Download as pdf or txt
You might also like
- CO2-Reducing Cement Based On Calcium SilicatesDocument9 pagesCO2-Reducing Cement Based On Calcium Silicatesyinglv100% (1)
- AI-Problem Set 1Document13 pagesAI-Problem Set 1Aleli Pamplona100% (1)
- Machining Processes Used To Produce Various Shapes: MillingDocument28 pagesMachining Processes Used To Produce Various Shapes: MillingSuleiman SaidNo ratings yet
- Nano Indentation Lecture1Document47 pagesNano Indentation Lecture1한종훈No ratings yet
- System Analysis and DesignDocument5 pagesSystem Analysis and Designapi-19957208100% (1)
- El-Hofy Fundamentals of Machining Processes Tema 10Document42 pagesEl-Hofy Fundamentals of Machining Processes Tema 10chompo83No ratings yet
- 36 Non Conventional MachiningDocument13 pages36 Non Conventional MachiningPRASAD326100% (10)
- Studying The Parameters of The Solid Particle Erosion and Test ProcedureDocument6 pagesStudying The Parameters of The Solid Particle Erosion and Test ProcedurealiNo ratings yet
- Non-Traditional Processes: ManufacturingDocument49 pagesNon-Traditional Processes: ManufacturingShubham ChomalNo ratings yet
- Application of Numerical Simulation For The AnalysDocument8 pagesApplication of Numerical Simulation For The AnalysdivyanshuNo ratings yet
- Friction in Metal CuttingDocument18 pagesFriction in Metal Cuttingaj87_goswami71% (7)
- Blanking Tool Wear Modeling Using The Finite Element MethodDocument15 pagesBlanking Tool Wear Modeling Using The Finite Element MethodMatheus William CesarNo ratings yet
- Zong 2014Document6 pagesZong 2014GOPI KRISHNANo ratings yet
- KIM E KIM MicromachiningDocument12 pagesKIM E KIM Micromachininggande10No ratings yet
- Reflection and Transmission at Boundaries: MotivationDocument15 pagesReflection and Transmission at Boundaries: Motivationben harrisNo ratings yet
- A Dynamic Stiffness Analysis of Damped Tubes Filled With Granular MaterialsDocument12 pagesA Dynamic Stiffness Analysis of Damped Tubes Filled With Granular MaterialsMd Zillur RahmanNo ratings yet
- Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDocument10 pagesElsevier Sequoia S.A., Lausanne - Printed in The NetherlandsMario Saavedra VergaraNo ratings yet
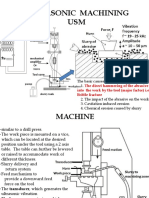
- Nontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Document18 pagesNontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Yogesh PrabhakarNo ratings yet
- Fractal Dimension Measurement of Engineering Surfaces: PergamonDocument5 pagesFractal Dimension Measurement of Engineering Surfaces: PergamonAbbas MNo ratings yet
- Choudhury 2004Document5 pagesChoudhury 2004Fábio CamposNo ratings yet
- Ultrasonic Machining (USM)Document20 pagesUltrasonic Machining (USM)Prateek SharmaNo ratings yet
- Surface Roughness Classification For CastingsDocument36 pagesSurface Roughness Classification For CastingskalebasveggieNo ratings yet
- JRRT2000 Vol 214 No F1Document14 pagesJRRT2000 Vol 214 No F1adriana GreguerNo ratings yet
- 37IJMPERDFEB201937Document14 pages37IJMPERDFEB201937TJPRC PublicationsNo ratings yet
- Grizi Et Al. GEESD - FINALDocument10 pagesGrizi Et Al. GEESD - FINALKaterineNo ratings yet
- Unit I - Lec 4Document16 pagesUnit I - Lec 4HOD MEC BVC Engineering Colelge OdalarevuNo ratings yet
- Theoretical Modeling and Experimental VerificationDocument8 pagesTheoretical Modeling and Experimental Verificationrroma_1983No ratings yet
- Modeling and Simulation of The Orthogonal Cut by Using The Law of DamageDocument4 pagesModeling and Simulation of The Orthogonal Cut by Using The Law of DamageHayderyNo ratings yet
- 6 Mechanics of CuttingDocument8 pages6 Mechanics of Cuttingyut yutNo ratings yet
