Download as xlsx, pdf, or txt
You might also like
- Caterpillar Master Glossary GermanDocument294 pagesCaterpillar Master Glossary GermanJean Claude Eid100% (4)
- Standard Operating Procedure: Hydrochloric AcidDocument6 pagesStandard Operating Procedure: Hydrochloric AcidJulio100% (1)
- Danone Water - 5-STAR Supplier Audit Rev 1Document11 pagesDanone Water - 5-STAR Supplier Audit Rev 1Arif Puguh NugrohoNo ratings yet
- FI Document Parking WorkflowDocument27 pagesFI Document Parking WorkflowChandra Devaki100% (1)
- Syllabus Formwork in ConstructionDocument2 pagesSyllabus Formwork in ConstructionAllan CunninghamNo ratings yet
- SEML PresentationDocument47 pagesSEML PresentationalparathiNo ratings yet
- Performance Review TemplateDocument6 pagesPerformance Review TemplateDrAnand ShankarNo ratings yet
- Clause Wise Tutorials-7.1.4 Change Control ExplanationDocument2 pagesClause Wise Tutorials-7.1.4 Change Control ExplanationBharathNo ratings yet
- Food Contact Materials Technical Guide On Paper Board Draft Text For ConsultationDocument24 pagesFood Contact Materials Technical Guide On Paper Board Draft Text For ConsultationElfi TsoumaniNo ratings yet
- Form - Scar LogDocument16 pagesForm - Scar LogVenkat BhagavatiNo ratings yet
- F-423-001 QMS Master DashboardDocument22 pagesF-423-001 QMS Master DashboardBaljeetNo ratings yet
- Job Description: Safety Corrective Action Report (Scar)Document1 pageJob Description: Safety Corrective Action Report (Scar)Subzone ThreeNo ratings yet
- Chain of Custody (PEFC ST 2002:2010)Document33 pagesChain of Custody (PEFC ST 2002:2010)PEFC InternationalNo ratings yet
- Trees Diagram System of Iso/Ts 14969: 2009Document8 pagesTrees Diagram System of Iso/Ts 14969: 2009AyuNo ratings yet
- Quality Performance of SupplierDocument1 pageQuality Performance of Suppliershobha shelarNo ratings yet
- 5s ChecklistDocument4 pages5s ChecklistkalpeshankitaNo ratings yet
- Certification and Certified Forest Products Markets: DR Ruth Nussbaum ProforestDocument17 pagesCertification and Certified Forest Products Markets: DR Ruth Nussbaum Proforesthalalisan1No ratings yet
- BRC Global Standard For Food Safety Issue 7 UK Free PDFDocument5 pagesBRC Global Standard For Food Safety Issue 7 UK Free PDFMarisa SignarNo ratings yet
- Dr. Ramakrishnan Nara V.P. Product Safety & Research Perry Johnson Registrar Food Safety Inc., (PJR, USA)Document30 pagesDr. Ramakrishnan Nara V.P. Product Safety & Research Perry Johnson Registrar Food Safety Inc., (PJR, USA)Yoga PradanaNo ratings yet
- CGMP Part 1 Annual Training TennexDocument43 pagesCGMP Part 1 Annual Training TennexawwNo ratings yet
- VMP Proses Rev.13 2018Document19 pagesVMP Proses Rev.13 2018fajarRS69No ratings yet
- GM 1927-87 Special Nonconforming Material AuditDocument6 pagesGM 1927-87 Special Nonconforming Material AuditMichael HicksNo ratings yet
- Guidance On - Auditing Climate Change Issues in ISO 9001Document10 pagesGuidance On - Auditing Climate Change Issues in ISO 9001GMNo ratings yet
- Name of Employee: Performance Evaluation FormDocument5 pagesName of Employee: Performance Evaluation FormShemu PlcNo ratings yet
