainMuhammad Irfan BasriNo ratings yet
- Construction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonDocument11 pagesConstruction and Building Materials: Adel Al Menhosh, Yu Wang, Yan Wang, Levingshan Augusthus-NelsonParamveer Singh 17412No ratings yet
- Characterization of Bitumen Binders On The Basis o PDFDocument7 pagesCharacterization of Bitumen Binders On The Basis o PDFtilahun antenehNo ratings yet
- Feng2020 - Union Con Mortero y Fibras de CrbonoDocument14 pagesFeng2020 - Union Con Mortero y Fibras de CrbonoJulio Cesar Gonzalez FelixNo ratings yet
- Research ArticleDocument17 pagesResearch ArticleForood TorabianNo ratings yet
- Research Progress On Properties of Basalt Fiber Re 2022 Materials Today CommDocument14 pagesResearch Progress On Properties of Basalt Fiber Re 2022 Materials Today CommSwathy ManoharNo ratings yet
- Geopolymer Concrete Strength DevelopmentDocument7 pagesGeopolymer Concrete Strength DevelopmentMasi NuriNo ratings yet
- Determination of Compressive Strength and Water Absorption of Styrene Butadiene Rubber (SBR) Latex Modified ConcreteDocument5 pagesDetermination of Compressive Strength and Water Absorption of Styrene Butadiene Rubber (SBR) Latex Modified ConcreteHasnain BukhariNo ratings yet
- Applied Sciences: Reactive Powder Concrete: Durability and ApplicationsDocument12 pagesApplied Sciences: Reactive Powder Concrete: Durability and ApplicationsJagadeesha H SNo ratings yet
- Construction and Building MaterialsDocument8 pagesConstruction and Building MaterialsVeronika PrymNo ratings yet
- Durability of Alkali-Resistant Glass Fibers Reinforced Cement Composite: Microstructural Observations of DegradationDocument8 pagesDurability of Alkali-Resistant Glass Fibers Reinforced Cement Composite: Microstructural Observations of DegradationBubot MabilanganNo ratings yet
- 8.effect of Polymers On Behavior of Ultra-High-Strength ConcreteDocument13 pages8.effect of Polymers On Behavior of Ultra-High-Strength ConcreteShirren ChristopherNo ratings yet
- 2021 Development and Characteristics of Ultra High-Performance Lightweight ConcreteDocument17 pages2021 Development and Characteristics of Ultra High-Performance Lightweight ConcreteAhmadNo ratings yet
- Experimental Study On Light Weight Concrete by Using Light Expanded Clay Aggregate (LECA)Document6 pagesExperimental Study On Light Weight Concrete by Using Light Expanded Clay Aggregate (LECA)IJRASETPublicationsNo ratings yet
- Strength Study On Fiber Reinforced Self-Compacting Concrete With Fly Ash and GGBFSDocument5 pagesStrength Study On Fiber Reinforced Self-Compacting Concrete With Fly Ash and GGBFSSchool of EngineersNo ratings yet
- Construction and Building Materials: Shahid Iqbal, Ahsan Ali, Klaus Holschemacher, Thomas A. BierDocument9 pagesConstruction and Building Materials: Shahid Iqbal, Ahsan Ali, Klaus Holschemacher, Thomas A. BierPriyanka JNo ratings yet
- NRC Chemical AdmixtureDocument7 pagesNRC Chemical AdmixturehahaerNo ratings yet
- Experimental Study On The Effect of Superplasticizer On Workability - 2022Document6 pagesExperimental Study On The Effect of Superplasticizer On Workability - 2022Gabriela TarazonaNo ratings yet
- Construction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDocument15 pagesConstruction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDraganNo ratings yet
- Influence of Silica Fume On High Strength Lightweight ConcreteDocument8 pagesInfluence of Silica Fume On High Strength Lightweight ConcreteIon RusuNo ratings yet
