
Caso COLCHERTER LATHE-PROJECT SCAMP FMS
Caso COLCHERTER LATHE-PROJECT SCAMP FMS
You might also like
- Kawasaki Bayou 300 Service Manual RepairDocument678 pagesKawasaki Bayou 300 Service Manual RepairMac Thon81% (64)
- 18848510-Kawasaki Bayou 185 Service Manual Repair 1985-1986 Klf185Document258 pages18848510-Kawasaki Bayou 185 Service Manual Repair 1985-1986 Klf185Jovial MobiusNo ratings yet
- Shuttle Flight Operations Manual Vol 12 Crew SystemsDocument777 pagesShuttle Flight Operations Manual Vol 12 Crew SystemsBob Andrepont100% (1)
- The Design and Construction of Flying Model AircraftFrom EverandThe Design and Construction of Flying Model AircraftRating: 5 out of 5 stars5/5 (2)
- Manual de Servico Kawasaki VN 800 Vulcan 1996 2004Document405 pagesManual de Servico Kawasaki VN 800 Vulcan 1996 2004Leonardo HalonNo ratings yet
- TYPE '80crown SaverDocument7 pagesTYPE '80crown SaverMohamed BadranNo ratings yet
- Ship Borne RFTracking SystemDocument11 pagesShip Borne RFTracking SystemDpt HtegnNo ratings yet
- Illustratred Spare Parts List FOR High Speed Overlock MachineDocument52 pagesIllustratred Spare Parts List FOR High Speed Overlock MachineDrchipbrNo ratings yet
- Toyota 7k Engine Repair Manual 18t16633Document10 pagesToyota 7k Engine Repair Manual 18t16633david100% (61)
- STEP Product OverviewDocument7 pagesSTEP Product OverviewTran Nguyen BaNo ratings yet
- Maintenance Manual - Sega Game Gear - August, 1992, Rev. A PDFDocument82 pagesMaintenance Manual - Sega Game Gear - August, 1992, Rev. A PDFbandkanone2No ratings yet
- SB 717Document3 pagesSB 717Yarisa VangeNo ratings yet
- LK-1910 LK-1920: Parts ListDocument42 pagesLK-1910 LK-1920: Parts ListJos BlowNo ratings yet
- UntitledDocument324 pagesUntitledMirco GhizzoniNo ratings yet
- 17952670-Download Trx250x Fourtrax 250x 91-92 Repair ManualDocument176 pages17952670-Download Trx250x Fourtrax 250x 91-92 Repair Manualarobinson7875No ratings yet
- Pegasus W522-01, - 04Document52 pagesPegasus W522-01, - 04pika.rdz900No ratings yet
- 206 TRNG ManualDocument456 pages206 TRNG ManualVS KRISHNA KUMARNo ratings yet
- Predicting Bottomhole Assembly Performance: J.S. Williamson, A. LubinskiDocument13 pagesPredicting Bottomhole Assembly Performance: J.S. Williamson, A. Lubinskifaishal hafizhNo ratings yet
- Tennecomp TP-1346-8e Automatic Loader Manual Aug1971Document12 pagesTennecomp TP-1346-8e Automatic Loader Manual Aug1971jairNo ratings yet
- Chapter 5ADocument38 pagesChapter 5Amaninder_khasria100% (2)
- Jones & Shipman Surface Grinding Machine Model 540Document24 pagesJones & Shipman Surface Grinding Machine Model 540johnjcrellinNo ratings yet
- 797f m02 Vims enDocument39 pages797f m02 Vims enEdin Raul Yalle RafaelNo ratings yet
- 3Document30 pages3Zyad KasemNo ratings yet
- Juki LK 1900Document40 pagesJuki LK 1900Anna PrzygodzkaNo ratings yet
- Vacancy 02222022Document4 pagesVacancy 02222022Melvin ManzoNo ratings yet
- A 14 Miss Rules RationaleDocument262 pagesA 14 Miss Rules RationalefernandoNo ratings yet
- The New Passat The New PassaDocument16 pagesThe New Passat The New Passaarshetty81No ratings yet
- The Dynamics of A Simple Servomechanism For Angular Position ControlDocument2 pagesThe Dynamics of A Simple Servomechanism For Angular Position ControlHaroune DjemaiouneNo ratings yet
- Research Memorandum - P/T/: Oi%-Ziw%%%m% %%:MDocument53 pagesResearch Memorandum - P/T/: Oi%-Ziw%%%m% %%:Mapi-3827338No ratings yet
- Calculator Service Bulletin No - ED3-04Document18 pagesCalculator Service Bulletin No - ED3-04mottocoNo ratings yet