- Gauge Repeatability and Reproducibility - Variable: PartsDocument2 pagesGauge Repeatability and Reproducibility - Variable: PartsmuthuselvanNo ratings yet
- Internal Qualified Auditor ListDocument1 pageInternal Qualified Auditor ListvictorNo ratings yet
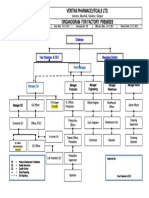
- Veritas Pharmaceuticals Ltd. Organogram For Factory PremisesDocument1 pageVeritas Pharmaceuticals Ltd. Organogram For Factory PremisesdidarNo ratings yet
- Whitepaper - Microbiological Risk AssessmentDocument9 pagesWhitepaper - Microbiological Risk AssessmentEddie Ajalcriña BocangelNo ratings yet
- 3025 44Document6 pages3025 44rambinodNo ratings yet
- Haccp Documents 1Document26 pagesHaccp Documents 1olivia domingoNo ratings yet
- Is.9585.1980-Specifications For LactometersDocument16 pagesIs.9585.1980-Specifications For LactometersStacy WilsonNo ratings yet
- Sri Vyjayanthi Labs Pvt. LTD.: Standard Operating Procedure Department: Title: Procedure For Zoning Area 1.0 PurposeDocument3 pagesSri Vyjayanthi Labs Pvt. LTD.: Standard Operating Procedure Department: Title: Procedure For Zoning Area 1.0 PurposeSRI VYJAYANTHI QANo ratings yet
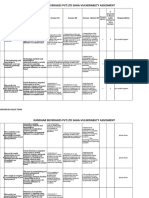
- Kandhar Beverages PVT - LTD Saha-Vulnerabilty Assesment: 1-Uncertai N, Reaso Nable Certain, 3 - Very CertainDocument15 pagesKandhar Beverages PVT - LTD Saha-Vulnerabilty Assesment: 1-Uncertai N, Reaso Nable Certain, 3 - Very CertainAnonymous Zxhseb19No ratings yet
- BRC HACCP Plan Review ChecklistDocument4 pagesBRC HACCP Plan Review ChecklistVijay KumarNo ratings yet
- GM 1927-16b Tiered Supplier Process AuditDocument5 pagesGM 1927-16b Tiered Supplier Process AuditJOHNNo ratings yet
- HLS and ISO 9001 - ISO 14001 - Key Changes and Transition (September 2015) - tcm8-12652Document18 pagesHLS and ISO 9001 - ISO 14001 - Key Changes and Transition (September 2015) - tcm8-12652KumaravelNo ratings yet
- Sec 04 IATF 16949 RequirementsDocument21 pagesSec 04 IATF 16949 RequirementsIsmehen TrabelsiNo ratings yet
- A3Document1 pageA3chavesierra20081 SierraNo ratings yet
- Supplier Qualification Form v2019.02.20Document2 pagesSupplier Qualification Form v2019.02.20Alfred RangelNo ratings yet
- Sa8000 DocumentationDocument10 pagesSa8000 DocumentationAnand PonmudiNo ratings yet
- BRC FormatDocument2 pagesBRC FormatAshish Gupta100% (2)
- Preventive CHK List Mig PDFDocument1 pagePreventive CHK List Mig PDFSandeep KumarNo ratings yet
- Daily Production ReportDocument1 pageDaily Production ReportKhalid SaleemNo ratings yet
- Effective Problem SolvingDocument1 pageEffective Problem Solvingmuthuswamy77No ratings yet
- 04 Format Manual UpdatedDocument83 pages04 Format Manual UpdatedBurhan Wagh WaghNo ratings yet
- What Is A Quality CultureDocument10 pagesWhat Is A Quality CultureHuseyn AgayevNo ratings yet
- 06-خطة الإجراءات التصحيحية-Corrective Action PlanDocument11 pages06-خطة الإجراءات التصحيحية-Corrective Action Planحسن ابو فهدNo ratings yet
- Customer Feedback FormDocument6 pagesCustomer Feedback FormSheila Marie Gil-VersozaNo ratings yet
