Download as doc, pdf, or txt
You might also like
- Semi-Annual Report Jul-Dec 2009Document6 pagesSemi-Annual Report Jul-Dec 2009Robert Ulatan93% (45)
- BC-5380 Operation Manual PDFDocument550 pagesBC-5380 Operation Manual PDFAdriana Zuñiga Vega100% (1)
- ITP For Diaphragm Wall Construction Rev BDocument92 pagesITP For Diaphragm Wall Construction Rev Bloc khaNo ratings yet
- QMS-17-SF Inspection and Test Plan TemplateDocument3 pagesQMS-17-SF Inspection and Test Plan TemplatearavinNo ratings yet
- 2 6 SAT C1574 SAT Procedure PDFDocument7 pages2 6 SAT C1574 SAT Procedure PDFGooi Ming YanNo ratings yet
- Semi Annual Report July Dec 2010Document6 pagesSemi Annual Report July Dec 2010Robert Ulatan100% (3)
- Fb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDocument13 pagesFb37 1rev0 Checkliste WPK Metallkonstruktionen EnglischDan DumbravescuNo ratings yet
- Fb40rev1 Audit-Checkliste EN15085 ENGDocument14 pagesFb40rev1 Audit-Checkliste EN15085 ENGNguyen Anh TuanNo ratings yet
- Proposal For A General Product DocumentationDocument5 pagesProposal For A General Product DocumentationhelloNo ratings yet
- Exhibit D3 Inspection and Test Plan (ITP)Document12 pagesExhibit D3 Inspection and Test Plan (ITP)Muhammad Ali AkbarNo ratings yet
- Semi Annual Report Jul Dec 2009Document5 pagesSemi Annual Report Jul Dec 2009Mykka ArtillagaNo ratings yet
- Roject Nity: Project Unity Functional Specification - Process Order ConfirmationDocument31 pagesRoject Nity: Project Unity Functional Specification - Process Order ConfirmationsowjanyaNo ratings yet
- Itp Transfer Tower - Xls (Bvi Comment)Document52 pagesItp Transfer Tower - Xls (Bvi Comment)Alif Rahmat FebriantoNo ratings yet
- Oq Ahu P02Document147 pagesOq Ahu P02santosh yadavNo ratings yet
- EMR Installing PV-380-R3 - AHDocument3 pagesEMR Installing PV-380-R3 - AHahmed nourNo ratings yet
- Job Description: StellenbeschreibungDocument5 pagesJob Description: StellenbeschreibungMireya RochaNo ratings yet
- Egp-21-01-Artc-Selected Quipments For UseDocument13 pagesEgp-21-01-Artc-Selected Quipments For UseSivaji KotipalliNo ratings yet
- 4b. KZ02-EL-REP-T5-4001-A02-CRSDocument2 pages4b. KZ02-EL-REP-T5-4001-A02-CRSShafaizal MohammedNo ratings yet
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 pagesQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNo ratings yet
- Audit ChecklistDocument21 pagesAudit ChecklistRob WillestoneNo ratings yet
- RR - WP Enclosure - Ip66 Test Report 2019Document22 pagesRR - WP Enclosure - Ip66 Test Report 2019setco.qa.atminNo ratings yet
- Testing and Commissioning of IG 100 System: Inspection Test Plan (ITP)Document3 pagesTesting and Commissioning of IG 100 System: Inspection Test Plan (ITP)Samboy Dionisio100% (1)
- Itp - Water ProofingDocument1 pageItp - Water ProofingUbaidullah KhanNo ratings yet
- Jig and Tool Instruction: Acceptance, Testing, Release and Inspection Marks of Special ToolingDocument8 pagesJig and Tool Instruction: Acceptance, Testing, Release and Inspection Marks of Special ToolingRafaelNo ratings yet
- Process For Process Failure Mode & Effect Analysis (PFMEA)Document11 pagesProcess For Process Failure Mode & Effect Analysis (PFMEA)Gourav SainiNo ratings yet
- Semi-Annual Report Jan-Jun 2010Document6 pagesSemi-Annual Report Jan-Jun 2010Robert Ulatan67% (3)
- Inspection and Test Plan (Quality - Plan) : Product Type: Medium Voltage - Manufacturer: P.T. Siemens IndonesiaDocument6 pagesInspection and Test Plan (Quality - Plan) : Product Type: Medium Voltage - Manufacturer: P.T. Siemens IndonesiavinodNo ratings yet
