
Magnesium-Alloy Sheet and Plate: Standard Specification For
Magnesium-Alloy Sheet and Plate: Standard Specification For
You might also like
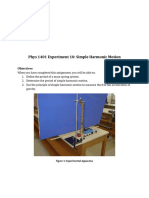
- Phys 1401 Experiment 10 Simple Harmonic Motion COmpletedDocument15 pagesPhys 1401 Experiment 10 Simple Harmonic Motion COmpletedAsaad iqbalNo ratings yet
- Ashrae 1342005 Ra 2014 Graphic Symbols For Heating VentilatiDocument84 pagesAshrae 1342005 Ra 2014 Graphic Symbols For Heating VentilatiDanZel Dan83% (6)
- Thermosyphon Water PurifierDocument25 pagesThermosyphon Water PurifierAhmed JishanNo ratings yet
- Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method)Document3 pagesRate of Grease Penetration of Flexible Barrier Materials (Rapid Method)DanZel Dan100% (1)
- Ari 495-99Document6 pagesAri 495-99DanZel DanNo ratings yet
- Automated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDocument9 pagesAutomated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDanZel Dan100% (1)
- An Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFDocument13 pagesAn Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFTraian TiberiuNo ratings yet
- Assignment 2Document1 pageAssignment 2Laura RobayoNo ratings yet
- B 90 - B 90M - 13Document8 pagesB 90 - B 90M - 13phaindikaNo ratings yet
- Effect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysDocument6 pagesEffect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysJinsoo KimNo ratings yet
- Aluminium Alloy Applications PDFDocument3 pagesAluminium Alloy Applications PDFKhanHasibKaisarNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Document105 pagesChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNo ratings yet
- Al B Ti (Aluminum Boron Titanium)Document2 pagesAl B Ti (Aluminum Boron Titanium)Kaan BulutNo ratings yet
- Magnesium Alloys and Titanium and Its Heat TreatmentDocument16 pagesMagnesium Alloys and Titanium and Its Heat TreatmentNelson AlvarezNo ratings yet
- Evolution of Quench Factor Analysis - A ReviewDocument22 pagesEvolution of Quench Factor Analysis - A Reviewluigi_mazzucco100% (1)
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Machining of Magnesium AlloyDocument47 pagesMachining of Magnesium AlloyIon BadoiNo ratings yet
- Review: Friction Stir Welding Magnesium AZ31: Dipl. Ing. Jakob HilgertDocument23 pagesReview: Friction Stir Welding Magnesium AZ31: Dipl. Ing. Jakob HilgertTayron Zilli StapasollaNo ratings yet
- Cast Iron DampingDocument5 pagesCast Iron Dampinggabs88No ratings yet
- Magnesium & Its AlloysDocument24 pagesMagnesium & Its AlloysNataliyaNo ratings yet
- 2007 Russian Aluminum Alloys For Ultra Deep Water EngDocument8 pages2007 Russian Aluminum Alloys For Ultra Deep Water EngHossam Ali RaghebNo ratings yet
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocument15 pagesCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinNo ratings yet
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocument13 pagesPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Document51 pagesMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNo ratings yet
- Tech Spot DC Vs CCDocument2 pagesTech Spot DC Vs CCLaura Bartlett100% (3)
- Magnesium and Aluminum Alloys in Automotive Industry PDFDocument11 pagesMagnesium and Aluminum Alloys in Automotive Industry PDFΝΙΚΟΛΑΟΣ ΚΑΡΑΓΚΙΑΟΥΡΗΣNo ratings yet
- Leidenfrost EffectDocument10 pagesLeidenfrost EffectSnowswimmerNo ratings yet
- MN Steel WeldingDocument4 pagesMN Steel WeldingRam KadamNo ratings yet
- Asmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011Document2 pagesAsmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011fondershellNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Elkem 13 Compacted Graphite IronDocument2 pagesElkem 13 Compacted Graphite Ironmarcotulio123No ratings yet
