Download as pdf or txt
You might also like
- Metco 443NS 10-130 PDFDocument14 pagesMetco 443NS 10-130 PDFRohan PatelNo ratings yet
- Tips and Tricks To Tackle The Math PSLE PaperDocument15 pagesTips and Tricks To Tackle The Math PSLE PaperbutterNo ratings yet
- Steam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereDocument262 pagesSteam Turbine Blade Failure Root Cause Analysis Guide: Place Image HereThanaraj Sanmugham100% (1)
- CBN Blade Tip AbradableDocument8 pagesCBN Blade Tip Abradablebehtam2407No ratings yet
- Tribology Activities at DMRL: Defence Metallurgical Research Laboratory Hyderabad-500058, IndiaDocument17 pagesTribology Activities at DMRL: Defence Metallurgical Research Laboratory Hyderabad-500058, IndiaSwati Lalit ThakurNo ratings yet
- 3M Scotchkote Epoxy Primer GP220 - Rev2Document2 pages3M Scotchkote Epoxy Primer GP220 - Rev2satya ranjanNo ratings yet
- Wall-Colmonoy Wallex-21 ENG January2021-1Document3 pagesWall-Colmonoy Wallex-21 ENG January2021-1pranav kariaNo ratings yet
- Material Product Data Sheet Zirconia - Polymer Ceramic Abradable PowdersDocument4 pagesMaterial Product Data Sheet Zirconia - Polymer Ceramic Abradable PowderskerbaubiruNo ratings yet
- Wear Reducing Technology in Severe Pumping ServicesDocument29 pagesWear Reducing Technology in Severe Pumping ServicesDaniel EsparzaNo ratings yet
- Carboguard 893 PDSDocument2 pagesCarboguard 893 PDSNguyễn Thị Châu TâyNo ratings yet
- Ring CoatingDocument4 pagesRing CoatingramanaNo ratings yet
- Shell Paper Machine Oil S3 M 220Document3 pagesShell Paper Machine Oil S3 M 220DENNY BAYUAJINo ratings yet
- DSM-0279.0 Fe SpecialityDocument3 pagesDSM-0279.0 Fe SpecialityStefanoNo ratings yet
- Dow Corning 991 Product InfoDocument4 pagesDow Corning 991 Product InfocurlyjockeyNo ratings yet
- 07 Tiger Drylac R Primer 0973841 Zinc Free Ogf TDC en Aug 09 2016 FinalDocument3 pages07 Tiger Drylac R Primer 0973841 Zinc Free Ogf TDC en Aug 09 2016 FinalErikas KulpinasNo ratings yet
- Orkot Hydro Bearings enDocument8 pagesOrkot Hydro Bearings enLakeNo ratings yet
- Carboguard 893 SG MIO PDSDocument4 pagesCarboguard 893 SG MIO PDSMuthuKumarNo ratings yet
- TDS 34002 Marathon 1000 XHB Euk GBDocument5 pagesTDS 34002 Marathon 1000 XHB Euk GBSamuel AgusNo ratings yet
- Application of Supported Perovskite-Type Catalysts For Vehicular Emission ControlDocument10 pagesApplication of Supported Perovskite-Type Catalysts For Vehicular Emission ControlKirti GadeNo ratings yet
- 3.new GENRATION SAP SEALSDocument21 pages3.new GENRATION SAP SEALSRavi MirzaNo ratings yet
- Wall-Colmonoy Wallex-12 ENG January2021Document3 pagesWall-Colmonoy Wallex-12 ENG January2021pranav kariaNo ratings yet
- Carboguard 893: Selection & Specification DataDocument5 pagesCarboguard 893: Selection & Specification DataQuy RomNo ratings yet
- Chersterton Arc 982 PDFDocument2 pagesChersterton Arc 982 PDFMohamed Nouzer100% (1)
- Surface Treatment20Document2 pagesSurface Treatment20alimesmatparastNo ratings yet
- 18 Vetogrout EG340 - 180321Document2 pages18 Vetogrout EG340 - 180321Maha MuflehNo ratings yet
- Penguard Express MIO Technical Data SheetDocument5 pagesPenguard Express MIO Technical Data SheetGurdeep Sungh AroraNo ratings yet