- Inspection and Test Plan Quality PlanDocument6 pagesInspection and Test Plan Quality Planvinod100% (1)
- Doc.121526-External CT CostDocument6 pagesDoc.121526-External CT CosterikaoktavianipurbaNo ratings yet
- R&D - Oi - 01 - Fmea P1Document7 pagesR&D - Oi - 01 - Fmea P1Abhinav SinghNo ratings yet
- Adp-274100-006 R1 Avs (A)Document25 pagesAdp-274100-006 R1 Avs (A)saithu09janNo ratings yet
- Q Itp 002 Structural Concrete Grouting Rev 0 01-08-19Document7 pagesQ Itp 002 Structural Concrete Grouting Rev 0 01-08-19boumalek ahmedNo ratings yet
- Electrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Document40 pagesElectrostatic Precipitator Installation: Field Inspection & Test Plan (F-Itp) : 1: 16-Feb-10Alif Rahmat FebriantoNo ratings yet
- Impact Assesment ChecklistDocument10 pagesImpact Assesment ChecklistsudheerNo ratings yet
- Operator's Manual Ca 400Document220 pagesOperator's Manual Ca 400Oo Kenx OoNo ratings yet
- Test Plan Quality PlanDocument6 pagesTest Plan Quality PlanPhucNo ratings yet
- QAP Format PDFDocument7 pagesQAP Format PDFSree VBroNo ratings yet
- CP 1.2 ChecklistDocument3 pagesCP 1.2 ChecklistAndre HawkNo ratings yet
- Teruhisa Morishige: Mazda Engineering StandardDocument18 pagesTeruhisa Morishige: Mazda Engineering Standardmohammad yazdanpanahNo ratings yet
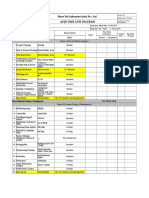
- Shree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramDocument2 pagesShree Ved Industries India Pvt. Ltd. Apqp Time Line DiagramS. R. OvhalNo ratings yet
- ST&SADocument104 pagesST&SAwillaimNo ratings yet
- Sample Test DesignDocument20 pagesSample Test DesignCao Minh Ngoc (K16HL)No ratings yet
- Roject Nity: Project Unity Functional Specification - Process Order ConfirmationDocument31 pagesRoject Nity: Project Unity Functional Specification - Process Order ConfirmationsowjanyaNo ratings yet
- Audit Report - Surveillance - Hayat IndustriesDocument9 pagesAudit Report - Surveillance - Hayat Industriessajid waqasNo ratings yet
- Inspection and Test Plan (ITP) / Quality Control ProcedureDocument3 pagesInspection and Test Plan (ITP) / Quality Control Proceduremanunited unitedNo ratings yet
- API's 9th Internal Audit FormDocument32 pagesAPI's 9th Internal Audit Formislam atifNo ratings yet
- Standardized TOP Rev 29 Jan 2014Document4 pagesStandardized TOP Rev 29 Jan 2014ĒDīson CevallosNo ratings yet
- Group Exercise Time: 15 MinutesDocument2 pagesGroup Exercise Time: 15 MinutesdelfahliNo ratings yet
- Op QD 015Document5 pagesOp QD 015ujangketul62100% (1)
- Supplier Document: in Salah Gas Compression ProjectDocument38 pagesSupplier Document: in Salah Gas Compression Projectkhalid benessalahNo ratings yet
- TMT131 - Inspection Test Plan - ITPDocument1 pageTMT131 - Inspection Test Plan - ITPMadolinNo ratings yet
- Iso Work InstructionsDocument115 pagesIso Work InstructionsEkondroNo ratings yet
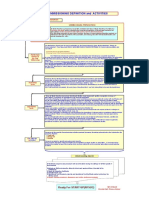
- Commissioning Definition and Activities: Technical Data BaseDocument1 pageCommissioning Definition and Activities: Technical Data BaseInfoNo ratings yet
- Checklist Test Environment: Pass Description RemarksDocument4 pagesChecklist Test Environment: Pass Description RemarksregincrNo ratings yet
- PM-CY-DLI-SOP-257 Cal TEOM Rev.1Document7 pagesPM-CY-DLI-SOP-257 Cal TEOM Rev.1Nayyar MahmoodNo ratings yet
- R&D Procedure - Control of Drawing Engg Specification P2Document1 pageR&D Procedure - Control of Drawing Engg Specification P2sumanNo ratings yet
- Appendix E.3 CE-I03B-017 Software Validation Report 1.0Document16 pagesAppendix E.3 CE-I03B-017 Software Validation Report 1.0A Wahid KemalNo ratings yet