- Tungsten Carbides: Alexey S. Kurlov Aleksandr I. GusevDocument253 pagesTungsten Carbides: Alexey S. Kurlov Aleksandr I. GusevHOSSIEN100% (1)
- Alnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesDocument18 pagesAlnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesparthpatelparthNo ratings yet
- CleanSteel9 2015 CAPURRO PDFDocument11 pagesCleanSteel9 2015 CAPURRO PDFSpark Fernando Calderon ContrerasNo ratings yet
- Image Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007Document16 pagesImage Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007nantha kumarNo ratings yet
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- What Is AnodisingDocument3 pagesWhat Is AnodisingSreedhar Patnaik.MNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- Ni-Sn-P Alloys From Glycinate BathDocument1 pageNi-Sn-P Alloys From Glycinate BathGeetha ThiruvengadamNo ratings yet
- Literature Review: 2.2.1.1 Major Alloying ElementsDocument67 pagesLiterature Review: 2.2.1.1 Major Alloying ElementsniyassalimNo ratings yet
- WJ 1985 10 s281 PDFDocument15 pagesWJ 1985 10 s281 PDFbabaaromeNo ratings yet
- Solidi Cation of Gray Cast IronDocument5 pagesSolidi Cation of Gray Cast IronZohaib Khurshid SultanNo ratings yet
- Aluminium 2014 t6 2014 t651Document3 pagesAluminium 2014 t6 2014 t651Agung Sapto AjiNo ratings yet
- KB Alloys Foundrymans Guide To SR and TiBorDocument7 pagesKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeNo ratings yet
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNo ratings yet
- Review of Magnesium Metal Matrix CompositesDocument19 pagesReview of Magnesium Metal Matrix CompositesGokulraju RangasamyNo ratings yet
- Characterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsDocument5 pagesCharacterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsHilarioPerezNo ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- The Effects of Anodization Treatment On The MicrostructureDocument6 pagesThe Effects of Anodization Treatment On The MicrostructureDonny TNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Magnesium Casting Technology For Structural ApplicationsDocument21 pagesMagnesium Casting Technology For Structural ApplicationsJinsoo KimNo ratings yet
- ME 292 - Metallic Materials SessionalDocument39 pagesME 292 - Metallic Materials SessionalMuhammedNayeemNo ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
- 2 Cast Iron FatigueDocument47 pages2 Cast Iron FatigueBruno BrepohlNo ratings yet
- Segregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingDocument3 pagesSegregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingharieduidNo ratings yet
- Powerpoint Presentation On Magnesium SuperplasticityDocument23 pagesPowerpoint Presentation On Magnesium SuperplasticityashvaniNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocument8 pagesMagnesium-Alloy Sheet and Plate: Standard Specification ForRizwanNo ratings yet
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocument8 pagesMagnesium-Alloy Sheet and Plate: Standard Specification ForAadhya engineering ServicesNo ratings yet
- Carbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDocument3 pagesCarbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDanZel DanNo ratings yet
- Use of The Electric and Electronic Typewriter As A Test InstrumentDocument3 pagesUse of The Electric and Electronic Typewriter As A Test InstrumentDanZel DanNo ratings yet
