
Automation in BLASTING New
Automation in BLASTING New
You might also like
- How To Install AspenDocument2 pagesHow To Install AspenKhawaja Rehan Ahmed67% (6)
- cm04 09Document13 pagescm04 09Musharaf ShahNo ratings yet
- University of Aberdeen - 15 - 5) Leak Sealing Technologies For The Oil & Gas IndustryDocument4 pagesUniversity of Aberdeen - 15 - 5) Leak Sealing Technologies For The Oil & Gas IndustryAnonymous IUFzAW9wHGNo ratings yet
- Pipeline DryingDocument27 pagesPipeline Dryingsiddiquiee7467% (3)
- LNG Storage Tanks - Advancements in Weld Inspections PDFDocument3 pagesLNG Storage Tanks - Advancements in Weld Inspections PDFjperdigon9634No ratings yet
- 1 of 8 2004G Volume 1 - Design Sofware For Electronic DelaysDocument8 pages1 of 8 2004G Volume 1 - Design Sofware For Electronic DelaysBequer Inocente Ochoa0% (1)
- NDT Tools For Life Assessment of High Temperature Pressure ComponentsDocument12 pagesNDT Tools For Life Assessment of High Temperature Pressure ComponentsIVANA MERIMTA ROHINo ratings yet
- Tu 2 7 4 PDFDocument11 pagesTu 2 7 4 PDFIvanUribeNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- LWD-3 Year PerspectiveDocument54 pagesLWD-3 Year PerspectiveJeevan BabuNo ratings yet
- Blastcad - Noranda's Three-Dimensional Underground Blast DesignDocument7 pagesBlastcad - Noranda's Three-Dimensional Underground Blast Designsuigeneris11No ratings yet
- Planning and Building The First Ultimate Trough Collector Field in The Kingdom of Saudi ArabiaDocument9 pagesPlanning and Building The First Ultimate Trough Collector Field in The Kingdom of Saudi ArabiaElias JamhourNo ratings yet
- Glenn Kiernan Caernarfon Award 2011Document33 pagesGlenn Kiernan Caernarfon Award 2011Yan Romulo Ribeiro OliveiraNo ratings yet
- Landmark Small Tutorial PDFDocument5 pagesLandmark Small Tutorial PDFciucalata88100% (1)
- Porosity Measurements and Analysis For Metal Additive Manufacturing Process ControlDocument35 pagesPorosity Measurements and Analysis For Metal Additive Manufacturing Process ControlĐặng HuyNo ratings yet
- Ballistic Penetration of Steel Plates - Borvik Et AlDocument9 pagesBallistic Penetration of Steel Plates - Borvik Et AlJoydeep DeNo ratings yet
- 000 662 001 081 PDFDocument10 pages000 662 001 081 PDFRobert Carlos Navarro CastilloNo ratings yet
- Noise Pollution Status in A Metal Melting IndustryDocument6 pagesNoise Pollution Status in A Metal Melting IndustryArdillahNo ratings yet
- Validation of PHAST Dispersion ModelDocument6 pagesValidation of PHAST Dispersion ModelAshwini NikamNo ratings yet
- Using Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputDocument7 pagesUsing Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputCampos Painemilla PamelaNo ratings yet
- AD-P004 727 Design Guide For Damping of Aerospace StructuresDocument11 pagesAD-P004 727 Design Guide For Damping of Aerospace StructuresrobNo ratings yet
- Jan4 DirectionalDocument2 pagesJan4 DirectionalAkshay MakhareNo ratings yet
- Best Bench Blasting PracticesDocument9 pagesBest Bench Blasting PracticesDiego Durán MolinaNo ratings yet
- ISEE 201999 Cyprus SierritaDocument14 pagesISEE 201999 Cyprus SierritaGer Man Exe QuielNo ratings yet
- Design and Evaluation of Perforation Performance Using Dynamic Under Balance: North Sea Case HistoriesDocument10 pagesDesign and Evaluation of Perforation Performance Using Dynamic Under Balance: North Sea Case HistoriesJoseAngelVillarViñolesNo ratings yet
- Spe 189431 MsDocument13 pagesSpe 189431 MsXu ZhaohuiNo ratings yet
- QRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing PlantsDocument6 pagesQRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing Plantsant29539432No ratings yet