- PS - Copy of Supplier PSODocument11 pagesPS - Copy of Supplier PSODesmond MahadeoNo ratings yet
- The Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsFrom EverandThe Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and AuditorsNo ratings yet
- The Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and Auditors with CD ROMFrom EverandThe Sarbanes-Oxley Section 404 Implementation Toolkit: Practice Aids for Managers and Auditors with CD ROMNo ratings yet
- Dot Point Txtbook ChemDocument24 pagesDot Point Txtbook ChemDavid ChinNo ratings yet
- (8th) Chemical Effects of Electric Current Solved AssignmentsDocument3 pages(8th) Chemical Effects of Electric Current Solved AssignmentssushantNo ratings yet
- Coleção Da Taverna - Parte 2Document364 pagesColeção Da Taverna - Parte 2Physis Asclepius100% (2)
- Framework of Wild Life (Protection) Act, 1972Document17 pagesFramework of Wild Life (Protection) Act, 1972ishikakeswani4No ratings yet
- 236D3 Plano Hidráulico PDFDocument4 pages236D3 Plano Hidráulico PDFFerreira Anibal Paredes100% (1)
- Chapter 1 - MAT668 - Students HandoutDocument36 pagesChapter 1 - MAT668 - Students Handout2021826386No ratings yet
- Design and Performance Analysis of 2Document24 pagesDesign and Performance Analysis of 2Dilip Kumar100% (1)
- Lumina Homes PDFDocument1 pageLumina Homes PDFDestre Tima-anNo ratings yet
- Ijct 1 (5) 305-307Document46 pagesIjct 1 (5) 305-307Anonymous v5uipHNo ratings yet
- Almost 40years Airframe Noise ResearchDocument37 pagesAlmost 40years Airframe Noise ResearchMaurizio BernasconiNo ratings yet
- Atomic Structure: Name: Mr. Burnett Date: 03/05/2021 Class: 6A PhysicsDocument50 pagesAtomic Structure: Name: Mr. Burnett Date: 03/05/2021 Class: 6A PhysicsACSVNo ratings yet
- Lesley Nair Thematic Summary of All You ZombiesDocument3 pagesLesley Nair Thematic Summary of All You Zombiesnair1904No ratings yet
- List of Miniatures: BeastmenDocument2 pagesList of Miniatures: BeastmenItsaconnetNo ratings yet
- AGR516 Chapter 5 MutationDocument31 pagesAGR516 Chapter 5 MutationXwag 12No ratings yet
- Catalog-Basket ScreenDocument2 pagesCatalog-Basket ScreenBaskyNo ratings yet
- 5 - Stability & Root LocusDocument10 pages5 - Stability & Root Locusahmed4665No ratings yet
- Shifting DetailsDocument2 pagesShifting Detailskamal rajkumarNo ratings yet
- TLE9 - Q2 - Mod4 Week 8Document24 pagesTLE9 - Q2 - Mod4 Week 8Ceasar Ryan AsuncionNo ratings yet
- SSS 2 TD CAT 2nd TermDocument3 pagesSSS 2 TD CAT 2nd TermFagbohunka EricNo ratings yet
- Affinity DiagramDocument27 pagesAffinity DiagramIcer Dave Rojas PalmaNo ratings yet
- Shadowrun - The Shadowrun Supplemental 09Document41 pagesShadowrun - The Shadowrun Supplemental 09Nestor Marquez-DiazNo ratings yet
- P2P Paths With Djikstra's AlgorithmDocument8 pagesP2P Paths With Djikstra's AlgorithmNouman AfzalNo ratings yet
- NVSM 116 PDFDocument7 pagesNVSM 116 PDF会沢 裕貴No ratings yet
- American Lincoln MPV 60 Ecp Parts List FordDocument153 pagesAmerican Lincoln MPV 60 Ecp Parts List FordYew LimNo ratings yet
- Samsung dvd-sh873 874 875 876 877Document130 pagesSamsung dvd-sh873 874 875 876 877Chema Don GarNo ratings yet
- Tec CHFX R Eflow 3 .0 Contr Roller An ND Techf FX Reflo Ow Tools SDocument58 pagesTec CHFX R Eflow 3 .0 Contr Roller An ND Techf FX Reflo Ow Tools Smyself248No ratings yet
- 6.2 MEGA WorkshopDocument3 pages6.2 MEGA Workshopprogress dubeNo ratings yet
- Unit 2.ieltsDocument11 pagesUnit 2.ieltsKarina HrishkovskaNo ratings yet
- Cell Division: Mitosis & MeiosisDocument50 pagesCell Division: Mitosis & MeiosisLyca GunayNo ratings yet