- TCB Roadmap To Qualitiy Vol1Document380 pagesTCB Roadmap To Qualitiy Vol1danishraiNo ratings yet
- Quality Manual 2020 V5.0Document84 pagesQuality Manual 2020 V5.0KKSAT100% (1)
- PFMEA Ranking Table Rating Criteria Action GuidelineDocument10 pagesPFMEA Ranking Table Rating Criteria Action GuidelineEnrico Miguel AquinoNo ratings yet
- GAP-GHP Audit Verification Program Policies and Procedures - 0Document170 pagesGAP-GHP Audit Verification Program Policies and Procedures - 0Sofianisa RozdiandaNo ratings yet
- Jenis Training: Training Need Quality Assurance Department 2016Document2 pagesJenis Training: Training Need Quality Assurance Department 2016phujieNo ratings yet
- Batch Manufacturing Review: Sr. No. Check Points Reference Documents Step 1: Introduction of New Product (BMR Review)Document15 pagesBatch Manufacturing Review: Sr. No. Check Points Reference Documents Step 1: Introduction of New Product (BMR Review)MICRONo ratings yet
- COPQ Details August 2021 Plant LevelDocument55 pagesCOPQ Details August 2021 Plant Levelshobha shelarNo ratings yet
- Knowledge About SPC Tools (Statical Process Control)Document6 pagesKnowledge About SPC Tools (Statical Process Control)VarunNo ratings yet
- QMS-F-PCMR - Pest Control Monitoring RecordDocument4 pagesQMS-F-PCMR - Pest Control Monitoring RecordRajkumar PrajapatiNo ratings yet
- Amla MSDSDocument4 pagesAmla MSDSarvind kaushikNo ratings yet
- Good Distribution Practices A Complete Guide - 2021 EditionFrom EverandGood Distribution Practices A Complete Guide - 2021 EditionNo ratings yet
- Good Distribution Practice A Complete Guide - 2020 EditionFrom EverandGood Distribution Practice A Complete Guide - 2020 EditionNo ratings yet
- Timing Plan - UM SoftwareDocument1 pageTiming Plan - UM SoftwaredysonNo ratings yet
- Time Plan - LAT Current TesterDocument1 pageTime Plan - LAT Current TesterdysonNo ratings yet
- Similar MatrixDocument11 pagesSimilar MatrixdysonNo ratings yet
- Content Expectations: Quick Response PDCA Assignment / Breakdown Factor Tree Analysis 5 Why Analysis PDCADocument31 pagesContent Expectations: Quick Response PDCA Assignment / Breakdown Factor Tree Analysis 5 Why Analysis PDCAdysonNo ratings yet
- Orgatag SOP Display System CatalogueDocument8 pagesOrgatag SOP Display System CataloguedysonNo ratings yet
- Morning Meeting AgendaDocument1 pageMorning Meeting AgendadysonNo ratings yet
- BookDocument1 pageBookdysonNo ratings yet
- Venkateswaraa Insulation Achieve 100Ppm / SQ Mark - Check ListDocument14 pagesVenkateswaraa Insulation Achieve 100Ppm / SQ Mark - Check ListdysonNo ratings yet
- TS 16949 ASQ PresentationDocument46 pagesTS 16949 ASQ Presentationdyson100% (1)
- NW CaDocument1 pageNW CadysonNo ratings yet
- Relatorio Control (Dez)Document1 pageRelatorio Control (Dez)dysonNo ratings yet
- Paint Peel Off TestDocument1 pagePaint Peel Off TestdysonNo ratings yet
- Vendor Name Components Q IssuesDocument11 pagesVendor Name Components Q IssuesdysonNo ratings yet
- Mathematics of Air Filtration - NAFA 2010Document35 pagesMathematics of Air Filtration - NAFA 2010dysonNo ratings yet