- Holographic and Shearographic NDT Application in Aerospace ManufacturingDocument5 pagesHolographic and Shearographic NDT Application in Aerospace ManufacturingPDDELUCANo ratings yet
- 2010 Monitoring Research Review: Ground-Based Nuclear Explosion Monitoring TechnologiesDocument11 pages2010 Monitoring Research Review: Ground-Based Nuclear Explosion Monitoring TechnologiesgokonkNo ratings yet
- Paper InspectingSeamlessPipeWeldsofVariableWallThic PDFDocument14 pagesPaper InspectingSeamlessPipeWeldsofVariableWallThic PDFbrocolinoNo ratings yet
- Large Scale, Multi-Row Blasting Design in Surface Mines: July 2015Document15 pagesLarge Scale, Multi-Row Blasting Design in Surface Mines: July 2015ravimutyamNo ratings yet
- Reducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing ZonesDocument6 pagesReducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing Zonescorrosion cisNo ratings yet
- EnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastingDocument6 pagesEnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastinggnpanagiotouNo ratings yet
- Engineering Fracture Mechanics: T. Ghidini, C. Dalle DonneDocument15 pagesEngineering Fracture Mechanics: T. Ghidini, C. Dalle DonnemnoghabiNo ratings yet
- MetalsDocument14 pagesMetalshameedNo ratings yet
- AE For Buried LPG TanksDocument8 pagesAE For Buried LPG TanksSaif EldinNo ratings yet
- A Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsDocument6 pagesA Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsLsa AlhaNo ratings yet
- PredictionOfSandErosionInProcess tcm60-8476Document13 pagesPredictionOfSandErosionInProcess tcm60-8476Melvin Leong100% (2)
- Explosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesDocument6 pagesExplosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesAndro SiregarNo ratings yet
- Pfi ThesisDocument8 pagesPfi Thesiskararusselldurham100% (1)
- Using Copulas in Risk AnalysisDocument6 pagesUsing Copulas in Risk AnalysisghourisNo ratings yet
- MR1608 ch2 PDFDocument33 pagesMR1608 ch2 PDFMihai NicolaeNo ratings yet
- Capture of Non-Co2 GasesDocument5 pagesCapture of Non-Co2 GasesMuhammad Naufal Nazhib KhanNo ratings yet
- Optimizing Study of Some Factors That Influence The PerformanceDocument11 pagesOptimizing Study of Some Factors That Influence The PerformanceJoel OkohNo ratings yet
- Blasting Overhangs Paper by R Farnfield & B Williams March2010Document5 pagesBlasting Overhangs Paper by R Farnfield & B Williams March2010Martin MuguruzaNo ratings yet
- Amadou Coulibaly R1Document16 pagesAmadou Coulibaly R1dolosayeb3No ratings yet
- Automated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed ProceduresDocument11 pagesAutomated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed Procedurestakis1980No ratings yet
- BrinoPeilaetal.2015-Prediction Performance Cutter Wear Rock TBMDocument19 pagesBrinoPeilaetal.2015-Prediction Performance Cutter Wear Rock TBMGeopatarecaNo ratings yet
- A Fragmentation Model For Underground Production Blasting /: January 2005Document25 pagesA Fragmentation Model For Underground Production Blasting /: January 2005Vassilis PentheroudakisNo ratings yet
- Applications of Nanotechnology in Aerospace: Leonard L. Yowell and Padraig G. MoloneyDocument20 pagesApplications of Nanotechnology in Aerospace: Leonard L. Yowell and Padraig G. MoloneyAkshay chavanNo ratings yet
- Electronic Blasting & Blast Management - Past, Present & FutureDocument9 pagesElectronic Blasting & Blast Management - Past, Present & FutureMoh Rangga Eko TrisnaNo ratings yet
- Design and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01Document8 pagesDesign and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01emre ozdemirNo ratings yet