- ICA PaperDocument6 pagesICA PaperPawanKumarNo ratings yet
- Exp 3 Effect of Speed and Feed in Orthogonal MachiningDocument2 pagesExp 3 Effect of Speed and Feed in Orthogonal MachiningYasmin RedaNo ratings yet
- Problems With Non-Destructive Surface X-Ray Diffraction Residual Stress MeasurementDocument8 pagesProblems With Non-Destructive Surface X-Ray Diffraction Residual Stress MeasurementABF506055No ratings yet
- Apcs 2016Document2 pagesApcs 2016アスリアナ イブラヒムNo ratings yet
- Analysis of Sound Signal Generation Due To Flank Wear in TurningDocument26 pagesAnalysis of Sound Signal Generation Due To Flank Wear in Turningshashank shuklaNo ratings yet
- Ultrasonic Machining USM: The Basic Causes of Material Removal 1Document13 pagesUltrasonic Machining USM: The Basic Causes of Material Removal 1Saswat KhataiNo ratings yet
- ME6623D Industrial Tribology: Course Faculty: Dr. P.K. Rajendrakumar Professor Department of Mechanical EngineeringDocument26 pagesME6623D Industrial Tribology: Course Faculty: Dr. P.K. Rajendrakumar Professor Department of Mechanical EngineeringAbenesh KumaresanNo ratings yet
- Lab C - Torsion - Mech - MRPDocument5 pagesLab C - Torsion - Mech - MRPIdaam Abdulla SaaidNo ratings yet
- Method For Friction Force Estimation On The Flank of Cutting Tools. Luis HuertaDocument10 pagesMethod For Friction Force Estimation On The Flank of Cutting Tools. Luis HuertaAlejandro Lozano-GuzmanNo ratings yet
- Magnetic Forces On Ferromagnetic Objects: Fermi Laboratory Background InformationDocument3 pagesMagnetic Forces On Ferromagnetic Objects: Fermi Laboratory Background InformationabhijithdamleNo ratings yet
- A Numeric Investigation of The Rake Face Stress Distribution in Orthogonal MachiningDocument6 pagesA Numeric Investigation of The Rake Face Stress Distribution in Orthogonal MachiningArul KirubakaranNo ratings yet
- Al Janabi2013Document14 pagesAl Janabi2013Irani GonçalvesNo ratings yet
- Ntmp2014 UsmDocument17 pagesNtmp2014 UsmShashank GauravNo ratings yet
- 1 s2.0 S0022460X97909925 MainDocument14 pages1 s2.0 S0022460X97909925 MainItalo RodriguesNo ratings yet
- Abrasive Jet MachiningDocument10 pagesAbrasive Jet MachiningFadlanbunglonNo ratings yet
- Embrechts - 2011 - The Random-Incidence Scattering Coefficient of InfDocument5 pagesEmbrechts - 2011 - The Random-Incidence Scattering Coefficient of InfTrojanNo ratings yet
- Amr 996 380Document6 pagesAmr 996 380brandt.nickNo ratings yet
- 1 s2.0 S0022489811000589 MainDocument12 pages1 s2.0 S0022489811000589 MainKevin HofmannNo ratings yet
- Dynamic Acousto-Elasticity in A Fatigue-Cracked SampleDocument10 pagesDynamic Acousto-Elasticity in A Fatigue-Cracked SampleHaziq QureshiNo ratings yet
- FrictionDocument31 pagesFrictionvikram ranaNo ratings yet
- Research PaperDocument10 pagesResearch PaperNitha FredyNo ratings yet
- Instrumented Indentation To Characterize Mechanical Behavior of MaterialsDocument8 pagesInstrumented Indentation To Characterize Mechanical Behavior of MaterialsBenjamin BlairNo ratings yet
- Friction Creates Heat, Promotes Wear, and Wastes Power, So The Reduction of FrictionDocument8 pagesFriction Creates Heat, Promotes Wear, and Wastes Power, So The Reduction of FrictionSwapnil PawarNo ratings yet
- 16.properties Related To StrengthDocument30 pages16.properties Related To StrengthHarrison WoodwardNo ratings yet
- Dynamic Properties of Soils For The Design of Machine FoundationsDocument4 pagesDynamic Properties of Soils For The Design of Machine FoundationsankitNo ratings yet
- 2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnDocument6 pages2004-Deng-Finite Element Analysis of Effects of Ball Burnishing Parameters OnJesus Ismael Jimenez GarciaNo ratings yet
