Download as pdf or txt
You might also like
- ASTM C 1185 Cement SheetDocument9 pagesASTM C 1185 Cement SheetReshan VidurangaNo ratings yet
- Analysis of A Failed Pipe Elbow in Geothermal Production Facility PDFDocument7 pagesAnalysis of A Failed Pipe Elbow in Geothermal Production Facility PDFAz ArNo ratings yet
- Failure Analysis of A Machinable Brass Connector in A Boiler Unit InstallationDocument6 pagesFailure Analysis of A Machinable Brass Connector in A Boiler Unit InstallationAnnisa RakhmawatiNo ratings yet
- Case Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeDocument7 pagesCase Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeGina BerríoNo ratings yet
- Materials ScienceDocument5 pagesMaterials SciencepewinataliyaNo ratings yet
- Ultra Pipa BulatDocument11 pagesUltra Pipa BulatArnando PentaNo ratings yet
- Failure Analysis of An Electric Arc Furnace Off-Gas SystemDocument7 pagesFailure Analysis of An Electric Arc Furnace Off-Gas Systemgeraleao208No ratings yet
- Failed Reheater Showing Thin Lipped RuptureDocument4 pagesFailed Reheater Showing Thin Lipped Rupturefernandosimic96No ratings yet
- Tube Damage Mechanism and Repair Techniques PDFDocument16 pagesTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNo ratings yet
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- 1 s2.0 S0143974X24001111 MainDocument21 pages1 s2.0 S0143974X24001111 MainAashima sharmaNo ratings yet
- Failure Analysis of A Stainless Steel Pipeline PDFDocument8 pagesFailure Analysis of A Stainless Steel Pipeline PDFKailas GophaneNo ratings yet
- Microstructure and Mechanical Properties of Low Carbon Steel WiresDocument8 pagesMicrostructure and Mechanical Properties of Low Carbon Steel WiresLeonardo ZarateNo ratings yet
- Cracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Document11 pagesCracks and Precipitate Phase in 321 Steel Guankaishu110673-201012-3Andrea CalderaNo ratings yet
- Selective Dissolution of Austenite in 304 by Bacterial ActivityDocument3 pagesSelective Dissolution of Austenite in 304 by Bacterial ActivityDavid Andres Cañas SuarezNo ratings yet
- Approximate Evaluation of Directional Toughness in Heavily Drawn Pearlitic Steels PDFDocument4 pagesApproximate Evaluation of Directional Toughness in Heavily Drawn Pearlitic Steels PDFEngels OchoaNo ratings yet
- MicroCrack Formation in HFERWDocument9 pagesMicroCrack Formation in HFERWN TanejaNo ratings yet
- Failure Analysis Furnace Radiant TubesDocument13 pagesFailure Analysis Furnace Radiant Tubesjohan garciaNo ratings yet
- Corrosion Characterization of Steel Wires Based On Persistent Homology Theory For Magnetostrictive Guided Wave Testing SignalDocument19 pagesCorrosion Characterization of Steel Wires Based On Persistent Homology Theory For Magnetostrictive Guided Wave Testing Signalshuyu duanNo ratings yet
- Development of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsDocument23 pagesDevelopment of Microstructure and Residual Stress in Electron Beam Welds in Low Alloy Pressure Vessel SteelsfarahNo ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- Analysis of Copper Treatments and The Effects On Signal PropagationDocument6 pagesAnalysis of Copper Treatments and The Effects On Signal Propagation박성민No ratings yet
- Murphy 2010 J. Phys. D Appl. Phys. 43 434001Document32 pagesMurphy 2010 J. Phys. D Appl. Phys. 43 434001fereidoon marefatNo ratings yet
- Case Studies in Construction Materials: T.L.M. Morgado, A. Sousa e BritoDocument8 pagesCase Studies in Construction Materials: T.L.M. Morgado, A. Sousa e BritoRinaldi BahauddinNo ratings yet
- 2012 Spiking Humping (IEEE) - 1Document13 pages2012 Spiking Humping (IEEE) - 1s_m_taheriNo ratings yet
- Effect of CeO 2 On Microstructures and MechanicalDocument10 pagesEffect of CeO 2 On Microstructures and MechanicalAwan AJaNo ratings yet
- Investigation Into The Probable Cause of Failure of Economizer Tube of A Thermal Power PlantDocument5 pagesInvestigation Into The Probable Cause of Failure of Economizer Tube of A Thermal Power PlantKR PANo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- 管線腐蝕案例Document12 pages管線腐蝕案例Tzu Huan PengNo ratings yet
- Research Article: Stress Corrosion Behavior of Ungrouted Pretensioned Concrete BeamsDocument12 pagesResearch Article: Stress Corrosion Behavior of Ungrouted Pretensioned Concrete BeamsatulNo ratings yet