- 1997 Bruschini LandmineDetTechSurvey ProcSusDem97Document10 pages1997 Bruschini LandmineDetTechSurvey ProcSusDem97LynnerupNo ratings yet
- IOPConfSer MaterSciEng406 (2018) 012013Document11 pagesIOPConfSer MaterSciEng406 (2018) 012013Paulo UtargNo ratings yet
- Knot Kova 2005Document16 pagesKnot Kova 2005Oscar Santos EstofaneroNo ratings yet
- Wrinkle Measurement Comparing Ultrasonic Techniques Accepted ManuscriptDocument29 pagesWrinkle Measurement Comparing Ultrasonic Techniques Accepted ManuscriptAlexandru AlexNo ratings yet
- Attachment 0 PDFDocument42 pagesAttachment 0 PDFrajagouthamNo ratings yet
- CFD Analysis of Flow Through Muffler To Select Optimum Muffler Model For Ci EngineDocument8 pagesCFD Analysis of Flow Through Muffler To Select Optimum Muffler Model For Ci EngineAnonymous Clyy9NNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Term@ Basic of MiningDocument3 pagesTerm@ Basic of MiningRahul kumarNo ratings yet
- Term@ Basic of MiningDocument3 pagesTerm@ Basic of MiningRahul kumarNo ratings yet
- Department of Mathematics NIT-Raipur Term Projects/Papers B. Tech. 3 Semester MINING Course: Mathematics-3 Max. Marks-10Document5 pagesDepartment of Mathematics NIT-Raipur Term Projects/Papers B. Tech. 3 Semester MINING Course: Mathematics-3 Max. Marks-10Rahul kumarNo ratings yet
- Unit 2: Heat Treatment of Iron and SteelsDocument24 pagesUnit 2: Heat Treatment of Iron and SteelsRahul kumarNo ratings yet
- Automated Surveying of Mines Using A Laser Rangefinder Highlighted MaterialDocument8 pagesAutomated Surveying of Mines Using A Laser Rangefinder Highlighted MaterialRahul kumarNo ratings yet
- Yuva Nikhil Reddy LonkaDocument9 pagesYuva Nikhil Reddy LonkaankulNo ratings yet
- Roles Responsibility Letter FormDocument2 pagesRoles Responsibility Letter FormAkshay ShahNo ratings yet
- X ViberDocument4 pagesX ViberRoberto SanchezNo ratings yet
- Automobile Engineering Multiple Choice Questions and Answers For Competitive Exams Automobile Engineering MCQs Set1 Preparation For GATE Exams Preparation For EngineeringDocument7 pagesAutomobile Engineering Multiple Choice Questions and Answers For Competitive Exams Automobile Engineering MCQs Set1 Preparation For GATE Exams Preparation For Engineeringtsreem980% (5)
- Pier 5Document3 pagesPier 5Want ONo ratings yet
- Resume PDFDocument3 pagesResume PDFThantoe AungNo ratings yet
- Free Lab Friday - Part 6 Implementing IP Addressing SchemesDocument3 pagesFree Lab Friday - Part 6 Implementing IP Addressing SchemeshoadiNo ratings yet
- Productivity Without Boundaries.: Dell Ultrasharp 27 4K Monitor - U2718QDocument4 pagesProductivity Without Boundaries.: Dell Ultrasharp 27 4K Monitor - U2718QLuke MarcusNo ratings yet
- Case 5 2020 PDFDocument2 pagesCase 5 2020 PDFAhmadNo ratings yet
- Low RF-Complexity Technologies To Enable Millimeter-Wave MIMO With Large Antenna Array For 5G Wireless CommunicationsDocument7 pagesLow RF-Complexity Technologies To Enable Millimeter-Wave MIMO With Large Antenna Array For 5G Wireless CommunicationsAhmet Sacit SümerNo ratings yet
- Is Three Solutions in One - LucideaDocument5 pagesIs Three Solutions in One - Lucideafahmi1987No ratings yet
- VFDDocument20 pagesVFDHarsh Tiwari100% (1)
- Cost Control TemplateDocument53 pagesCost Control Templateyusrizal100% (3)
- ME2-O2-Ф20 Electrochemical Oxygen Sensor: ManualDocument4 pagesME2-O2-Ф20 Electrochemical Oxygen Sensor: ManualJhonathanNo ratings yet
- 1229 OAFDevGuide PDFDocument1,057 pages1229 OAFDevGuide PDFabhaya KumarNo ratings yet
- Project On An Overview of An Automated and Manual Organization (Mithaiwala and Submitted ToDocument18 pagesProject On An Overview of An Automated and Manual Organization (Mithaiwala and Submitted ToTahmidur kaderyNo ratings yet