- System Press Welding - Audit Check Sheet - 08062019Document23 pagesSystem Press Welding - Audit Check Sheet - 08062019dysonNo ratings yet
- VDA QA Activity StatusDocument13 pagesVDA QA Activity StatusdysonNo ratings yet
- 2V0 21 PDFDocument24 pages2V0 21 PDFMoe KaungkinNo ratings yet
- Intel L515 - User - GuLidar1Document22 pagesIntel L515 - User - GuLidar1Rich ManNo ratings yet
- S2610Document7 pagesS2610Randistya FahmyNo ratings yet
- KDE - Direct Plug-In MethodDocument5 pagesKDE - Direct Plug-In MethodNumXL ProNo ratings yet
- Political Obligation ProjectDocument23 pagesPolitical Obligation ProjectRadheyNo ratings yet
- Chapter - III Financial System and Non-Banking Financial Companies - The Structure and Status ProfileDocument55 pagesChapter - III Financial System and Non-Banking Financial Companies - The Structure and Status Profilechirag10pnNo ratings yet
- Agent MonitorinDocument42 pagesAgent MonitorinSANDEEP BABUNo ratings yet
- Ft. Grund 5400hsDocument5 pagesFt. Grund 5400hstamasraduNo ratings yet
- A Review of Methods For Burstleakage Detection andDocument13 pagesA Review of Methods For Burstleakage Detection andalaaagala248No ratings yet
- CM6805Document16 pagesCM6805mtomescu0% (1)
- IS Code 6Document7 pagesIS Code 6Varun DwivediNo ratings yet
- Mentoring Toolkit-WebsiteDocument16 pagesMentoring Toolkit-Websiteapi-304529997No ratings yet
- Cov-Module 2-Incorporation and OrganizationDocument9 pagesCov-Module 2-Incorporation and OrganizationJeric Lagyaban AstrologioNo ratings yet
- Normal 5f5fc792e6de4Document66 pagesNormal 5f5fc792e6de4AbdulmalekNo ratings yet
- MIME3450 Lab2 IdealGas CycleDocument9 pagesMIME3450 Lab2 IdealGas CycleshafahatNo ratings yet
- Assignment 2Document2 pagesAssignment 2Aqsha NaufaldyNo ratings yet
- 1 Introduction To PCDDocument29 pages1 Introduction To PCDJeremiah VillanuevaNo ratings yet
- Claw HammerDocument15 pagesClaw HammerkhalifawhanNo ratings yet
- Multitask Learning and Benchmarking With Clinical Time Series DataDocument18 pagesMultitask Learning and Benchmarking With Clinical Time Series DataJiancheng ZhangNo ratings yet
- SAPM: Book BuildingDocument16 pagesSAPM: Book BuildingsivaaganNo ratings yet
- BB803327, Chang Sung Sin, Eric BB801984, Wen Jing Lan, Chamu BB801396, Lei I San, Susan BB804960, Chan Pou Sam, Sam HC012111, Di Yue, SelinaDocument35 pagesBB803327, Chang Sung Sin, Eric BB801984, Wen Jing Lan, Chamu BB801396, Lei I San, Susan BB804960, Chan Pou Sam, Sam HC012111, Di Yue, Selinatwo doubleNo ratings yet
- Akmani Boutique HotelDocument3 pagesAkmani Boutique HotelPutri AzharikaNo ratings yet
- FirmUpSWL3300 APDocument3 pagesFirmUpSWL3300 APDraon Linux LinuxNo ratings yet
- EN 1090 White Paper tcm17-119019Document24 pagesEN 1090 White Paper tcm17-119019Gerard BorstNo ratings yet
- Salinity TestingDocument6 pagesSalinity TestingAAKASHNo ratings yet
- Patanjali - Full and Final ReportDocument43 pagesPatanjali - Full and Final ReportVandana RawatNo ratings yet
- How To Develop An It StrategyDocument2 pagesHow To Develop An It StrategyjrmutengeraNo ratings yet