- 1 s2.0 S1350630717302698 MainDocument8 pages1 s2.0 S1350630717302698 MainmkozinNo ratings yet
- Jurnal InternasionalDocument13 pagesJurnal InternasionalDWI ADI SANTOSONo ratings yet
- Cracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Document5 pagesCracking of Welded Joints of Cast and Deformed Titanium Alloy Vt5Sinhro018No ratings yet
- Fracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With CrackDocument9 pagesFracture Behaviour of Dissimilar Metallic Welds: Specimens and Pipe Weld With Crackmade dwi payanaNo ratings yet
- Study On Electromagnetic Incremental Aluminium Alloy Tube Bulging With Casting PipeDocument6 pagesStudy On Electromagnetic Incremental Aluminium Alloy Tube Bulging With Casting PipeGanat AlrahmanNo ratings yet
- Various Current and Electrolyte Solutions of Electroplating For Medium Carbon Steel Towards Coating Performance As Corrosive ProtectionDocument9 pagesVarious Current and Electrolyte Solutions of Electroplating For Medium Carbon Steel Towards Coating Performance As Corrosive ProtectionachmadniamNo ratings yet
- Remaining Fatigue Life of Corroded SteelDocument10 pagesRemaining Fatigue Life of Corroded SteelRaees MazharNo ratings yet
- Materials Science & Engineering A: Y. Kchaou, V. Pelosin, G. Hénaff, N. Haddar, K. ElleuchDocument11 pagesMaterials Science & Engineering A: Y. Kchaou, V. Pelosin, G. Hénaff, N. Haddar, K. ElleuchmonikeshNo ratings yet
- Raupauch Macrocell 2001Document8 pagesRaupauch Macrocell 2001Antony Jacob AshishNo ratings yet
- Characterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFDocument8 pagesCharacterization of Bond Line Discontinuities in A High-Mn TWIP Steel Pipe Welded by HF-ERW PDFSinan ChenNo ratings yet
- Delamination Fracture of Prestressing Steel An Engineering ApproachDocument12 pagesDelamination Fracture of Prestressing Steel An Engineering ApproachSmruti Ranjan PattanayakNo ratings yet
- Electrochemical Etching PDFDocument26 pagesElectrochemical Etching PDFMohamed ShaganNo ratings yet
- Mechanical Strength and Removal of A Protective Iron Carbonate Layer Formed On Mild Steel in CO 2 CorrosionDocument20 pagesMechanical Strength and Removal of A Protective Iron Carbonate Layer Formed On Mild Steel in CO 2 Corrosionchau_riberNo ratings yet
- Mokros 2017Document6 pagesMokros 2017Eva NipaNo ratings yet
- Electron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalDocument4 pagesElectron Beam Welding of Inconel 617 To AISI 310 - Corrosion Behavior of Weld MetalKalyan KumarNo ratings yet
- Effect of Welding Sequence and Welding C-79866232Document10 pagesEffect of Welding Sequence and Welding C-79866232Kassahun FerdaNo ratings yet
- Lu 2012Document12 pagesLu 2012oozdemirNo ratings yet
- HFweld Bondline WJFINALDec 2020Document33 pagesHFweld Bondline WJFINALDec 2020Nia KurniaNo ratings yet
- The Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceDocument12 pagesThe Galvanic Effect of High-Strength Weathering Steel Welded Joints and Its Influence On Corrosion ResistanceSREEJITH S NAIRNo ratings yet
- Dariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARDocument7 pagesDariusz BARTOCHA, Jacek SUCHOŃ, Czesław BARON, Jan SZAJNARskNo ratings yet
- The Relationship Between Boron Content and Crack Properties in FCAW Weld MetalDocument6 pagesThe Relationship Between Boron Content and Crack Properties in FCAW Weld MetalVizay KumarNo ratings yet
- Investigation of Steel Corrosion in Cracked Concrete Evaluation of Macrocell and Microcell Rates Using Tafel Polarization Response 2010Document11 pagesInvestigation of Steel Corrosion in Cracked Concrete Evaluation of Macrocell and Microcell Rates Using Tafel Polarization Response 2010sryh2012No ratings yet
- Microstructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessDocument12 pagesMicrostructure, Properties and Corrosion Characterization of Welded Joint For Composite Pipe Using A Novel Welding ProcessRami GhorbelNo ratings yet
- 2019 A Review On Resistance Spot Welding of Steel MaterialDocument13 pages2019 A Review On Resistance Spot Welding of Steel Materialguravshubham7777No ratings yet
- Welding Characteristics of 304 306 316 SDocument3 pagesWelding Characteristics of 304 306 316 SHenry León HenaoNo ratings yet
- Quality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementDocument10 pagesQuality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementafabNo ratings yet