- Analyzing Packet Captures Obtained From A ProxySGDocument4 pagesAnalyzing Packet Captures Obtained From A ProxySGGsk SkNo ratings yet
- ID-1000 User's Manual v2.02Document16 pagesID-1000 User's Manual v2.02Ashish KambojNo ratings yet
- 8255 Interface NotesDocument18 pages8255 Interface Notesatik al mustahidNo ratings yet
- Mp482 Product Development and Design (Careeryuga)Document2 pagesMp482 Product Development and Design (Careeryuga)Subahani HaneefaNo ratings yet
- A Study On Analysis of Auto Parts Manufacturing CompaniesDocument9 pagesA Study On Analysis of Auto Parts Manufacturing CompaniesShapnam Marziya MNo ratings yet
- DFM S7 Operation Manual V 1.0Document80 pagesDFM S7 Operation Manual V 1.0Brion Bara IndonesiaNo ratings yet
- VISUCAM Fundus Imaging EN 31 022 0024II-US 31 022 0024IIDocument4 pagesVISUCAM Fundus Imaging EN 31 022 0024II-US 31 022 0024IIJuan GomezNo ratings yet
- PTL01 TowerDocument43 pagesPTL01 TowerAditya WidhiNo ratings yet
- Security of Online Reputation Systems Evolution of Attacks and DefensesDocument20 pagesSecurity of Online Reputation Systems Evolution of Attacks and DefensesGianalessio Ridolfi PacificiNo ratings yet
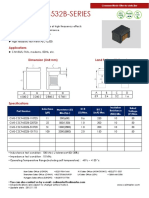
- CSCF4532BDocument1 pageCSCF4532BSeokjin KongNo ratings yet
- Project NameDocument20 pagesProject NameAlice WongNo ratings yet
- 40 Ton Capacity COMPONENTS AND ADDITIONAL FEATURES DATADocument1 page40 Ton Capacity COMPONENTS AND ADDITIONAL FEATURES DATARajveer SinghNo ratings yet
- User Defined Functions in FluentDocument5 pagesUser Defined Functions in FluentUtkarsh MahulikarNo ratings yet





























































































Download as docx, pdf, or txt
You might also like
- How To Install AspenDocument2 pagesHow To Install AspenKhawaja Rehan Ahmed67% (6)
- cm04 09Document13 pagescm04 09Musharaf ShahNo ratings yet
- University of Aberdeen - 15 - 5) Leak Sealing Technologies For The Oil & Gas IndustryDocument4 pagesUniversity of Aberdeen - 15 - 5) Leak Sealing Technologies For The Oil & Gas IndustryAnonymous IUFzAW9wHGNo ratings yet
- Pipeline DryingDocument27 pagesPipeline Dryingsiddiquiee7467% (3)
- LNG Storage Tanks - Advancements in Weld Inspections PDFDocument3 pagesLNG Storage Tanks - Advancements in Weld Inspections PDFjperdigon9634No ratings yet
- 1 of 8 2004G Volume 1 - Design Sofware For Electronic DelaysDocument8 pages1 of 8 2004G Volume 1 - Design Sofware For Electronic DelaysBequer Inocente Ochoa0% (1)
- NDT Tools For Life Assessment of High Temperature Pressure ComponentsDocument12 pagesNDT Tools For Life Assessment of High Temperature Pressure ComponentsIVANA MERIMTA ROHINo ratings yet
- Tu 2 7 4 PDFDocument11 pagesTu 2 7 4 PDFIvanUribeNo ratings yet
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsFrom EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNo ratings yet
- LWD-3 Year PerspectiveDocument54 pagesLWD-3 Year PerspectiveJeevan BabuNo ratings yet
- Blastcad - Noranda's Three-Dimensional Underground Blast DesignDocument7 pagesBlastcad - Noranda's Three-Dimensional Underground Blast Designsuigeneris11No ratings yet
- Planning and Building The First Ultimate Trough Collector Field in The Kingdom of Saudi ArabiaDocument9 pagesPlanning and Building The First Ultimate Trough Collector Field in The Kingdom of Saudi ArabiaElias JamhourNo ratings yet
- Glenn Kiernan Caernarfon Award 2011Document33 pagesGlenn Kiernan Caernarfon Award 2011Yan Romulo Ribeiro OliveiraNo ratings yet
- Landmark Small Tutorial PDFDocument5 pagesLandmark Small Tutorial PDFciucalata88100% (1)