- Cyclic Salt Fog/UV Exposure of Painted Metal, (Alternating Exposures in A Fog/Dry Cabinet and A UV/Condensation Cabinet)Document4 pagesCyclic Salt Fog/UV Exposure of Painted Metal, (Alternating Exposures in A Fog/Dry Cabinet and A UV/Condensation Cabinet)DanZel DanNo ratings yet
- 1998 Standard For Remote Mechanical-Draft Evaporative Refrigerant CondensersDocument12 pages1998 Standard For Remote Mechanical-Draft Evaporative Refrigerant CondensersDanZel Dan100% (1)
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument7 pagesStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNo ratings yet
- 1995 Standard For: Refrigerant-Cooled Liquid Coolers, Remote TypeDocument8 pages1995 Standard For: Refrigerant-Cooled Liquid Coolers, Remote TypeDanZel DanNo ratings yet
- Fluid Loss of Clay Component of Geosynthetic Clay Liners: Standard Test Method ForDocument3 pagesFluid Loss of Clay Component of Geosynthetic Clay Liners: Standard Test Method ForDanZel DanNo ratings yet
- Ari 430-99Document18 pagesAri 430-99DanZel DanNo ratings yet
- Volumetric Flow Rate of Metal Powders Using The Arnold Meter and Hall Flowmeter FunnelDocument3 pagesVolumetric Flow Rate of Metal Powders Using The Arnold Meter and Hall Flowmeter FunnelDanZel DanNo ratings yet
- De-Agglomeration of Refractory Metal Powders and Their Compounds Prior To Particle Size AnalysisDocument3 pagesDe-Agglomeration of Refractory Metal Powders and Their Compounds Prior To Particle Size AnalysisDanZel DanNo ratings yet
- Continuous Galvanizing Grade (CGG) Zinc Alloys For Hot-Dip Galvanizing of Sheet SteelDocument3 pagesContinuous Galvanizing Grade (CGG) Zinc Alloys For Hot-Dip Galvanizing of Sheet SteelDanZel DanNo ratings yet
- In-Service Care of Insulating Gloves and Sleeves: Standard Specification ForDocument8 pagesIn-Service Care of Insulating Gloves and Sleeves: Standard Specification ForDanZel DanNo ratings yet
- Measuring Electrical Contact Intermittences: Standard Guide ForDocument4 pagesMeasuring Electrical Contact Intermittences: Standard Guide ForDanZel DanNo ratings yet
- Powder Forged (PF) Ferrous Materials: Standard Specification ForDocument10 pagesPowder Forged (PF) Ferrous Materials: Standard Specification ForDanZel DanNo ratings yet
- Post-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDocument3 pagesPost-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDanZel Dan100% (1)
- Pre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDocument3 pagesPre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDanZel DanNo ratings yet
- Medical Screwdriver Bits: Standard Specification ForDocument4 pagesMedical Screwdriver Bits: Standard Specification ForDanZel DanNo ratings yet
- ANSI - AHRI Standard 881 (SI) - 2011 With Addendum 1Document19 pagesANSI - AHRI Standard 881 (SI) - 2011 With Addendum 1DanZel DanNo ratings yet
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocument2 pagesNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDanZel DanNo ratings yet
- Performance Rating of Commercial and Industrial Air Filter EquipmentDocument16 pagesPerformance Rating of Commercial and Industrial Air Filter EquipmentDanZel DanNo ratings yet
- Copper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDocument6 pagesCopper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDanZel DanNo ratings yet
- ANSI - AHRI Standard 350-2008Document14 pagesANSI - AHRI Standard 350-2008DanZel DanNo ratings yet
- Porosity in Gold Coatings On Metal Substrates by Paper ElectrographyDocument5 pagesPorosity in Gold Coatings On Metal Substrates by Paper ElectrographyDanZel DanNo ratings yet
- Magnesium-Alloy Sand Castings: Standard Specification ForDocument12 pagesMagnesium-Alloy Sand Castings: Standard Specification ForDanZel DanNo ratings yet