- Lipro Transport Systems PSC PSB 90 PSR 2014 New WebDocument49 pagesLipro Transport Systems PSC PSB 90 PSR 2014 New Webspaced_invaderNo ratings yet
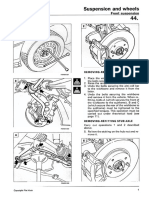
- Fiat Barchetta: Suspension and WheelsDocument17 pagesFiat Barchetta: Suspension and WheelsHallex OliveiraNo ratings yet
- NA3 AND NA4 - PARTS LISTING INDEX (p100)Document20 pagesNA3 AND NA4 - PARTS LISTING INDEX (p100)Julio BacilioNo ratings yet
- MV-40P User ManualDocument20 pagesMV-40P User ManualderrybawnNo ratings yet
- Partsbook Racing MCA-18KDocument27 pagesPartsbook Racing MCA-18KMaskusyaniNo ratings yet
- L .. Eee - .: Distribution Voltage RegulatorsDocument11 pagesL .. Eee - .: Distribution Voltage RegulatorsSirajulNo ratings yet
- Chapter-2: Problem IdentificationDocument5 pagesChapter-2: Problem Identification임광식No ratings yet
- Design and Implementation of A Semi-Automated Truck/Shovel Dispatching SystemDocument11 pagesDesign and Implementation of A Semi-Automated Truck/Shovel Dispatching SystemffNo ratings yet
- Premier Issue DewDocument64 pagesPremier Issue DewBig ZamNo ratings yet
- l701 Engine Repair ManualDocument63 pagesl701 Engine Repair Manualazman4776100% (4)
- Microscope Components For Re Ected Light ApplicationsDocument32 pagesMicroscope Components For Re Ected Light ApplicationstomichelNo ratings yet
- BSDC CCOE DRAWING FOR 2x6 KL R-1Document1 pageBSDC CCOE DRAWING FOR 2x6 KL R-1best viedosNo ratings yet
- Ada 134775Document18 pagesAda 134775vincent.guilbault7894No ratings yet
- Akmc ManualDocument8 pagesAkmc ManualKalakkan KollamNo ratings yet
- Mitsubishi PLK 1006Document36 pagesMitsubishi PLK 1006Bình ĐặngNo ratings yet
- 26brake ValveDocument26 pages26brake ValveAlexander Mugabe100% (1)
- Sinocmp Hydraulic Pump Parts Com BuscaDocument83 pagesSinocmp Hydraulic Pump Parts Com BuscaMARCO CHELINo ratings yet
- Valvuka Relevo Atm 21CDocument3 pagesValvuka Relevo Atm 21CJuan Manuel Rivera MartínezNo ratings yet
- Xpag Engine: Service Super-TuningDocument54 pagesXpag Engine: Service Super-TuningDamian RoweNo ratings yet
- Tsd4117 Rolls Royce Service ManualDocument223 pagesTsd4117 Rolls Royce Service ManualCésar100% (1)
- Sensors, Motors and Valves CatalogueDocument14 pagesSensors, Motors and Valves CatalogueMARCO CHELINo ratings yet
- How To Design Piping For Reboiling SystemsDocument7 pagesHow To Design Piping For Reboiling SystemsSalim YilmazNo ratings yet
- This Service Manual Covers The 1986-2006 Bayou 300 2x4/4x4 SeriesDocument26 pagesThis Service Manual Covers The 1986-2006 Bayou 300 2x4/4x4 SeriesTammy hornerNo ratings yet
- FC Series DataDocument2 pagesFC Series Datapecorepp.maesindoNo ratings yet
- Ramim Engineering Works LTD: Military Portable SheltersDocument2 pagesRamim Engineering Works LTD: Military Portable SheltersozgurNo ratings yet
- Utilizing NX Advanced Simulation For NASA's New Mobile Launcher For Ares-LDocument30 pagesUtilizing NX Advanced Simulation For NASA's New Mobile Launcher For Ares-LAnand RajendranNo ratings yet
- The Corvette: A Nathaniel Drinkwater NovelFrom EverandThe Corvette: A Nathaniel Drinkwater NovelRating: 4.5 out of 5 stars4.5/5 (14)
- Pentens T-250 Data SheetDocument2 pagesPentens T-250 Data Sheetamelinda jocelinNo ratings yet
- Ugiweb 913082Document128 pagesUgiweb 913082psychedelic_lullabyNo ratings yet
- 832 03051 01 Acrysol sct275 Heur Rheology Modifier TdsDocument2 pages832 03051 01 Acrysol sct275 Heur Rheology Modifier Tdsevg.himproNo ratings yet