- Porosity Measurements and Analysis For Metal Additive Manufacturing Process ControlDocument35 pagesPorosity Measurements and Analysis For Metal Additive Manufacturing Process ControlĐặng HuyNo ratings yet
- Ballistic Penetration of Steel Plates - Borvik Et AlDocument9 pagesBallistic Penetration of Steel Plates - Borvik Et AlJoydeep DeNo ratings yet
- 000 662 001 081 PDFDocument10 pages000 662 001 081 PDFRobert Carlos Navarro CastilloNo ratings yet
- Noise Pollution Status in A Metal Melting IndustryDocument6 pagesNoise Pollution Status in A Metal Melting IndustryArdillahNo ratings yet
- Validation of PHAST Dispersion ModelDocument6 pagesValidation of PHAST Dispersion ModelAshwini NikamNo ratings yet
- Using Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputDocument7 pagesUsing Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputCampos Painemilla PamelaNo ratings yet
- AD-P004 727 Design Guide For Damping of Aerospace StructuresDocument11 pagesAD-P004 727 Design Guide For Damping of Aerospace StructuresrobNo ratings yet
- Jan4 DirectionalDocument2 pagesJan4 DirectionalAkshay MakhareNo ratings yet
- Best Bench Blasting PracticesDocument9 pagesBest Bench Blasting PracticesDiego Durán MolinaNo ratings yet
- ISEE 201999 Cyprus SierritaDocument14 pagesISEE 201999 Cyprus SierritaGer Man Exe QuielNo ratings yet
- Design and Evaluation of Perforation Performance Using Dynamic Under Balance: North Sea Case HistoriesDocument10 pagesDesign and Evaluation of Perforation Performance Using Dynamic Under Balance: North Sea Case HistoriesJoseAngelVillarViñolesNo ratings yet
- Spe 189431 MsDocument13 pagesSpe 189431 MsXu ZhaohuiNo ratings yet
- QRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing PlantsDocument6 pagesQRA Method For Land-Use Planning Around Onshore Natural Gas Production and Processing Plantsant29539432No ratings yet
- Holographic and Shearographic NDT Application in Aerospace ManufacturingDocument5 pagesHolographic and Shearographic NDT Application in Aerospace ManufacturingPDDELUCANo ratings yet
- 2010 Monitoring Research Review: Ground-Based Nuclear Explosion Monitoring TechnologiesDocument11 pages2010 Monitoring Research Review: Ground-Based Nuclear Explosion Monitoring TechnologiesgokonkNo ratings yet
- Paper InspectingSeamlessPipeWeldsofVariableWallThic PDFDocument14 pagesPaper InspectingSeamlessPipeWeldsofVariableWallThic PDFbrocolinoNo ratings yet
- Large Scale, Multi-Row Blasting Design in Surface Mines: July 2015Document15 pagesLarge Scale, Multi-Row Blasting Design in Surface Mines: July 2015ravimutyamNo ratings yet
- Reducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing ZonesDocument6 pagesReducing The Consequences of Accidental Fires in Oil & Gas Facilities: A Risk-Based Procedure For Identification of The Fireproofing Zonescorrosion cisNo ratings yet
- EnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastingDocument6 pagesEnviroBLASTO: A Calculator For Estimating The Environmental Impacts of Rock BlastinggnpanagiotouNo ratings yet
- Engineering Fracture Mechanics: T. Ghidini, C. Dalle DonneDocument15 pagesEngineering Fracture Mechanics: T. Ghidini, C. Dalle DonnemnoghabiNo ratings yet
- MetalsDocument14 pagesMetalshameedNo ratings yet
- AE For Buried LPG TanksDocument8 pagesAE For Buried LPG TanksSaif EldinNo ratings yet
- A Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsDocument6 pagesA Genetic Algorithm Based Plant Layout Design Methodology Considering Piping and SafetyChemical Engineering TransactionsLsa AlhaNo ratings yet
- PredictionOfSandErosionInProcess tcm60-8476Document13 pagesPredictionOfSandErosionInProcess tcm60-8476Melvin Leong100% (2)
- Explosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesDocument6 pagesExplosion Risk Analysis ERA' For FLNG Facilities: The Main ChallengesAndro SiregarNo ratings yet