- Taleem City Institute: Ameenpur, Faisalabad 03126987979Document22 pagesTaleem City Institute: Ameenpur, Faisalabad 03126987979AbdulRehman KhokharNo ratings yet
- Science-9 WLP Week 2Document9 pagesScience-9 WLP Week 2VERNA NGONo ratings yet
- Ch4 - Elastic Properties of SolidsDocument2 pagesCh4 - Elastic Properties of Solidsنايف محمد القباتليNo ratings yet
- ESE 2020: Prelims Exam: Test 6Document21 pagesESE 2020: Prelims Exam: Test 6Anurag SinghNo ratings yet
- Boiler Startup ProcedureDocument5 pagesBoiler Startup ProcedureBrijesh Srivastav0% (1)
- Profile ProjectorDocument6 pagesProfile ProjectorAnand Babu100% (1)
- Transport Equations: June 2002Document48 pagesTransport Equations: June 2002LIZANo ratings yet
- D 2967 - 96 - Rdi5njctotyDocument3 pagesD 2967 - 96 - Rdi5njctotyEmre DalgicNo ratings yet
- Me F213 1081Document4 pagesMe F213 1081jeevang4912No ratings yet
- CH6403Document7 pagesCH6403NikylNo ratings yet
- Operating Instruction Manual Of: Junker's Gas CalorimeterDocument5 pagesOperating Instruction Manual Of: Junker's Gas CalorimeterService MMINo ratings yet
- DPP-3 - Ques - p65 Motion Academy KinematicsDocument2 pagesDPP-3 - Ques - p65 Motion Academy KinematicsaaryaNo ratings yet
- Engineering MetallurgyDocument540 pagesEngineering MetallurgyAMEEEN123No ratings yet
- Catalytic ReactorsDocument40 pagesCatalytic ReactorsBianka MorazanNo ratings yet
- Fluidized Bed Reactor DesignDocument22 pagesFluidized Bed Reactor Designs barmanNo ratings yet
- Applications of High Strength Concrete For Highway BridgesDocument30 pagesApplications of High Strength Concrete For Highway Bridgesaji raNo ratings yet
- Study of Plain Plug Gauge: Mini ProjectDocument19 pagesStudy of Plain Plug Gauge: Mini ProjectdomiNo ratings yet
- Design & Analysis of A Cogeneration Plant Using WHRDocument5 pagesDesign & Analysis of A Cogeneration Plant Using WHRSrinivas TangellapalliNo ratings yet
- Air Cooler - DesignDocument7 pagesAir Cooler - Designkarthipetro100% (1)
- Torsional PendDocument2 pagesTorsional PendDR.P.V.Kanaka RaoNo ratings yet
- AAPM - RPT - 76 - TG61 - 40-300kV X-Ray Dosimetry in Radiotherapy and Radiobiology PDFDocument26 pagesAAPM - RPT - 76 - TG61 - 40-300kV X-Ray Dosimetry in Radiotherapy and Radiobiology PDFClaudia Morales UlloaNo ratings yet
- SDSS 2019Document1,373 pagesSDSS 2019Fangxin HU100% (1)
- Some Natural Phenomenon Physics NotesDocument9 pagesSome Natural Phenomenon Physics NotesWani Minham123No ratings yet
- Chapter 7Document36 pagesChapter 7ajayNo ratings yet
- PC VRF Systems 2Document50 pagesPC VRF Systems 2pallavNo ratings yet
- TINSLEY ZX70-90 Series Guide Datasheet V3Document7 pagesTINSLEY ZX70-90 Series Guide Datasheet V3manu mcNo ratings yet
- Compression RatiosDocument14 pagesCompression RatiosDirkMyburghNo ratings yet
- Bionanocomposite: Vikram Singh Vikash Kumar Sunil Kumar Akshay PadghanDocument14 pagesBionanocomposite: Vikram Singh Vikash Kumar Sunil Kumar Akshay PadghanVikram KulriaNo ratings yet



















































































































Download as pdf or txt
You might also like
- Phys 1401 Experiment 10 Simple Harmonic Motion COmpletedDocument15 pagesPhys 1401 Experiment 10 Simple Harmonic Motion COmpletedAsaad iqbalNo ratings yet
- Ashrae 1342005 Ra 2014 Graphic Symbols For Heating VentilatiDocument84 pagesAshrae 1342005 Ra 2014 Graphic Symbols For Heating VentilatiDanZel Dan83% (6)
- Thermosyphon Water PurifierDocument25 pagesThermosyphon Water PurifierAhmed JishanNo ratings yet
- Rate of Grease Penetration of Flexible Barrier Materials (Rapid Method)Document3 pagesRate of Grease Penetration of Flexible Barrier Materials (Rapid Method)DanZel Dan100% (1)
