
One Use Syringe
One Use Syringe
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Marshall Mix Design Lab ReportDocument13 pagesMarshall Mix Design Lab ReportBart Kwan60% (5)
- A14.6 Expansion Joint Design ProcedureDocument6 pagesA14.6 Expansion Joint Design ProcedureMEHUL HOTWANINo ratings yet
- Mass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDocument2 pagesMass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDch NarrasimhanNo ratings yet
- Mechanical Syllabus For Engineering StudentsDocument166 pagesMechanical Syllabus For Engineering StudentsDch NarrasimhanNo ratings yet
- Design For ManufacturingDocument18 pagesDesign For ManufacturingDch NarrasimhanNo ratings yet
- DFMADocument15 pagesDFMADch NarrasimhanNo ratings yet
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Value Stream MappingDocument21 pagesValue Stream MappingDch Narrasimhan100% (1)
- MCA Application 2013 March 28Document4 pagesMCA Application 2013 March 28Dch NarrasimhanNo ratings yet
- Renewable Energy Source Question Bank Unit-1Document4 pagesRenewable Energy Source Question Bank Unit-1Dch NarrasimhanNo ratings yet
- Z-4 Air Washer BuildingDocument9 pagesZ-4 Air Washer BuildingShubham KothariNo ratings yet
- Sow V2 PDFDocument3 pagesSow V2 PDFReda ArifNo ratings yet
- United States Patent (191: SwensonDocument12 pagesUnited States Patent (191: Swensonkaspersky2009No ratings yet
- 1409 HOBAS CC Pressure Pipe Systems WebDocument40 pages1409 HOBAS CC Pressure Pipe Systems WebvladcantoNo ratings yet
- TD S-10390 EngDocument45 pagesTD S-10390 EngHomer Edy Armas CalixtoNo ratings yet
- Steel Joists and Steel GirdersDocument161 pagesSteel Joists and Steel Girderskarma0034269No ratings yet
- Creep, Shrinkage & ElasticityDocument24 pagesCreep, Shrinkage & ElasticityMia Hussain0% (1)
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Hi Pon 50 10 Polyester PU Primer Ver 2.0 PDFDocument4 pagesHi Pon 50 10 Polyester PU Primer Ver 2.0 PDFPushpendraNo ratings yet
- Bonderite L-GP 213 - TDS-C02-030Document2 pagesBonderite L-GP 213 - TDS-C02-030jianli wangNo ratings yet
- MP PDFDocument197 pagesMP PDFSourabh LoharNo ratings yet
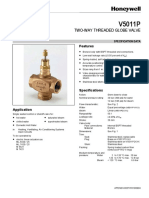
- Two-Way Threaded Globe Valve: FeaturesDocument4 pagesTwo-Way Threaded Globe Valve: Featurescharadeg100No ratings yet
- UTIL 2 MODULE 2 ReviewerDocument6 pagesUTIL 2 MODULE 2 ReviewerDonnalyn TizonNo ratings yet
- DSTDocument4 pagesDSTdhavaleshNo ratings yet
- Lab 2Document17 pagesLab 2Callum BiggsNo ratings yet
- TDS - Dicyanex 325 (Evonik)Document2 pagesTDS - Dicyanex 325 (Evonik)LIM YE HENGNo ratings yet
- FDP SummaryDocument4 pagesFDP SummarycedcivilfdpcedNo ratings yet
- Eco Friendly HouseDocument6 pagesEco Friendly HouseVikesh RavichandrenNo ratings yet
- P 5.0.1 Loading Condition For Columns: 5.0 Analysis of ColumnDocument6 pagesP 5.0.1 Loading Condition For Columns: 5.0 Analysis of Columnanimesh91No ratings yet
- Applications of Second Law of ThermodynamicsDocument18 pagesApplications of Second Law of Thermodynamicss100% (1)
- OML751 Testing of MaterialsDocument39 pagesOML751 Testing of MaterialsVikashini GNo ratings yet
- Environment of Care RoundsDocument3 pagesEnvironment of Care RoundsGokul PrabhuNo ratings yet
- TechnicalDataSheetTDS ParaloidK445 English 03012003Document4 pagesTechnicalDataSheetTDS ParaloidK445 English 03012003Avinash MohanNo ratings yet
- Industrialnet Category 6 S/FTP Copper Cable: SpecificationsDocument2 pagesIndustrialnet Category 6 S/FTP Copper Cable: SpecificationsCarlos SalcedoNo ratings yet
- 6-Hoek-Brown and Generalized Hoek-Brown Material ModelsDocument8 pages6-Hoek-Brown and Generalized Hoek-Brown Material Modelsa4abhirawatNo ratings yet
- FM Pump Brochure Splitcase 1800 PDFDocument12 pagesFM Pump Brochure Splitcase 1800 PDFkamelNo ratings yet
- 7 Science NCERT Solutions Chapter 4Document5 pages7 Science NCERT Solutions Chapter 4preethaNo ratings yet
- Asbestos Management ProcedureDocument6 pagesAsbestos Management Procedureh4rajukuNo ratings yet













































































