Download as docx, pdf, or txt
You might also like
- Build Up RateDocument56 pagesBuild Up Ratefiola omowale100% (4)
- Pressure Die CastingDocument62 pagesPressure Die CastingChetan Nehete100% (2)
- Conventional CastingDocument7 pagesConventional CastingEmyl SantosNo ratings yet
- Move in / Move Out Inspection ReportDocument3 pagesMove in / Move Out Inspection ReportThi NgoNo ratings yet
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDocument23 pages4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesriysallNo ratings yet
- Dr. Babasaheb Ambedkar Technological University, LonereDocument36 pagesDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNo ratings yet
- Pressure Die CastingDocument62 pagesPressure Die CastingARUNSFRH83% (6)
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Document21 pagesReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- Casting 1Document26 pagesCasting 1Lal KishanNo ratings yet
- Die Casting: From Wikipedia, The Free EncyclopediaDocument6 pagesDie Casting: From Wikipedia, The Free EncyclopediagodseNo ratings yet
- 1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IDocument8 pages1.6.1 Die Casting (Pressure Die Casting) : Module-I of Manufacturing Science-IChinmay Das100% (2)
- BCMEDocument35 pagesBCMErupanandaNo ratings yet
- Casting Its TypesDocument84 pagesCasting Its Typesanmanjunath086No ratings yet
- Sess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Document7 pagesSess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Prakash RagupathyNo ratings yet
- BCM 2Document34 pagesBCM 2rupanandaNo ratings yet
- Die CastingDocument8 pagesDie CastingVishwath RamNo ratings yet
- Termapaper-Design and ManufacturingDocument12 pagesTermapaper-Design and ManufacturingOmkar Kumar JhaNo ratings yet
- ME - 32021 Chapter (3) Hard Mold Casting ProcessesDocument26 pagesME - 32021 Chapter (3) Hard Mold Casting ProcessesWILYNo ratings yet
- Die Casting: Mechanical Manufacturing - IIDocument39 pagesDie Casting: Mechanical Manufacturing - IIAdnan Javed100% (1)
- Al Die CastingDocument11 pagesAl Die CastingMallesh Munje100% (1)
- Die Casting - Wikipedia, The Free EncyclopediaDocument10 pagesDie Casting - Wikipedia, The Free EncyclopediaSantanu MondalNo ratings yet
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final YearpratibhaNo ratings yet
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Interview QuestionDocument22 pagesInterview QuestionsugeshNo ratings yet
- Castingitstypes 140222031231 Phpapp02Document85 pagesCastingitstypes 140222031231 Phpapp02Harmain Ahmed CMNo ratings yet
- Die Casting - WikipediaDocument11 pagesDie Casting - WikipediaKyaw Bhone WinNo ratings yet
- Pressure Die PPT InPDFDocument84 pagesPressure Die PPT InPDFSree RamichettyNo ratings yet
- Metal Mould-Casting Processes: Unit Iv Moulding ProcessesDocument26 pagesMetal Mould-Casting Processes: Unit Iv Moulding ProcessesMr. T. Anjaneyulu Mr. T. AnjaneyuluNo ratings yet
- Equipment Design and Drawing: Project ReportDocument40 pagesEquipment Design and Drawing: Project Reportsurajagtap01No ratings yet
- Continuous Casting: Equipment and ProcessDocument8 pagesContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Long AnswerDocument3 pagesLong AnswerVarinder MouryaNo ratings yet
- Die CastingDocument3 pagesDie CastingEngr Arfan Ali DhamrahoNo ratings yet
- 2.14. Multiple-Use-Mould Casting ProcessesDocument3 pages2.14. Multiple-Use-Mould Casting Processesaman chaudharyNo ratings yet
- Special Casting ProcessesDocument31 pagesSpecial Casting Processesdarshan_rudraNo ratings yet
- Metal CastingDocument28 pagesMetal CastingAngel ChanteyNo ratings yet
- Forging Methods: 18 Gear Solutions - May 2006Document6 pagesForging Methods: 18 Gear Solutions - May 2006Santosh NarvekarNo ratings yet
- Pressure Die-CastingDocument12 pagesPressure Die-CastingAyush PandeyNo ratings yet
- Die CastingDocument11 pagesDie CastingJimmy Clavel100% (1)
- Metal CastingDocument40 pagesMetal CastingFahmi Sanji AlexanderNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- Fabrication of Automatic Spring Rolling MachineDocument45 pagesFabrication of Automatic Spring Rolling MachineANAND KRISHNANNo ratings yet
- Casting Its Types 1 (29-40) - 2Document12 pagesCasting Its Types 1 (29-40) - 2VDNo ratings yet
- CastingDocument12 pagesCastingS V Garata ReddyNo ratings yet
- Billet Casting DefectsDocument18 pagesBillet Casting DefectsMuhammad HassanNo ratings yet
- Die CastingDocument29 pagesDie CastingUmair MirzaNo ratings yet