- Self-Compacting Concrete: Methods of Testing and Design: P Kumar, Non-MemberDocument6 pagesSelf-Compacting Concrete: Methods of Testing and Design: P Kumar, Non-Membervinay rodeNo ratings yet
- Flexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteDocument9 pagesFlexural Fatigue Behavior of Steel Fiber Reinforced Self Compacting Rubberized ConcreteHOD CIVIL DEPARTMENTNo ratings yet
- 31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFDocument9 pages31) Murugan - 2017 - IOP - Conf. - Ser.: - Earth - Environ. - Sci. - 80 - 012004 PDFHARINo ratings yet
- Mollaabbasi 2021Document14 pagesMollaabbasi 2021poojab8017No ratings yet
- Alrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFDocument11 pagesAlrekabi 2017 IOP Conf. Ser. - Mater. Sci. Eng. 246 012020 PDFmariam ahmedNo ratings yet
- Strength and Permeation Properties of Self-Compacting ConcreteDocument8 pagesStrength and Permeation Properties of Self-Compacting Concreteprincekelvin09No ratings yet
- Bio Concrete: T, Sai Sankar, K. Muni SwamyDocument3 pagesBio Concrete: T, Sai Sankar, K. Muni SwamyBryan ChooNo ratings yet
- Study On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderDocument5 pagesStudy On Compressive Strength of Self Compacting Concrete Using Various Propotions of Steatite PowderBharath BharathNo ratings yet
- MANASA, G., RAMANA, C. V., & PRADEEP, P. (2017) - Study On Properties of Modified Reactive Powder Concrete.Document5 pagesMANASA, G., RAMANA, C. V., & PRADEEP, P. (2017) - Study On Properties of Modified Reactive Powder Concrete.Adel OsmanNo ratings yet
- Construction and Building Materials: Faiz U.A. Shaikh, Steve W.M. SupitDocument13 pagesConstruction and Building Materials: Faiz U.A. Shaikh, Steve W.M. SupitMarden Rengifo RuizNo ratings yet
- TB.19 Permeability of High Reactivity Metakaolin ConcreteDocument1 pageTB.19 Permeability of High Reactivity Metakaolin ConcreteTezinNo ratings yet
- A Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcreteDocument15 pagesA Method For Mix-Design of Fiber-Reinforced Self-Compacting Concretevidal3213No ratings yet
- Materials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraDocument7 pagesMaterials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraNandeesh SreenivasappaNo ratings yet
- Influence of Lightweight Aggregate On The Durability and Microstructure of ConcretesDocument1 pageInfluence of Lightweight Aggregate On The Durability and Microstructure of ConcretesWilmer Saith Catalan NoblesNo ratings yet
- Mechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsDocument7 pagesMechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsRiston SinagaNo ratings yet
- Effect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteDocument7 pagesEffect of Fly Ash On Properties of Self-Compacting High Strength Lightweight ConcreteShahid IqbalNo ratings yet
- Mechanical Behavior of Low Density Concrete Mixtures With Thermally Expanded Clay From The Metropolitan Area of CúcutaDocument6 pagesMechanical Behavior of Low Density Concrete Mixtures With Thermally Expanded Clay From The Metropolitan Area of CúcutajulirguezNo ratings yet
- Evaluation of Strength at Early Ages ofDocument5 pagesEvaluation of Strength at Early Ages ofHishmat EzzelarabNo ratings yet
- Material Estimate Details With Reference To Approved Drawings. A Cable Shall Consist of 12 Nos 12.7mmDocument2 pagesMaterial Estimate Details With Reference To Approved Drawings. A Cable Shall Consist of 12 Nos 12.7mmepe civil1No ratings yet
- Problem 5.1: SolutionDocument10 pagesProblem 5.1: SolutionJules Nikko Dela CruzNo ratings yet