- Theory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalDocument82 pagesTheory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalNabin MukherjeeNo ratings yet
- ASM Specialty Handbook@: Stainless SteelsDocument589 pagesASM Specialty Handbook@: Stainless SteelsWilliam CoupeNo ratings yet
- No.99.TC (FM) .26.1 Dt. 25.10.2007Document2 pagesNo.99.TC (FM) .26.1 Dt. 25.10.2007Preeti goswamiNo ratings yet
- Cavities DimensionsDocument10 pagesCavities DimensionsLuis Carlos Gomez MontoyaNo ratings yet
- TDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFDocument1 pageTDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFAndrei LazoNo ratings yet
- TDS - 01 - Ingunit P - 11 - 2021 - ENDocument2 pagesTDS - 01 - Ingunit P - 11 - 2021 - ENFilip PopordanoskiNo ratings yet
- The QueenDocument2 pagesThe QueenAhmad HusseinNo ratings yet
- Lec # 12.3 Problem Solving CNC Part Programing (Week#12)Document9 pagesLec # 12.3 Problem Solving CNC Part Programing (Week#12)SAIF KHANNo ratings yet
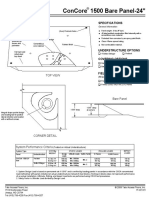
- ConCore - 1500 - Panel Data Sheet 24inDocument1 pageConCore - 1500 - Panel Data Sheet 24inDaniel SperlingNo ratings yet
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMDocument5 pagesExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriNo ratings yet
- Concrete Lec 7Document10 pagesConcrete Lec 7Owais Khan100% (1)
- Amendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationDocument2 pagesAmendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationSai Kiran PalikaNo ratings yet
- SAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)Document18 pagesSAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)dpfloresNo ratings yet
- Catalouge Installation SystemDocument70 pagesCatalouge Installation SystemArunKumar RajendranNo ratings yet
- Summer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Document26 pagesSummer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Rahul PandeyNo ratings yet
- Ameo SL PTCL 00131.02 GBL Rigid Denim Piecegoods Adults Multi Phase v67Document12 pagesAmeo SL PTCL 00131.02 GBL Rigid Denim Piecegoods Adults Multi Phase v67Hoa NguyenNo ratings yet
- TDS Worlee Sol 61aDocument2 pagesTDS Worlee Sol 61afx.patnokoNo ratings yet
- Tribology PresentationDocument21 pagesTribology PresentationHamza AslamNo ratings yet
- Nachi Bearing MaterialDocument5 pagesNachi Bearing Materialtradingview2hourlyNo ratings yet
- Interapp Food Beverage Brochure 1Document3 pagesInterapp Food Beverage Brochure 1bre brilianNo ratings yet
- Lecture 1Document5 pagesLecture 1Rajib BaruaNo ratings yet
- PD Cen TR 13445-101-2015Document98 pagesPD Cen TR 13445-101-2015Pippozzo Pipini100% (1)
- Aurora Circuits - An Advanced PCB Manufacturer in The United StatesDocument9 pagesAurora Circuits - An Advanced PCB Manufacturer in The United StatesjackNo ratings yet
- Hostacom M2 N01 PDFDocument1 pageHostacom M2 N01 PDFbetoNo ratings yet
- Dokumen - Tips - Renold Cement Bucket ElevatorDocument23 pagesDokumen - Tips - Renold Cement Bucket Elevatorpathivada venkatNo ratings yet
- Morris Garages:: MG Motor India Private Limited Is An Automobile Manufacturer in India, A SubsidiaryDocument3 pagesMorris Garages:: MG Motor India Private Limited Is An Automobile Manufacturer in India, A SubsidiaryAJAY SINGHNo ratings yet
- Sun Shield LLC Plastic Products CatalogDocument7 pagesSun Shield LLC Plastic Products CatalogSteven GarciaNo ratings yet






















































