- Pfi ThesisDocument8 pagesPfi Thesiskararusselldurham100% (1)
- Using Copulas in Risk AnalysisDocument6 pagesUsing Copulas in Risk AnalysisghourisNo ratings yet
- MR1608 ch2 PDFDocument33 pagesMR1608 ch2 PDFMihai NicolaeNo ratings yet
- Capture of Non-Co2 GasesDocument5 pagesCapture of Non-Co2 GasesMuhammad Naufal Nazhib KhanNo ratings yet
- Optimizing Study of Some Factors That Influence The PerformanceDocument11 pagesOptimizing Study of Some Factors That Influence The PerformanceJoel OkohNo ratings yet
- Blasting Overhangs Paper by R Farnfield & B Williams March2010Document5 pagesBlasting Overhangs Paper by R Farnfield & B Williams March2010Martin MuguruzaNo ratings yet
- Amadou Coulibaly R1Document16 pagesAmadou Coulibaly R1dolosayeb3No ratings yet
- Automated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed ProceduresDocument11 pagesAutomated Transient Thermography For The Inspection of CFRP Structures: Experimental Results and Developed Procedurestakis1980No ratings yet
- BrinoPeilaetal.2015-Prediction Performance Cutter Wear Rock TBMDocument19 pagesBrinoPeilaetal.2015-Prediction Performance Cutter Wear Rock TBMGeopatarecaNo ratings yet
- A Fragmentation Model For Underground Production Blasting /: January 2005Document25 pagesA Fragmentation Model For Underground Production Blasting /: January 2005Vassilis PentheroudakisNo ratings yet
- Applications of Nanotechnology in Aerospace: Leonard L. Yowell and Padraig G. MoloneyDocument20 pagesApplications of Nanotechnology in Aerospace: Leonard L. Yowell and Padraig G. MoloneyAkshay chavanNo ratings yet
- Electronic Blasting & Blast Management - Past, Present & FutureDocument9 pagesElectronic Blasting & Blast Management - Past, Present & FutureMoh Rangga Eko TrisnaNo ratings yet
- Design and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01Document8 pagesDesign and Simulation of The Acoustics of A Vent Silencer For The Natural Gas Transportation Pipeline 5efad8b0e6b01emre ozdemirNo ratings yet
- 1997 Bruschini LandmineDetTechSurvey ProcSusDem97Document10 pages1997 Bruschini LandmineDetTechSurvey ProcSusDem97LynnerupNo ratings yet
- IOPConfSer MaterSciEng406 (2018) 012013Document11 pagesIOPConfSer MaterSciEng406 (2018) 012013Paulo UtargNo ratings yet
- Knot Kova 2005Document16 pagesKnot Kova 2005Oscar Santos EstofaneroNo ratings yet
- Wrinkle Measurement Comparing Ultrasonic Techniques Accepted ManuscriptDocument29 pagesWrinkle Measurement Comparing Ultrasonic Techniques Accepted ManuscriptAlexandru AlexNo ratings yet
- Attachment 0 PDFDocument42 pagesAttachment 0 PDFrajagouthamNo ratings yet
- CFD Analysis of Flow Through Muffler To Select Optimum Muffler Model For Ci EngineDocument8 pagesCFD Analysis of Flow Through Muffler To Select Optimum Muffler Model For Ci EngineAnonymous Clyy9NNo ratings yet
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Term@ Basic of MiningDocument3 pagesTerm@ Basic of MiningRahul kumarNo ratings yet
- Term@ Basic of MiningDocument3 pagesTerm@ Basic of MiningRahul kumarNo ratings yet
- Department of Mathematics NIT-Raipur Term Projects/Papers B. Tech. 3 Semester MINING Course: Mathematics-3 Max. Marks-10Document5 pagesDepartment of Mathematics NIT-Raipur Term Projects/Papers B. Tech. 3 Semester MINING Course: Mathematics-3 Max. Marks-10Rahul kumarNo ratings yet
- Unit 2: Heat Treatment of Iron and SteelsDocument24 pagesUnit 2: Heat Treatment of Iron and SteelsRahul kumarNo ratings yet
- Automated Surveying of Mines Using A Laser Rangefinder Highlighted MaterialDocument8 pagesAutomated Surveying of Mines Using A Laser Rangefinder Highlighted MaterialRahul kumarNo ratings yet