- Materials 16 05174Document14 pagesMaterials 16 05174Rohan RoyNo ratings yet
- Assessment of Corrosion Rate in Prestressed Concrete With Acoustic EmissionDocument13 pagesAssessment of Corrosion Rate in Prestressed Concrete With Acoustic Emissionjesé m.No ratings yet
- 1 s2.0 S0013468607008250 MainDocument9 pages1 s2.0 S0013468607008250 Mainws.conta.resevaNo ratings yet
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
- Marquez2021 Article CorrosionUnderInsulationExaminDocument10 pagesMarquez2021 Article CorrosionUnderInsulationExaminSauravNo ratings yet
- Solomon2021 Article CorrosionOfSulfurRemovalTanksUDocument8 pagesSolomon2021 Article CorrosionOfSulfurRemovalTanksUSauravNo ratings yet
- Thomas2021 Article ALifeAtSeaAndTheCorrosionFatigDocument4 pagesThomas2021 Article ALifeAtSeaAndTheCorrosionFatigSauravNo ratings yet
- Thick CylinderDocument9 pagesThick CylinderSauravNo ratings yet
- ChemEquilibrium Experiment 2022NDocument20 pagesChemEquilibrium Experiment 2022NDaniela Solórzano PantojaNo ratings yet
- Solutions Manual For Reliability Engineering by Singiresu S Rao 0136015727Document36 pagesSolutions Manual For Reliability Engineering by Singiresu S Rao 0136015727eet.rutin1gld4100% (52)
- Tutorial 8Document2 pagesTutorial 8fawwazfauzi2004No ratings yet
- Analisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanDocument10 pagesAnalisis Kekuatan Tarik, Kekerasan, Dan Struktur PengelasanNurkholis NurkholisNo ratings yet
- Product Design Based On Discrete Particle Modeling of A Uidized Bed GranulatorDocument12 pagesProduct Design Based On Discrete Particle Modeling of A Uidized Bed Granulator권혁록No ratings yet
- Detailed Lesson Plan in MathematicsDocument4 pagesDetailed Lesson Plan in MathematicsBaisa UgalinganNo ratings yet
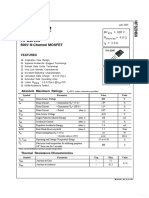
- HFS2N60: 600V N-Channel MOSFETDocument7 pagesHFS2N60: 600V N-Channel MOSFETNickol HardwayNo ratings yet
- AphiweDocument16 pagesAphiweaphiweshozi18No ratings yet
- ECAT Past Papers (Mathematics Portion) PDFDocument16 pagesECAT Past Papers (Mathematics Portion) PDFtanoligNo ratings yet
- Effects of Tilt Angle Between Laser Nozzle and Substrate On Bead Morphology in Multi-Axis Laser CladdingDocument12 pagesEffects of Tilt Angle Between Laser Nozzle and Substrate On Bead Morphology in Multi-Axis Laser Claddingberri23No ratings yet
- 2fy2-01 Engineering Mathematics-I (A To D)Document3 pages2fy2-01 Engineering Mathematics-I (A To D)gwanfldlwjwuwNo ratings yet
- n1 V - n2 U n2 N 1 R: 5 Marks Questions Physics Class XiiDocument4 pagesn1 V - n2 U n2 N 1 R: 5 Marks Questions Physics Class XiiSsNo ratings yet
- VRF System Selection ReportDocument16 pagesVRF System Selection Reporttheng ngyNo ratings yet
- MOSEKModeling CookbookDocument127 pagesMOSEKModeling CookbookBukaNo ratings yet
- Chapter No.1 (Units & Mesaurements) PHYSICSDocument17 pagesChapter No.1 (Units & Mesaurements) PHYSICSPRATIK MAGARNo ratings yet
- Finite Element Procedures For Solids and Structures Linear AnalysisDocument11 pagesFinite Element Procedures For Solids and Structures Linear AnalysisRatha ThanNo ratings yet
- ESRDocument30 pagesESRAjayvidyanand SharmaNo ratings yet
- Homework 2 - 202881 - 01 - SentDocument3 pagesHomework 2 - 202881 - 01 - SentDavid E. MuñozNo ratings yet
- Probset1 PDFDocument3 pagesProbset1 PDFLee TalierNo ratings yet
- Lithium Processing 5Document30 pagesLithium Processing 5Rukundo PatrickNo ratings yet
- Cycle IDocument32 pagesCycle Idivya1587No ratings yet
- Normal DistributionDocument5 pagesNormal DistributionMd. Nazmul Huda 1610805643No ratings yet
- Symetro G/box ComponenetDocument29 pagesSymetro G/box ComponenetmanishNo ratings yet
- Design Horizontal Pressure Vessel - 3Document2 pagesDesign Horizontal Pressure Vessel - 3evrim770% (1)
- GrammarDocument6 pagesGrammar灰谷リンエリNo ratings yet
- Lab Report 5 - Group 7 - Eh2203cDocument21 pagesLab Report 5 - Group 7 - Eh2203cAriff HaiqalNo ratings yet
- CH1 An Introduction To The Finite Element Method - v2Document21 pagesCH1 An Introduction To The Finite Element Method - v2Eng.Hesham AL-HelaleeNo ratings yet
- Dwnload Full Principles of Macroeconomics 1st Edition Mankiw Test Bank PDFDocument35 pagesDwnload Full Principles of Macroeconomics 1st Edition Mankiw Test Bank PDFimitableexcurse.4w9ww100% (12)
- 111年下A卷題庫Document10 pages111年下A卷題庫陳奕安No ratings yet