- Morgan Carbon Bearings: Application DataDocument10 pagesMorgan Carbon Bearings: Application Datamado reouNo ratings yet
- Effect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDocument10 pagesEffect of Different Types of Graphene Coatings On Friction and Wear Performance of Aluminum AlloyDr Praveen KumarNo ratings yet
- Delta Protekt KL120Document1 pageDelta Protekt KL120GavinNo ratings yet
- Product Data Sheet: Optimol OptipitDocument2 pagesProduct Data Sheet: Optimol OptipitFBNo ratings yet
- GL XX Mobilgrease XHP Mine SeriesDocument3 pagesGL XX Mobilgrease XHP Mine SeriesNavneet YadavNo ratings yet
- Waukesha Worldpump - ArticleDocument4 pagesWaukesha Worldpump - Articlepaulo cesar hernandez mijangosNo ratings yet
- Ozdekan Seismic IsolatorDocument20 pagesOzdekan Seismic Isolatorali babaNo ratings yet
- Shell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsDocument3 pagesShell Tonna S2 M 32: Performance, Features & Benefits Main ApplicationsNoah DoeserNo ratings yet
- DSM-0310.0 WC10Co4Cr SintCrushDocument3 pagesDSM-0310.0 WC10Co4Cr SintCrushNabil SalimNo ratings yet
- Experimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Document6 pagesExperimental Analysis of Hard Coating On Spur Gear: ISSN (PRINT) :2394-6202, (ONLINE) :2394-6210, VOLUME-3, ISSUE-5,2017 1Jamsheer IbrahimNo ratings yet
- F13 - Carboguard 893-Zn PDS 10-09Document2 pagesF13 - Carboguard 893-Zn PDS 10-09naveenbaskaran1989No ratings yet
- DSMTS 0017.3 - AlSi HBNDocument3 pagesDSMTS 0017.3 - AlSi HBNfaustoleo123No ratings yet
- DacrometDocument6 pagesDacrometPeter MangalukiNo ratings yet
- Wall-Colmonoy Wallex-1 ENG January2021Document3 pagesWall-Colmonoy Wallex-1 ENG January2021pranav kariaNo ratings yet
- Exhaust Valve Crystalcoat PDFDocument11 pagesExhaust Valve Crystalcoat PDFRadovan BulatovicNo ratings yet
- Machine Design - Conformable Coating SuperchargesDocument5 pagesMachine Design - Conformable Coating SuperchargesmarcelopcintraNo ratings yet
- Metco 402 10-007Document10 pagesMetco 402 10-007JSH100100% (2)
- TBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesDocument10 pagesTBTS2013-2065: Development of New Abradable/Abrasive Sealing Systems For Clearance Control in Gas TurbinesJames CookNo ratings yet
- Interface Value GradesDocument16 pagesInterface Value Gradesvagner boldiNo ratings yet
- EfekDocument2 pagesEfekGasa RafliNo ratings yet
- FT Grease 22Document2 pagesFT Grease 22Edgar Leonel CortésNo ratings yet
- Carbocoat 8239: Selection & Specification DataDocument4 pagesCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- ASTM C90700 - CuSn11 - Tin Bronze AlloysDocument1 pageASTM C90700 - CuSn11 - Tin Bronze Alloysİrem Şebnem SorucuNo ratings yet
- Vacuum Brazing 1402 09 06Document70 pagesVacuum Brazing 1402 09 06farazh.oneNo ratings yet
- Rolling Mills WRs Coating Alternative - Thermal Spraying by HVAF - AIST 2022Document4 pagesRolling Mills WRs Coating Alternative - Thermal Spraying by HVAF - AIST 2022Alexandar MarinkovicNo ratings yet
- Belzona 1121: Product Specification SheetDocument2 pagesBelzona 1121: Product Specification SheetQuy RomNo ratings yet