- Ari 495-99Document6 pagesAri 495-99DanZel DanNo ratings yet
- Automated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDocument9 pagesAutomated Controlled Shot Peening of Metallic Articles Prior To Nickel, Autocatalytic Nickel, or Chromium Plating, or As Final FinishDanZel Dan100% (1)
- An Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFDocument13 pagesAn Investigation of The Causes That Lead To Burn-InBurn-On in Heavy PDFTraian TiberiuNo ratings yet
- Assignment 2Document1 pageAssignment 2Laura RobayoNo ratings yet
- B 90 - B 90M - 13Document8 pagesB 90 - B 90M - 13phaindikaNo ratings yet
- Effect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysDocument6 pagesEffect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysJinsoo KimNo ratings yet
- Aluminium Alloy Applications PDFDocument3 pagesAluminium Alloy Applications PDFKhanHasibKaisarNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Document105 pagesChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNo ratings yet
- Al B Ti (Aluminum Boron Titanium)Document2 pagesAl B Ti (Aluminum Boron Titanium)Kaan BulutNo ratings yet
- Magnesium Alloys and Titanium and Its Heat TreatmentDocument16 pagesMagnesium Alloys and Titanium and Its Heat TreatmentNelson AlvarezNo ratings yet
- Evolution of Quench Factor Analysis - A ReviewDocument22 pagesEvolution of Quench Factor Analysis - A Reviewluigi_mazzucco100% (1)
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Machining of Magnesium AlloyDocument47 pagesMachining of Magnesium AlloyIon BadoiNo ratings yet
- Review: Friction Stir Welding Magnesium AZ31: Dipl. Ing. Jakob HilgertDocument23 pagesReview: Friction Stir Welding Magnesium AZ31: Dipl. Ing. Jakob HilgertTayron Zilli StapasollaNo ratings yet
- Cast Iron DampingDocument5 pagesCast Iron Dampinggabs88No ratings yet
- Magnesium & Its AlloysDocument24 pagesMagnesium & Its AlloysNataliyaNo ratings yet
- 2007 Russian Aluminum Alloys For Ultra Deep Water EngDocument8 pages2007 Russian Aluminum Alloys For Ultra Deep Water EngHossam Ali RaghebNo ratings yet
- Corrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyDocument15 pagesCorrosion Resistance of Cerium-Doped Zinc Calcium Phosphate Chemical Conversion Coatings On AZ31 Magnesium AlloyMichael Merino CrispinNo ratings yet
- Phase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiDocument13 pagesPhase Diagram Study of Alloys in Iron Carbon Chromium Mo-NiRavichandran JayaprakashNo ratings yet
- Zn-Fe-Al Phase Diagram Low TempDocument16 pagesZn-Fe-Al Phase Diagram Low Tempbdavis33100% (1)
- Metallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)Document51 pagesMetallic Materials - Tensile Testing at High Strain Rates - Part 1: Elastic-Bar-Type Systems (ISO 26203-1:2018)DmitriyNo ratings yet
- Tech Spot DC Vs CCDocument2 pagesTech Spot DC Vs CCLaura Bartlett100% (3)
- Magnesium and Aluminum Alloys in Automotive Industry PDFDocument11 pagesMagnesium and Aluminum Alloys in Automotive Industry PDFΝΙΚΟΛΑΟΣ ΚΑΡΑΓΚΙΑΟΥΡΗΣNo ratings yet
- Leidenfrost EffectDocument10 pagesLeidenfrost EffectSnowswimmerNo ratings yet
- MN Steel WeldingDocument4 pagesMN Steel WeldingRam KadamNo ratings yet
- Asmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011Document2 pagesAsmet Technical Introduction To Metallurgical Process Control Using ATAS Advanced Thermal Analysis System Eng v1 20062011fondershellNo ratings yet
- Color Metallurgy of Cast IronDocument13 pagesColor Metallurgy of Cast Ironmahmoud_allam3No ratings yet
- Elkem 13 Compacted Graphite IronDocument2 pagesElkem 13 Compacted Graphite Ironmarcotulio123No ratings yet