Download as pdf or txt
You might also like
- Kawasaki Bayou 300 Service Manual RepairDocument678 pagesKawasaki Bayou 300 Service Manual RepairMac Thon81% (64)
- 18848510-Kawasaki Bayou 185 Service Manual Repair 1985-1986 Klf185Document258 pages18848510-Kawasaki Bayou 185 Service Manual Repair 1985-1986 Klf185Jovial MobiusNo ratings yet
- Shuttle Flight Operations Manual Vol 12 Crew SystemsDocument777 pagesShuttle Flight Operations Manual Vol 12 Crew SystemsBob Andrepont100% (1)
- The Design and Construction of Flying Model AircraftFrom EverandThe Design and Construction of Flying Model AircraftRating: 5 out of 5 stars5/5 (2)
- Manual de Servico Kawasaki VN 800 Vulcan 1996 2004Document405 pagesManual de Servico Kawasaki VN 800 Vulcan 1996 2004Leonardo HalonNo ratings yet
- TYPE '80crown SaverDocument7 pagesTYPE '80crown SaverMohamed BadranNo ratings yet
- Ship Borne RFTracking SystemDocument11 pagesShip Borne RFTracking SystemDpt HtegnNo ratings yet
- Illustratred Spare Parts List FOR High Speed Overlock MachineDocument52 pagesIllustratred Spare Parts List FOR High Speed Overlock MachineDrchipbrNo ratings yet
- Toyota 7k Engine Repair Manual 18t16633Document10 pagesToyota 7k Engine Repair Manual 18t16633david100% (61)
- STEP Product OverviewDocument7 pagesSTEP Product OverviewTran Nguyen BaNo ratings yet
- Maintenance Manual - Sega Game Gear - August, 1992, Rev. A PDFDocument82 pagesMaintenance Manual - Sega Game Gear - August, 1992, Rev. A PDFbandkanone2No ratings yet
- SB 717Document3 pagesSB 717Yarisa VangeNo ratings yet
- LK-1910 LK-1920: Parts ListDocument42 pagesLK-1910 LK-1920: Parts ListJos BlowNo ratings yet
- UntitledDocument324 pagesUntitledMirco GhizzoniNo ratings yet
- 17952670-Download Trx250x Fourtrax 250x 91-92 Repair ManualDocument176 pages17952670-Download Trx250x Fourtrax 250x 91-92 Repair Manualarobinson7875No ratings yet
- Pegasus W522-01, - 04Document52 pagesPegasus W522-01, - 04pika.rdz900No ratings yet
- 206 TRNG ManualDocument456 pages206 TRNG ManualVS KRISHNA KUMARNo ratings yet
- Predicting Bottomhole Assembly Performance: J.S. Williamson, A. LubinskiDocument13 pagesPredicting Bottomhole Assembly Performance: J.S. Williamson, A. Lubinskifaishal hafizhNo ratings yet
- Tennecomp TP-1346-8e Automatic Loader Manual Aug1971Document12 pagesTennecomp TP-1346-8e Automatic Loader Manual Aug1971jairNo ratings yet
- Chapter 5ADocument38 pagesChapter 5Amaninder_khasria100% (2)
- Jones & Shipman Surface Grinding Machine Model 540Document24 pagesJones & Shipman Surface Grinding Machine Model 540johnjcrellinNo ratings yet
- 797f m02 Vims enDocument39 pages797f m02 Vims enEdin Raul Yalle RafaelNo ratings yet
- 3Document30 pages3Zyad KasemNo ratings yet
- Juki LK 1900Document40 pagesJuki LK 1900Anna PrzygodzkaNo ratings yet
- Vacancy 02222022Document4 pagesVacancy 02222022Melvin ManzoNo ratings yet
- A 14 Miss Rules RationaleDocument262 pagesA 14 Miss Rules RationalefernandoNo ratings yet
- The New Passat The New PassaDocument16 pagesThe New Passat The New Passaarshetty81No ratings yet
- The Dynamics of A Simple Servomechanism For Angular Position ControlDocument2 pagesThe Dynamics of A Simple Servomechanism For Angular Position ControlHaroune DjemaiouneNo ratings yet
- Research Memorandum - P/T/: Oi%-Ziw%%%m% %%:MDocument53 pagesResearch Memorandum - P/T/: Oi%-Ziw%%%m% %%:Mapi-3827338No ratings yet
- Calculator Service Bulletin No - ED3-04Document18 pagesCalculator Service Bulletin No - ED3-04mottocoNo ratings yet