- Sheet Metal FormingDocument7 pagesSheet Metal FormingHussien EbrhimNo ratings yet
- Analysis On Grinding Media Motion in Ball Mill by Discrete Element MethodDocument5 pagesAnalysis On Grinding Media Motion in Ball Mill by Discrete Element MethodjamalNo ratings yet
- Comprehensive Simulation of Surface Texture For An End-Milling ProcessDocument8 pagesComprehensive Simulation of Surface Texture For An End-Milling Processirinuca12No ratings yet
- Burulma Deneyi Calisma Notu - ENDocument5 pagesBurulma Deneyi Calisma Notu - ENNourTarekHassenNo ratings yet
- Industrial X-Ray Computed TomographyFrom EverandIndustrial X-Ray Computed TomographySimone CarmignatoNo ratings yet
- Surveys on Surgery Theory (AM-149), Volume 2: Papers Dedicated to C.T.C. Wall. (AM-149)From EverandSurveys on Surgery Theory (AM-149), Volume 2: Papers Dedicated to C.T.C. Wall. (AM-149)No ratings yet
- Course Code EEE-2310 EX-5Document3 pagesCourse Code EEE-2310 EX-5Fardin ChowdhuryNo ratings yet
- Salt HydrolysisDocument1 pageSalt HydrolysisnuramiraazizanNo ratings yet
- Physics SampleDocument102 pagesPhysics Sampleshrutianand8915No ratings yet
- Bobbin Change Analysis and Possible SolutionsDocument21 pagesBobbin Change Analysis and Possible SolutionsSharvari ShankarNo ratings yet
- BRM Course HandoutDocument4 pagesBRM Course HandoutA0913KHUSHI RUNGTANo ratings yet
- Med OrgDocument1 pageMed OrgmouiyNo ratings yet
- P&Id P&ID P&Id P&Id Piping & Instrument Diagram Piping & Instrument Diagram PG G PG GDocument23 pagesP&Id P&ID P&Id P&Id Piping & Instrument Diagram Piping & Instrument Diagram PG G PG GAmirNo ratings yet
- Thesis Report Soumya SandipaDocument89 pagesThesis Report Soumya SandipaSoumya SandipaNo ratings yet
- EC8691-Microprocessor and MicrocontrollerDocument11 pagesEC8691-Microprocessor and Microcontrollerrajesh5500No ratings yet
- Hill Cipher - HTMLDocument16 pagesHill Cipher - HTMLAkhilNo ratings yet
- CATIA V5 Tutorial Improve Performance For Managing Large AssembliesDocument3 pagesCATIA V5 Tutorial Improve Performance For Managing Large AssembliesRyan WallerNo ratings yet
- 7 FeedforwardDocument12 pages7 FeedforwardHamdi MakniNo ratings yet
- Fuzzy Methods For Modelling Earthquake Induced Sloshing in Rigid ReservoirsDocument7 pagesFuzzy Methods For Modelling Earthquake Induced Sloshing in Rigid ReservoirsЕлена СтрельниковаNo ratings yet
- All Wheel Steering Project 22Document3 pagesAll Wheel Steering Project 22Snev EvansNo ratings yet
- Mpsa05 Mpsa06Document7 pagesMpsa05 Mpsa06idrissmstgeNo ratings yet
- Jupyter Notebook Installation Guide (Mac)Document27 pagesJupyter Notebook Installation Guide (Mac)lhfselksfNo ratings yet
- Animasi Tombol Warna Berjalan JavaDocument4 pagesAnimasi Tombol Warna Berjalan JavaAndedi أٺديدNo ratings yet
- Exercise 2 The Laws of Reflection Solutions 1 PDFDocument5 pagesExercise 2 The Laws of Reflection Solutions 1 PDFhexu wangNo ratings yet
- NetNumen M31 RAN V12 (1) .10.031 Performance Management Operation GuideDocument163 pagesNetNumen M31 RAN V12 (1) .10.031 Performance Management Operation GuideEnver EskihisarNo ratings yet
- 2020 ST Hilda SA2Document28 pages2020 ST Hilda SA2AlexisNo ratings yet
- Experiment 1 Physics74Document7 pagesExperiment 1 Physics74VanessaOlgaJ.DagondonNo ratings yet
- Earth Mat Sizing Calculations - 22 MW - Azure Rev 03Document31 pagesEarth Mat Sizing Calculations - 22 MW - Azure Rev 03Mohdsalauddin HabeebNo ratings yet
- NSN - GSM ArchitectureDocument23 pagesNSN - GSM ArchitectureChidhuro OwenNo ratings yet
- 2 CasingDesignDocument34 pages2 CasingDesignSleim BguigaNo ratings yet
- Moisture Particle SizeDocument6 pagesMoisture Particle SizejayaNo ratings yet