- Carboguard 1209: Selection & Specification DataDocument4 pagesCarboguard 1209: Selection & Specification DataQuy Dom100% (2)
- CP09 TDS 34002 Marathon 1000 XHBDocument5 pagesCP09 TDS 34002 Marathon 1000 XHBherdiansyahNo ratings yet
- DSMTS 0021 2 NiGraphiteDocument8 pagesDSMTS 0021 2 NiGraphitemgharba123No ratings yet
- DacrometDocument6 pagesDacrometdavideNo ratings yet
- Brochure-Metatech Thermal Spray PVT LTDDocument12 pagesBrochure-Metatech Thermal Spray PVT LTDbadesharamkNo ratings yet
- Domex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelDocument2 pagesDomex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelHugo RodriguezNo ratings yet
- 1 s2.0 S1526612518307345 MainDocument10 pages1 s2.0 S1526612518307345 MainGautam KumarNo ratings yet
- JBT 8881Document20 pagesJBT 8881杨广斌No ratings yet
- Repair of The Steam Turbine Rotor by WeldingDocument38 pagesRepair of The Steam Turbine Rotor by WeldingThanaraj SanmughamNo ratings yet
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Thanaraj SanmughamNo ratings yet
- Influence of Machining Process On Surface Integrity of Plasma CoatingDocument5 pagesInfluence of Machining Process On Surface Integrity of Plasma CoatingThanaraj SanmughamNo ratings yet
- United States Patent: Tragesser Et AlDocument7 pagesUnited States Patent: Tragesser Et AlThanaraj SanmughamNo ratings yet
- ThermallySprayedAbradableCoatings 2012.10Document9 pagesThermallySprayedAbradableCoatings 2012.10Thanaraj SanmughamNo ratings yet
- Dynamic Balancing Machines, Soft-Bearing vs. Hard-BearingDocument3 pagesDynamic Balancing Machines, Soft-Bearing vs. Hard-BearingThanaraj SanmughamNo ratings yet
- Tool Rental Catalogue Page PDF125201993255Document2 pagesTool Rental Catalogue Page PDF125201993255Thanaraj SanmughamNo ratings yet
- TNB REMACO Transportable Lathe Machine Presentation SlidesDocument17 pagesTNB REMACO Transportable Lathe Machine Presentation SlidesThanaraj SanmughamNo ratings yet
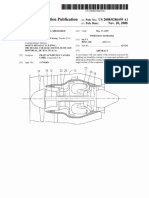
- It 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Document6 pagesIt 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Thanaraj SanmughamNo ratings yet
- CbM-VIB-M5-05-20 - M5 CID Fan MODAL - Spare BladeDocument2 pagesCbM-VIB-M5-05-20 - M5 CID Fan MODAL - Spare BladeThanaraj SanmughamNo ratings yet
- Hidden Errors in Turbine Blade Moment Measurement and How To Avoid ThemDocument24 pagesHidden Errors in Turbine Blade Moment Measurement and How To Avoid ThemThanaraj SanmughamNo ratings yet
- Reusing Screws and Bolts Is A Safety Risk and Decreases Fan ReliabilityDocument3 pagesReusing Screws and Bolts Is A Safety Risk and Decreases Fan ReliabilityThanaraj SanmughamNo ratings yet
- Axial Fan TechnicalBulletin Issue4 TighteningOfPinOnBlades March2014 HDKDocument1 pageAxial Fan TechnicalBulletin Issue4 TighteningOfPinOnBlades March2014 HDKThanaraj SanmughamNo ratings yet
- 3MonthWaiver Poster 01Document1 page3MonthWaiver Poster 01Thanaraj SanmughamNo ratings yet
- Operationalisation of Moratorium For Hire-Purchase Loans and Fixed Rate Islamic FinancingDocument2 pagesOperationalisation of Moratorium For Hire-Purchase Loans and Fixed Rate Islamic FinancingThanaraj SanmughamNo ratings yet