- Lipro Transport Systems PSC PSB 90 PSR 2014 New WebDocument49 pagesLipro Transport Systems PSC PSB 90 PSR 2014 New Webspaced_invaderNo ratings yet
- Fiat Barchetta: Suspension and WheelsDocument17 pagesFiat Barchetta: Suspension and WheelsHallex OliveiraNo ratings yet
- NA3 AND NA4 - PARTS LISTING INDEX (p100)Document20 pagesNA3 AND NA4 - PARTS LISTING INDEX (p100)Julio BacilioNo ratings yet
- MV-40P User ManualDocument20 pagesMV-40P User ManualderrybawnNo ratings yet
- Partsbook Racing MCA-18KDocument27 pagesPartsbook Racing MCA-18KMaskusyaniNo ratings yet
- L .. Eee - .: Distribution Voltage RegulatorsDocument11 pagesL .. Eee - .: Distribution Voltage RegulatorsSirajulNo ratings yet
- Chapter-2: Problem IdentificationDocument5 pagesChapter-2: Problem Identification임광식No ratings yet
- Design and Implementation of A Semi-Automated Truck/Shovel Dispatching SystemDocument11 pagesDesign and Implementation of A Semi-Automated Truck/Shovel Dispatching SystemffNo ratings yet
- Premier Issue DewDocument64 pagesPremier Issue DewBig ZamNo ratings yet
- l701 Engine Repair ManualDocument63 pagesl701 Engine Repair Manualazman4776100% (4)
- Microscope Components For Re Ected Light ApplicationsDocument32 pagesMicroscope Components For Re Ected Light ApplicationstomichelNo ratings yet
- BSDC CCOE DRAWING FOR 2x6 KL R-1Document1 pageBSDC CCOE DRAWING FOR 2x6 KL R-1best viedosNo ratings yet
- Ada 134775Document18 pagesAda 134775vincent.guilbault7894No ratings yet
- Akmc ManualDocument8 pagesAkmc ManualKalakkan KollamNo ratings yet
- Mitsubishi PLK 1006Document36 pagesMitsubishi PLK 1006Bình ĐặngNo ratings yet
- 26brake ValveDocument26 pages26brake ValveAlexander Mugabe100% (1)
- Sinocmp Hydraulic Pump Parts Com BuscaDocument83 pagesSinocmp Hydraulic Pump Parts Com BuscaMARCO CHELINo ratings yet
- Valvuka Relevo Atm 21CDocument3 pagesValvuka Relevo Atm 21CJuan Manuel Rivera MartínezNo ratings yet
- Xpag Engine: Service Super-TuningDocument54 pagesXpag Engine: Service Super-TuningDamian RoweNo ratings yet
- Tsd4117 Rolls Royce Service ManualDocument223 pagesTsd4117 Rolls Royce Service ManualCésar100% (1)
- Sensors, Motors and Valves CatalogueDocument14 pagesSensors, Motors and Valves CatalogueMARCO CHELINo ratings yet
- How To Design Piping For Reboiling SystemsDocument7 pagesHow To Design Piping For Reboiling SystemsSalim YilmazNo ratings yet
- This Service Manual Covers The 1986-2006 Bayou 300 2x4/4x4 SeriesDocument26 pagesThis Service Manual Covers The 1986-2006 Bayou 300 2x4/4x4 SeriesTammy hornerNo ratings yet
- FC Series DataDocument2 pagesFC Series Datapecorepp.maesindoNo ratings yet
- Ramim Engineering Works LTD: Military Portable SheltersDocument2 pagesRamim Engineering Works LTD: Military Portable SheltersozgurNo ratings yet
- Utilizing NX Advanced Simulation For NASA's New Mobile Launcher For Ares-LDocument30 pagesUtilizing NX Advanced Simulation For NASA's New Mobile Launcher For Ares-LAnand RajendranNo ratings yet
- The Corvette: A Nathaniel Drinkwater NovelFrom EverandThe Corvette: A Nathaniel Drinkwater NovelRating: 4.5 out of 5 stars4.5/5 (14)
- Pentens T-250 Data SheetDocument2 pagesPentens T-250 Data Sheetamelinda jocelinNo ratings yet
- Ugiweb 913082Document128 pagesUgiweb 913082psychedelic_lullabyNo ratings yet
- 832 03051 01 Acrysol sct275 Heur Rheology Modifier TdsDocument2 pages832 03051 01 Acrysol sct275 Heur Rheology Modifier Tdsevg.himproNo ratings yet