- Tungsten Carbides: Alexey S. Kurlov Aleksandr I. GusevDocument253 pagesTungsten Carbides: Alexey S. Kurlov Aleksandr I. GusevHOSSIEN100% (1)
- Alnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesDocument18 pagesAlnico Magnets: Types Features Applications Manufacturing Process Magnetizing Graphical Representation PropertiesparthpatelparthNo ratings yet
- CleanSteel9 2015 CAPURRO PDFDocument11 pagesCleanSteel9 2015 CAPURRO PDFSpark Fernando Calderon ContrerasNo ratings yet
- Image Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007Document16 pagesImage Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007nantha kumarNo ratings yet
- The Current State of Worldwide Standards of Ductile IronDocument8 pagesThe Current State of Worldwide Standards of Ductile IronN.PalaniappanNo ratings yet
- What Is AnodisingDocument3 pagesWhat Is AnodisingSreedhar Patnaik.MNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- ATA Heet: Marvac 250 VIM-VARDocument2 pagesATA Heet: Marvac 250 VIM-VARspibluNo ratings yet
- Ni-Sn-P Alloys From Glycinate BathDocument1 pageNi-Sn-P Alloys From Glycinate BathGeetha ThiruvengadamNo ratings yet
- Literature Review: 2.2.1.1 Major Alloying ElementsDocument67 pagesLiterature Review: 2.2.1.1 Major Alloying ElementsniyassalimNo ratings yet
- WJ 1985 10 s281 PDFDocument15 pagesWJ 1985 10 s281 PDFbabaaromeNo ratings yet
- Solidi Cation of Gray Cast IronDocument5 pagesSolidi Cation of Gray Cast IronZohaib Khurshid SultanNo ratings yet
- Aluminium 2014 t6 2014 t651Document3 pagesAluminium 2014 t6 2014 t651Agung Sapto AjiNo ratings yet
- KB Alloys Foundrymans Guide To SR and TiBorDocument7 pagesKB Alloys Foundrymans Guide To SR and TiBorfoundryjoeNo ratings yet
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoNo ratings yet
- Review of Magnesium Metal Matrix CompositesDocument19 pagesReview of Magnesium Metal Matrix CompositesGokulraju RangasamyNo ratings yet
- Characterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsDocument5 pagesCharacterization of The Carbides in The Steel X20CrMoV12.1 Used in Thermal Power PlantsHilarioPerezNo ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- The Effects of Anodization Treatment On The MicrostructureDocument6 pagesThe Effects of Anodization Treatment On The MicrostructureDonny TNo ratings yet
- PVD CVD WNP PDFDocument71 pagesPVD CVD WNP PDFApresiasi teknik 2018No ratings yet
- Magnesium Casting Technology For Structural ApplicationsDocument21 pagesMagnesium Casting Technology For Structural ApplicationsJinsoo KimNo ratings yet
- ME 292 - Metallic Materials SessionalDocument39 pagesME 292 - Metallic Materials SessionalMuhammedNayeemNo ratings yet
- Aisi 305Document3 pagesAisi 305Aditya PratapNo ratings yet
- Effect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Document7 pagesEffect of Basic Chemical Element in Sgi Ductile Iron IJERTV1IS7135Uma KoduriNo ratings yet
- Effective Filtration of Steel CastingsDocument40 pagesEffective Filtration of Steel CastingsWalter Hartwell WhiteNo ratings yet
- 2 Cast Iron FatigueDocument47 pages2 Cast Iron FatigueBruno BrepohlNo ratings yet
- Segregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingDocument3 pagesSegregation and Banding in Carbon and Alloy Steel - 2013-10-07 - Industrial HeatingharieduidNo ratings yet
- Powerpoint Presentation On Magnesium SuperplasticityDocument23 pagesPowerpoint Presentation On Magnesium SuperplasticityashvaniNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocument8 pagesMagnesium-Alloy Sheet and Plate: Standard Specification ForRizwanNo ratings yet