- Die CastingDocument4 pagesDie Castingthasarathanr1993_939No ratings yet
- Casting Forging ProcessesDocument12 pagesCasting Forging ProcessesGLORIA ESTEFANI ZAVALA ESPINOZANo ratings yet
- 15ae307j - Aees - Unit 3Document41 pages15ae307j - Aees - Unit 3Aahana KhannaNo ratings yet
- Zinc High Pressure Die CastingDocument1 pageZinc High Pressure Die CastingGutierrezOmar5No ratings yet
- Forging FundamentalsDocument23 pagesForging FundamentalsJoNo ratings yet
- DV03PUB23 Study GuideDocument4 pagesDV03PUB23 Study GuidesobheysaidNo ratings yet
- Metal ForgingDocument17 pagesMetal ForgingcemekaobiNo ratings yet
- Lab Report Die CastingDocument12 pagesLab Report Die CastingaaqibaminNo ratings yet
- Steel Forging: What Is The Metal Forging Process?Document11 pagesSteel Forging: What Is The Metal Forging Process?Lobna CHEBBINo ratings yet
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDocument44 pagesReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Project On "Caster Slab Dimensional Accuracy Technique"Document16 pagesProject On "Caster Slab Dimensional Accuracy Technique"Mayur ParvaniNo ratings yet
- PP PP PP PPDocument37 pagesPP PP PP PPJagdish Kolte100% (1)
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsFrom EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsRating: 5 out of 5 stars5/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Concrete Continuous Footing Quantity Take-Off WorksheetDocument17 pagesConcrete Continuous Footing Quantity Take-Off WorksheetPoru ManNo ratings yet
- Dowsil PBT BrochureDocument2 pagesDowsil PBT BrochureAgus DwiNo ratings yet
- Union - Trade Catalogue - REDDocument127 pagesUnion - Trade Catalogue - REDOnesmas TwinomugishaNo ratings yet
- Experimental Investigation of Mechanical PropertieDocument9 pagesExperimental Investigation of Mechanical PropertieSreejith S NairNo ratings yet
- Eurostandard SubmittalDocument62 pagesEurostandard SubmittalMohammad Rashad BarakatNo ratings yet
- Feman ABC Cable EquipmentDocument51 pagesFeman ABC Cable EquipmentousseynouNo ratings yet
- Fsi Catalog Filter VesselsDocument35 pagesFsi Catalog Filter VesselsarietilangNo ratings yet
- Question 8Document31 pagesQuestion 8Ehsan KhanNo ratings yet
- Questions - Materials TestingDocument43 pagesQuestions - Materials TestingMaria Iza BelleNo ratings yet
- 349 97 PDFDocument91 pages349 97 PDFJishad NalakathNo ratings yet
- KeywordsDocument4 pagesKeywordsFly ash BricksNo ratings yet
- What Is Concrete Curing Compound?Document17 pagesWhat Is Concrete Curing Compound?SHAIK ASIMUDDIN100% (2)
- Hooks in Beams Stirrups: Column Tie Hook DetailsDocument1 pageHooks in Beams Stirrups: Column Tie Hook DetailsDesign explorer olomizanaNo ratings yet
- 15CV553 PDFDocument2 pages15CV553 PDFDeepak OraonNo ratings yet
- Opus Caementicium: Ancient AdditivesDocument5 pagesOpus Caementicium: Ancient AdditivesShah KhanNo ratings yet
- Rajeev Institute of Technology, Hassan Department of Civil EngineeringDocument4 pagesRajeev Institute of Technology, Hassan Department of Civil EngineeringSamarth NazareNo ratings yet
- Jheel Khuranja CWSN Ts ReadyDocument20 pagesJheel Khuranja CWSN Ts Readyassistant enginnerNo ratings yet
- X012 Designation Code For Power Cables PDFDocument1 pageX012 Designation Code For Power Cables PDFSunil SinghNo ratings yet
- Report 3523 M40 08 12 2019Document20 pagesReport 3523 M40 08 12 2019Imran KhanNo ratings yet
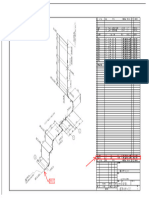
- Piping Isometric DrawingDocument1 pagePiping Isometric DrawingFlint RiderNo ratings yet
- Performance of Hair Reinforced ConcreteDocument5 pagesPerformance of Hair Reinforced Concretekumar shantveerayyaNo ratings yet
- Thread Swage NippleDocument3 pagesThread Swage NippleCREATIVE PIPING SOLUTIONS PVT. LTD.No ratings yet
- PB - PWD Specification-1963 (Specification (Chapter-1 To Appendix Xxii)Document835 pagesPB - PWD Specification-1963 (Specification (Chapter-1 To Appendix Xxii)lrk2006No ratings yet
- MET 51 3 337 340 HoltzerDocument5 pagesMET 51 3 337 340 HoltzerReshma AiwaleNo ratings yet
- PVC Self-Tapping Saddle Tees For Use On PVC Pipe: Awwa StandardDocument20 pagesPVC Self-Tapping Saddle Tees For Use On PVC Pipe: Awwa StandardEnrique R. Garcia G.No ratings yet
- Errata For ACI 318-14 1st PrintingDocument9 pagesErrata For ACI 318-14 1st PrintingKikoCanNo ratings yet
- TB-55-101 - Base Frame For Core Extraction - R1Document2 pagesTB-55-101 - Base Frame For Core Extraction - R1Anuj BhardwajNo ratings yet