Download as doc, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Marshall Mix Design Lab ReportDocument13 pagesMarshall Mix Design Lab ReportBart Kwan60% (5)
- A14.6 Expansion Joint Design ProcedureDocument6 pagesA14.6 Expansion Joint Design ProcedureMEHUL HOTWANINo ratings yet
- Mass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDocument2 pagesMass Recruitment - 2020 Batch: Unique Offers Across 4 Companies TCS Infosys CognizantDch NarrasimhanNo ratings yet
- Mechanical Syllabus For Engineering StudentsDocument166 pagesMechanical Syllabus For Engineering StudentsDch NarrasimhanNo ratings yet
- Design For ManufacturingDocument18 pagesDesign For ManufacturingDch NarrasimhanNo ratings yet
- DFMADocument15 pagesDFMADch NarrasimhanNo ratings yet
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Document145 pages01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Value Stream MappingDocument21 pagesValue Stream MappingDch Narrasimhan100% (1)
- MCA Application 2013 March 28Document4 pagesMCA Application 2013 March 28Dch NarrasimhanNo ratings yet
- Renewable Energy Source Question Bank Unit-1Document4 pagesRenewable Energy Source Question Bank Unit-1Dch NarrasimhanNo ratings yet
- Z-4 Air Washer BuildingDocument9 pagesZ-4 Air Washer BuildingShubham KothariNo ratings yet
- Sow V2 PDFDocument3 pagesSow V2 PDFReda ArifNo ratings yet
- United States Patent (191: SwensonDocument12 pagesUnited States Patent (191: Swensonkaspersky2009No ratings yet
- 1409 HOBAS CC Pressure Pipe Systems WebDocument40 pages1409 HOBAS CC Pressure Pipe Systems WebvladcantoNo ratings yet
- TD S-10390 EngDocument45 pagesTD S-10390 EngHomer Edy Armas CalixtoNo ratings yet
- Steel Joists and Steel GirdersDocument161 pagesSteel Joists and Steel Girderskarma0034269No ratings yet
- Creep, Shrinkage & ElasticityDocument24 pagesCreep, Shrinkage & ElasticityMia Hussain0% (1)
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Hi Pon 50 10 Polyester PU Primer Ver 2.0 PDFDocument4 pagesHi Pon 50 10 Polyester PU Primer Ver 2.0 PDFPushpendraNo ratings yet
- Bonderite L-GP 213 - TDS-C02-030Document2 pagesBonderite L-GP 213 - TDS-C02-030jianli wangNo ratings yet
- MP PDFDocument197 pagesMP PDFSourabh LoharNo ratings yet
- Two-Way Threaded Globe Valve: FeaturesDocument4 pagesTwo-Way Threaded Globe Valve: Featurescharadeg100No ratings yet
- UTIL 2 MODULE 2 ReviewerDocument6 pagesUTIL 2 MODULE 2 ReviewerDonnalyn TizonNo ratings yet
- DSTDocument4 pagesDSTdhavaleshNo ratings yet
- Lab 2Document17 pagesLab 2Callum BiggsNo ratings yet
- TDS - Dicyanex 325 (Evonik)Document2 pagesTDS - Dicyanex 325 (Evonik)LIM YE HENGNo ratings yet
- FDP SummaryDocument4 pagesFDP SummarycedcivilfdpcedNo ratings yet
- Eco Friendly HouseDocument6 pagesEco Friendly HouseVikesh RavichandrenNo ratings yet
- P 5.0.1 Loading Condition For Columns: 5.0 Analysis of ColumnDocument6 pagesP 5.0.1 Loading Condition For Columns: 5.0 Analysis of Columnanimesh91No ratings yet
- Applications of Second Law of ThermodynamicsDocument18 pagesApplications of Second Law of Thermodynamicss100% (1)
- OML751 Testing of MaterialsDocument39 pagesOML751 Testing of MaterialsVikashini GNo ratings yet
- Environment of Care RoundsDocument3 pagesEnvironment of Care RoundsGokul PrabhuNo ratings yet
- TechnicalDataSheetTDS ParaloidK445 English 03012003Document4 pagesTechnicalDataSheetTDS ParaloidK445 English 03012003Avinash MohanNo ratings yet
- Industrialnet Category 6 S/FTP Copper Cable: SpecificationsDocument2 pagesIndustrialnet Category 6 S/FTP Copper Cable: SpecificationsCarlos SalcedoNo ratings yet
- 6-Hoek-Brown and Generalized Hoek-Brown Material ModelsDocument8 pages6-Hoek-Brown and Generalized Hoek-Brown Material Modelsa4abhirawatNo ratings yet
- FM Pump Brochure Splitcase 1800 PDFDocument12 pagesFM Pump Brochure Splitcase 1800 PDFkamelNo ratings yet
- 7 Science NCERT Solutions Chapter 4Document5 pages7 Science NCERT Solutions Chapter 4preethaNo ratings yet
- Asbestos Management ProcedureDocument6 pagesAsbestos Management Procedureh4rajukuNo ratings yet