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocument8 pagesMagnesium-Alloy Sheet and Plate: Standard Specification ForAadhya engineering ServicesNo ratings yet
- Carbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDocument3 pagesCarbohydrate Distribution of Cellulosic Materials: Standard Test Method ForDanZel DanNo ratings yet
- Use of The Electric and Electronic Typewriter As A Test InstrumentDocument3 pagesUse of The Electric and Electronic Typewriter As A Test InstrumentDanZel DanNo ratings yet
- Cyclic Salt Fog/UV Exposure of Painted Metal, (Alternating Exposures in A Fog/Dry Cabinet and A UV/Condensation Cabinet)Document4 pagesCyclic Salt Fog/UV Exposure of Painted Metal, (Alternating Exposures in A Fog/Dry Cabinet and A UV/Condensation Cabinet)DanZel DanNo ratings yet
- 1998 Standard For Remote Mechanical-Draft Evaporative Refrigerant CondensersDocument12 pages1998 Standard For Remote Mechanical-Draft Evaporative Refrigerant CondensersDanZel Dan100% (1)
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument7 pagesStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNo ratings yet
- 1995 Standard For: Refrigerant-Cooled Liquid Coolers, Remote TypeDocument8 pages1995 Standard For: Refrigerant-Cooled Liquid Coolers, Remote TypeDanZel DanNo ratings yet
- Fluid Loss of Clay Component of Geosynthetic Clay Liners: Standard Test Method ForDocument3 pagesFluid Loss of Clay Component of Geosynthetic Clay Liners: Standard Test Method ForDanZel DanNo ratings yet
- Ari 430-99Document18 pagesAri 430-99DanZel DanNo ratings yet
- Volumetric Flow Rate of Metal Powders Using The Arnold Meter and Hall Flowmeter FunnelDocument3 pagesVolumetric Flow Rate of Metal Powders Using The Arnold Meter and Hall Flowmeter FunnelDanZel DanNo ratings yet
- De-Agglomeration of Refractory Metal Powders and Their Compounds Prior To Particle Size AnalysisDocument3 pagesDe-Agglomeration of Refractory Metal Powders and Their Compounds Prior To Particle Size AnalysisDanZel DanNo ratings yet
- Continuous Galvanizing Grade (CGG) Zinc Alloys For Hot-Dip Galvanizing of Sheet SteelDocument3 pagesContinuous Galvanizing Grade (CGG) Zinc Alloys For Hot-Dip Galvanizing of Sheet SteelDanZel DanNo ratings yet
- In-Service Care of Insulating Gloves and Sleeves: Standard Specification ForDocument8 pagesIn-Service Care of Insulating Gloves and Sleeves: Standard Specification ForDanZel DanNo ratings yet
- Measuring Electrical Contact Intermittences: Standard Guide ForDocument4 pagesMeasuring Electrical Contact Intermittences: Standard Guide ForDanZel DanNo ratings yet
- Powder Forged (PF) Ferrous Materials: Standard Specification ForDocument10 pagesPowder Forged (PF) Ferrous Materials: Standard Specification ForDanZel DanNo ratings yet
- Post-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDocument3 pagesPost-Coating Treatments of Steel For Reducing The Risk of Hydrogen EmbrittlementDanZel Dan100% (1)
- Pre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDocument3 pagesPre-Treatments of Iron or Steel For Reducing Risk of Hydrogen EmbrittlementDanZel DanNo ratings yet
- Medical Screwdriver Bits: Standard Specification ForDocument4 pagesMedical Screwdriver Bits: Standard Specification ForDanZel DanNo ratings yet
- ANSI - AHRI Standard 881 (SI) - 2011 With Addendum 1Document19 pagesANSI - AHRI Standard 881 (SI) - 2011 With Addendum 1DanZel DanNo ratings yet
- Nickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDocument2 pagesNickel-Iron-Chromium-Silicon Alloy Welded Tube: Standard Specification ForDanZel DanNo ratings yet
- Performance Rating of Commercial and Industrial Air Filter EquipmentDocument16 pagesPerformance Rating of Commercial and Industrial Air Filter EquipmentDanZel DanNo ratings yet