- Onvert EB Into Obile Apps Platform: Alveetech CO MDocument18 pagesOnvert EB Into Obile Apps Platform: Alveetech CO Milias ahmedNo ratings yet
- Composite Leaf SpringDocument26 pagesComposite Leaf SpringMichael susanthNo ratings yet
- 01-15 WLAN Mesh Configuration Commands (Cloud AP)Document25 pages01-15 WLAN Mesh Configuration Commands (Cloud AP)alan smithNo ratings yet
- Aits 1718 Open Test Jeea Paper 1 SolDocument9 pagesAits 1718 Open Test Jeea Paper 1 SolTanushree SinghNo ratings yet
- USER Defined - functIOS - ExcelDocument4 pagesUSER Defined - functIOS - Excelokvishal20021979No ratings yet
- Detail Approved For UseDocument1 pageDetail Approved For UseLeticia Karine Sanches BritoNo ratings yet
- Simulated AnnealingDocument11 pagesSimulated Annealinggabby209No ratings yet
- Im MCKXC McquayDocument64 pagesIm MCKXC Mcquaydom007thyNo ratings yet
- (BS en 12370-1999) - Natural Stone Test Methods. Determination of Resistance To Salt Crystallization.Document8 pages(BS en 12370-1999) - Natural Stone Test Methods. Determination of Resistance To Salt Crystallization.MichideNo ratings yet
- Automotive Vehicles: Assignment 2Document6 pagesAutomotive Vehicles: Assignment 2Karan ThelakkatNo ratings yet
- Lab 2 DSP. Linear Time-Invariant SystemDocument15 pagesLab 2 DSP. Linear Time-Invariant SystemTrí TừNo ratings yet
- A Century of Rose GerminationDocument55 pagesA Century of Rose GerminationAlec PgnNo ratings yet
- Title: Use of Geometrical & Dimensional Tolerances, & Surface Finish Symbol in Machine Component DrawingDocument25 pagesTitle: Use of Geometrical & Dimensional Tolerances, & Surface Finish Symbol in Machine Component DrawingRAHUL KADLAG55% (11)
- Earth and Life Science ModuleDocument112 pagesEarth and Life Science ModuleLeidi Mae S. TugayNo ratings yet
- Analysis SPM F5 Add Maths-C4Document6 pagesAnalysis SPM F5 Add Maths-C4Irfan ZaqwanNo ratings yet
- NOTESDocument275 pagesNOTESNisha SharadNo ratings yet
- Database and Transactions Management System For A Smart Gym: Layyah Fitness CenterDocument15 pagesDatabase and Transactions Management System For A Smart Gym: Layyah Fitness CenterAbu jor GifariNo ratings yet
- Jeep 105Document10 pagesJeep 105Ishan LakhwaniNo ratings yet
- Msc. Sem 3Document4 pagesMsc. Sem 3HNHNo ratings yet
- SDS PageDocument5 pagesSDS PagenhungusthNo ratings yet
- 1106 FullDocument14 pages1106 Fullmarcos viniciusNo ratings yet
- Parallelizing Particle-In-Cell Codes With Openmp and Mpi: Nils Magnus LarsgårdDocument74 pagesParallelizing Particle-In-Cell Codes With Openmp and Mpi: Nils Magnus LarsgårdqutfizikNo ratings yet
- Hokaido Oil-Free Rotary Vane Pump HKD-V Series: Product SpecificationsDocument6 pagesHokaido Oil-Free Rotary Vane Pump HKD-V Series: Product SpecificationsSharath BogaNo ratings yet
- JMC11Document2 pagesJMC11aa27965No ratings yet
- Modelling and Analysis Guidelines For Very Fast TransientsDocument8 pagesModelling and Analysis Guidelines For Very Fast Transientsmohamad akbariNo ratings yet
- HypothesisDocument1 pageHypothesisDion AtaNo ratings yet
- Randall 103e7Document24 pagesRandall 103e7CJNo ratings yet
- SMACNA CAD StandardDocument12 pagesSMACNA CAD StandardDenan SaherNo ratings yet
- Vocabulary 1Document1 pageVocabulary 1api-260932599No ratings yet