- Yuva Nikhil Reddy LonkaDocument9 pagesYuva Nikhil Reddy LonkaankulNo ratings yet
- Roles Responsibility Letter FormDocument2 pagesRoles Responsibility Letter FormAkshay ShahNo ratings yet
- X ViberDocument4 pagesX ViberRoberto SanchezNo ratings yet
- Automobile Engineering Multiple Choice Questions and Answers For Competitive Exams Automobile Engineering MCQs Set1 Preparation For GATE Exams Preparation For EngineeringDocument7 pagesAutomobile Engineering Multiple Choice Questions and Answers For Competitive Exams Automobile Engineering MCQs Set1 Preparation For GATE Exams Preparation For Engineeringtsreem980% (5)
- Pier 5Document3 pagesPier 5Want ONo ratings yet
- Resume PDFDocument3 pagesResume PDFThantoe AungNo ratings yet
- Free Lab Friday - Part 6 Implementing IP Addressing SchemesDocument3 pagesFree Lab Friday - Part 6 Implementing IP Addressing SchemeshoadiNo ratings yet
- Productivity Without Boundaries.: Dell Ultrasharp 27 4K Monitor - U2718QDocument4 pagesProductivity Without Boundaries.: Dell Ultrasharp 27 4K Monitor - U2718QLuke MarcusNo ratings yet
- Case 5 2020 PDFDocument2 pagesCase 5 2020 PDFAhmadNo ratings yet
- Low RF-Complexity Technologies To Enable Millimeter-Wave MIMO With Large Antenna Array For 5G Wireless CommunicationsDocument7 pagesLow RF-Complexity Technologies To Enable Millimeter-Wave MIMO With Large Antenna Array For 5G Wireless CommunicationsAhmet Sacit SümerNo ratings yet
- Is Three Solutions in One - LucideaDocument5 pagesIs Three Solutions in One - Lucideafahmi1987No ratings yet
- VFDDocument20 pagesVFDHarsh Tiwari100% (1)
- Cost Control TemplateDocument53 pagesCost Control Templateyusrizal100% (3)
- ME2-O2-Ф20 Electrochemical Oxygen Sensor: ManualDocument4 pagesME2-O2-Ф20 Electrochemical Oxygen Sensor: ManualJhonathanNo ratings yet
- 1229 OAFDevGuide PDFDocument1,057 pages1229 OAFDevGuide PDFabhaya KumarNo ratings yet
- Project On An Overview of An Automated and Manual Organization (Mithaiwala and Submitted ToDocument18 pagesProject On An Overview of An Automated and Manual Organization (Mithaiwala and Submitted ToTahmidur kaderyNo ratings yet
- Analyzing Packet Captures Obtained From A ProxySGDocument4 pagesAnalyzing Packet Captures Obtained From A ProxySGGsk SkNo ratings yet
- ID-1000 User's Manual v2.02Document16 pagesID-1000 User's Manual v2.02Ashish KambojNo ratings yet
- 8255 Interface NotesDocument18 pages8255 Interface Notesatik al mustahidNo ratings yet
- Mp482 Product Development and Design (Careeryuga)Document2 pagesMp482 Product Development and Design (Careeryuga)Subahani HaneefaNo ratings yet
- A Study On Analysis of Auto Parts Manufacturing CompaniesDocument9 pagesA Study On Analysis of Auto Parts Manufacturing CompaniesShapnam Marziya MNo ratings yet
- DFM S7 Operation Manual V 1.0Document80 pagesDFM S7 Operation Manual V 1.0Brion Bara IndonesiaNo ratings yet
- VISUCAM Fundus Imaging EN 31 022 0024II-US 31 022 0024IIDocument4 pagesVISUCAM Fundus Imaging EN 31 022 0024II-US 31 022 0024IIJuan GomezNo ratings yet
- PTL01 TowerDocument43 pagesPTL01 TowerAditya WidhiNo ratings yet
- Security of Online Reputation Systems Evolution of Attacks and DefensesDocument20 pagesSecurity of Online Reputation Systems Evolution of Attacks and DefensesGianalessio Ridolfi PacificiNo ratings yet
- CSCF4532BDocument1 pageCSCF4532BSeokjin KongNo ratings yet
- Project NameDocument20 pagesProject NameAlice WongNo ratings yet
- 40 Ton Capacity COMPONENTS AND ADDITIONAL FEATURES DATADocument1 page40 Ton Capacity COMPONENTS AND ADDITIONAL FEATURES DATARajveer SinghNo ratings yet
- User Defined Functions in FluentDocument5 pagesUser Defined Functions in FluentUtkarsh MahulikarNo ratings yet