- Copper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDocument6 pagesCopper-Nickel-Tin Spinodal Alloy Strip: Standard Specification ForDanZel DanNo ratings yet
- ANSI - AHRI Standard 350-2008Document14 pagesANSI - AHRI Standard 350-2008DanZel DanNo ratings yet
- Porosity in Gold Coatings On Metal Substrates by Paper ElectrographyDocument5 pagesPorosity in Gold Coatings On Metal Substrates by Paper ElectrographyDanZel DanNo ratings yet
- Magnesium-Alloy Sand Castings: Standard Specification ForDocument12 pagesMagnesium-Alloy Sand Castings: Standard Specification ForDanZel DanNo ratings yet
- Taleem City Institute: Ameenpur, Faisalabad 03126987979Document22 pagesTaleem City Institute: Ameenpur, Faisalabad 03126987979AbdulRehman KhokharNo ratings yet
- Science-9 WLP Week 2Document9 pagesScience-9 WLP Week 2VERNA NGONo ratings yet
- Ch4 - Elastic Properties of SolidsDocument2 pagesCh4 - Elastic Properties of Solidsنايف محمد القباتليNo ratings yet
- ESE 2020: Prelims Exam: Test 6Document21 pagesESE 2020: Prelims Exam: Test 6Anurag SinghNo ratings yet
- Boiler Startup ProcedureDocument5 pagesBoiler Startup ProcedureBrijesh Srivastav0% (1)
- Profile ProjectorDocument6 pagesProfile ProjectorAnand Babu100% (1)
- Transport Equations: June 2002Document48 pagesTransport Equations: June 2002LIZANo ratings yet
- D 2967 - 96 - Rdi5njctotyDocument3 pagesD 2967 - 96 - Rdi5njctotyEmre DalgicNo ratings yet
- Me F213 1081Document4 pagesMe F213 1081jeevang4912No ratings yet
- CH6403Document7 pagesCH6403NikylNo ratings yet
- Operating Instruction Manual Of: Junker's Gas CalorimeterDocument5 pagesOperating Instruction Manual Of: Junker's Gas CalorimeterService MMINo ratings yet
- DPP-3 - Ques - p65 Motion Academy KinematicsDocument2 pagesDPP-3 - Ques - p65 Motion Academy KinematicsaaryaNo ratings yet
- Engineering MetallurgyDocument540 pagesEngineering MetallurgyAMEEEN123No ratings yet
- Catalytic ReactorsDocument40 pagesCatalytic ReactorsBianka MorazanNo ratings yet
- Fluidized Bed Reactor DesignDocument22 pagesFluidized Bed Reactor Designs barmanNo ratings yet
- Applications of High Strength Concrete For Highway BridgesDocument30 pagesApplications of High Strength Concrete For Highway Bridgesaji raNo ratings yet
- Study of Plain Plug Gauge: Mini ProjectDocument19 pagesStudy of Plain Plug Gauge: Mini ProjectdomiNo ratings yet
- Design & Analysis of A Cogeneration Plant Using WHRDocument5 pagesDesign & Analysis of A Cogeneration Plant Using WHRSrinivas TangellapalliNo ratings yet
- Air Cooler - DesignDocument7 pagesAir Cooler - Designkarthipetro100% (1)
- Torsional PendDocument2 pagesTorsional PendDR.P.V.Kanaka RaoNo ratings yet
- AAPM - RPT - 76 - TG61 - 40-300kV X-Ray Dosimetry in Radiotherapy and Radiobiology PDFDocument26 pagesAAPM - RPT - 76 - TG61 - 40-300kV X-Ray Dosimetry in Radiotherapy and Radiobiology PDFClaudia Morales UlloaNo ratings yet
- SDSS 2019Document1,373 pagesSDSS 2019Fangxin HU100% (1)
- Some Natural Phenomenon Physics NotesDocument9 pagesSome Natural Phenomenon Physics NotesWani Minham123No ratings yet
- Chapter 7Document36 pagesChapter 7ajayNo ratings yet
- PC VRF Systems 2Document50 pagesPC VRF Systems 2pallavNo ratings yet
- TINSLEY ZX70-90 Series Guide Datasheet V3Document7 pagesTINSLEY ZX70-90 Series Guide Datasheet V3manu mcNo ratings yet
- Compression RatiosDocument14 pagesCompression RatiosDirkMyburghNo ratings yet
- Bionanocomposite: Vikram Singh Vikash Kumar Sunil Kumar Akshay PadghanDocument14 pagesBionanocomposite: Vikram Singh Vikash Kumar Sunil Kumar Akshay PadghanVikram KulriaNo ratings yet