- Irrigation Engineering Part 1Document63 pagesIrrigation Engineering Part 1dandewjanger100% (1)
- Ground Movement Associated With Trench Excavation and Their Effect On Adjacent ServicesDocument3 pagesGround Movement Associated With Trench Excavation and Their Effect On Adjacent ServicesEnri05No ratings yet
- Equivalência de Normas de AçosDocument6 pagesEquivalência de Normas de AçosCamilla GandineNo ratings yet
- Bill No:01 Ray/Thrissur-Kuttippuram/Measurement Sheet: Page 1 of 1Document1 pageBill No:01 Ray/Thrissur-Kuttippuram/Measurement Sheet: Page 1 of 1Pradeep Kumar TKNo ratings yet
- FP914Document153 pagesFP914esutjiadiNo ratings yet
- R82 Lean Mix Concrete BaseDocument94 pagesR82 Lean Mix Concrete BasePavlos ZoulisNo ratings yet
- Siwes PresentationDocument21 pagesSiwes PresentationmelskureNo ratings yet
- The Abandoned Architecture of Villa Badran by Gamal BakryDocument4 pagesThe Abandoned Architecture of Villa Badran by Gamal BakryTarek Mohamed Tarek FouadNo ratings yet
- Pup JointsDocument1 pagePup JointsLuke Oliveira100% (1)
- Structure Calculation Warehouse 19 Mei'14Document28 pagesStructure Calculation Warehouse 19 Mei'14Su NarkoNo ratings yet
- Composite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsDocument9 pagesComposite Wrapping - A Challenging Solution For Deep-Water Repair ApplicationsMubeenNo ratings yet
- Torque Calculation - ASME PCC-1Document5 pagesTorque Calculation - ASME PCC-1Rakesh ReddyNo ratings yet
- Kanweer 2000Document22 pagesKanweer 2000Sanjeev34No ratings yet
- Washing Machine Manual Kenmore HE5tDocument76 pagesWashing Machine Manual Kenmore HE5tmachnerdNo ratings yet
- CEM PT HandbookDocument44 pagesCEM PT HandbookThomas OrNo ratings yet
- UF UltraCem Datasheet v5Document2 pagesUF UltraCem Datasheet v5guyNo ratings yet
- 21-50-007 AVK Resilient Seated Gate Valve DN50-400Document2 pages21-50-007 AVK Resilient Seated Gate Valve DN50-400Ferdi SagalaNo ratings yet
- NFPA Codes & Standards - 3Document1 pageNFPA Codes & Standards - 3karpanai100% (1)
- Across The Civilizations: Transporting WaterDocument20 pagesAcross The Civilizations: Transporting WaterKoduru SiddharthNo ratings yet
- 042 DWG KFSP IV 2023 - Installation Fire Alarm System Semi Adressable - PT Kimia Farma Sungwun Pharmacopia (Update 8 Mei)Document4 pages042 DWG KFSP IV 2023 - Installation Fire Alarm System Semi Adressable - PT Kimia Farma Sungwun Pharmacopia (Update 8 Mei)Hafidz GustiNo ratings yet
- UPR-377-MSRA-MEP-ISG-001 - Site Office & Welfare FacilityDocument28 pagesUPR-377-MSRA-MEP-ISG-001 - Site Office & Welfare Facilityjagathmukundhan00No ratings yet
- Brick WorksDocument105 pagesBrick WorksGeorge Daguioan100% (1)
- Ppa412n - Designers and Builders of The PastDocument17 pagesPpa412n - Designers and Builders of The PastpaulineNo ratings yet
- Bitumen Softboards: - For Expansion Joints in Concrete and Protection To Waterproofing MembranesDocument6 pagesBitumen Softboards: - For Expansion Joints in Concrete and Protection To Waterproofing MembranesTakis ApostolidesNo ratings yet
- Reid, Henry - The Science and Art of The Manufacture of Portland Cement - With Observations On Some of Its Constructive applications-ICE Publishing (2011) PDFDocument448 pagesReid, Henry - The Science and Art of The Manufacture of Portland Cement - With Observations On Some of Its Constructive applications-ICE Publishing (2011) PDFsaeedhoseiniNo ratings yet
- PLDocument52 pagesPLMinoj SarasanNo ratings yet
- Composite Materials 1Document29 pagesComposite Materials 1JisselAroraNo ratings yet