- Theory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalDocument82 pagesTheory of Metal Cutting For 2022 GATE ESE PSUs by S K MondalNabin MukherjeeNo ratings yet
- ASM Specialty Handbook@: Stainless SteelsDocument589 pagesASM Specialty Handbook@: Stainless SteelsWilliam CoupeNo ratings yet
- No.99.TC (FM) .26.1 Dt. 25.10.2007Document2 pagesNo.99.TC (FM) .26.1 Dt. 25.10.2007Preeti goswamiNo ratings yet
- Cavities DimensionsDocument10 pagesCavities DimensionsLuis Carlos Gomez MontoyaNo ratings yet
- TDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFDocument1 pageTDS - HYDROCARBON RESIN SK-120 - PETRORESIN SK-120 - en - 12 PDFAndrei LazoNo ratings yet
- TDS - 01 - Ingunit P - 11 - 2021 - ENDocument2 pagesTDS - 01 - Ingunit P - 11 - 2021 - ENFilip PopordanoskiNo ratings yet
- The QueenDocument2 pagesThe QueenAhmad HusseinNo ratings yet
- Lec # 12.3 Problem Solving CNC Part Programing (Week#12)Document9 pagesLec # 12.3 Problem Solving CNC Part Programing (Week#12)SAIF KHANNo ratings yet
- ConCore - 1500 - Panel Data Sheet 24inDocument1 pageConCore - 1500 - Panel Data Sheet 24inDaniel SperlingNo ratings yet
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMDocument5 pagesExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriNo ratings yet
- Concrete Lec 7Document10 pagesConcrete Lec 7Owais Khan100% (1)
- Amendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationDocument2 pagesAmendment No. 8 September 2022 TO Is 14543: 2016 Packaged Drinking Water (Other Than Packaged Natural Mineral Water) - SpecificationSai Kiran PalikaNo ratings yet
- SAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)Document18 pagesSAE J2340 (2017 03) (Categorization, Properties DentResistant, HighStrength, UltraHighStrength)dpfloresNo ratings yet
- Catalouge Installation SystemDocument70 pagesCatalouge Installation SystemArunKumar RajendranNo ratings yet
- Summer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Document26 pagesSummer Vocational Training Report: Bhilai Steel Plant, Sail ON "Mill Zone"Rahul PandeyNo ratings yet
- Ameo SL PTCL 00131.02 GBL Rigid Denim Piecegoods Adults Multi Phase v67Document12 pagesAmeo SL PTCL 00131.02 GBL Rigid Denim Piecegoods Adults Multi Phase v67Hoa NguyenNo ratings yet
- TDS Worlee Sol 61aDocument2 pagesTDS Worlee Sol 61afx.patnokoNo ratings yet
- Tribology PresentationDocument21 pagesTribology PresentationHamza AslamNo ratings yet
- Nachi Bearing MaterialDocument5 pagesNachi Bearing Materialtradingview2hourlyNo ratings yet
- Interapp Food Beverage Brochure 1Document3 pagesInterapp Food Beverage Brochure 1bre brilianNo ratings yet
- Lecture 1Document5 pagesLecture 1Rajib BaruaNo ratings yet
- PD Cen TR 13445-101-2015Document98 pagesPD Cen TR 13445-101-2015Pippozzo Pipini100% (1)
- Aurora Circuits - An Advanced PCB Manufacturer in The United StatesDocument9 pagesAurora Circuits - An Advanced PCB Manufacturer in The United StatesjackNo ratings yet
- Hostacom M2 N01 PDFDocument1 pageHostacom M2 N01 PDFbetoNo ratings yet
- Dokumen - Tips - Renold Cement Bucket ElevatorDocument23 pagesDokumen - Tips - Renold Cement Bucket Elevatorpathivada venkatNo ratings yet
- Morris Garages:: MG Motor India Private Limited Is An Automobile Manufacturer in India, A SubsidiaryDocument3 pagesMorris Garages:: MG Motor India Private Limited Is An Automobile Manufacturer in India, A SubsidiaryAJAY SINGHNo ratings yet
- Sun Shield LLC Plastic Products CatalogDocument7 pagesSun Shield LLC Plastic Products CatalogSteven GarciaNo ratings yet