
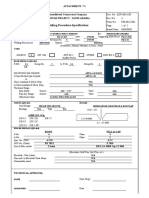
Welding Procedure Specification: JOINTS (QW-402)
Welding Procedure Specification: JOINTS (QW-402)
You might also like
- Ford E-Series Electrical Wiring Diagrams PDFDocument28 pagesFord E-Series Electrical Wiring Diagrams PDFjgarfield42086% (7)
- Distillation Column Diameter Calculation - Reference TrybalDocument7 pagesDistillation Column Diameter Calculation - Reference TrybalNitin Kurup100% (1)
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Document12 pagesPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinNo ratings yet
- Welding Procedure Specification - TemplateDocument2 pagesWelding Procedure Specification - TemplateDiosdado Mingi Jr.100% (4)
- Physics Cheat SheetDocument1 pagePhysics Cheat Sheetjlvmrbd7770% (1)
- Quiz 3Document8 pagesQuiz 3Dhruv Sahni100% (1)
- Prpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1Document1 pagePrpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1MohamedNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan Ahmed100% (1)
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocument2 pagesWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNo ratings yet
- Wps PQR A3620 PDFDocument5 pagesWps PQR A3620 PDFHamid MansouriNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Welding Procedure Specification: Backing MaterialDocument2 pagesWelding Procedure Specification: Backing MaterialDiki ArmandoNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (2)
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- (Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMDocument2 pages(Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMpraveesh qc2023No ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- KKJV WPS PP01Document2 pagesKKJV WPS PP01serbay tuncaNo ratings yet
- WPS & PQR (E Co Cr-E)Document3 pagesWPS & PQR (E Co Cr-E)HossamSAshourNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- 1108-DES-005 Rev02Document1 page1108-DES-005 Rev02Omar TocmoNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Ongc WPS 1 of 2Document4 pagesOngc WPS 1 of 2Kiran NikateNo ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- WPS-01 - FCAW-3G - (E250BR To E250BR-A36) - CSWIP - 03.10.2023 (Group-1) - Groove JointsDocument11 pagesWPS-01 - FCAW-3G - (E250BR To E250BR-A36) - CSWIP - 03.10.2023 (Group-1) - Groove JointsMohammad AdilNo ratings yet
- PWPS DonpyDocument1 pagePWPS DonpyANDINTA MUDA YUSUFNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- Asme Wps DemoDocument3 pagesAsme Wps Demoharis saleemNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- SILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Document2 pagesSILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Abdulmecit YetisNo ratings yet
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Asme WPS Demo PWHT PDFDocument3 pagesAsme WPS Demo PWHT PDFGanesh rohitNo ratings yet
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Document2 pagesSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- WQT Form (AWS D1.1) 04-23Document1 pageWQT Form (AWS D1.1) 04-23hanz bermejoNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- List WPS Piping New 2023Document1 pageList WPS Piping New 2023YUDI IRMAWANTONo ratings yet
- 6gr Smaw WQTR - F. Edilo (Sn-189)Document1 page6gr Smaw WQTR - F. Edilo (Sn-189)hanz bermejoNo ratings yet
- 001 WPS Cntim 2023Document10 pages001 WPS Cntim 2023shangyuan1079163.comNo ratings yet
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Hfy2 E1890 CPF1WT WLD SPC 0008Document3 pagesHfy2 E1890 CPF1WT WLD SPC 0008Firas AlbaweiNo ratings yet
- Qw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)Document2 pagesQw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)BalasahebNo ratings yet
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- Enmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaDocument2 pagesEnmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaSampath KumarNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Solvent Properties - NewDocument10 pagesSolvent Properties - NewNitin KurupNo ratings yet
- Fluid - Machinery Unit 4Document12 pagesFluid - Machinery Unit 4Nitin KurupNo ratings yet
- (Refer Page 5) HPLC - Access - Cat - 2013 - ValvesDocument6 pages(Refer Page 5) HPLC - Access - Cat - 2013 - ValvesNitin KurupNo ratings yet
- Kom LabDocument15 pagesKom LabNitin KurupNo ratings yet
- Valve CV Calculation Tool Liquid: Value UnitDocument11 pagesValve CV Calculation Tool Liquid: Value UnitNoureddine MerahNo ratings yet
- Pump Calc PranayDocument24 pagesPump Calc PranayNitin KurupNo ratings yet
- Booklet On Biomass Conversion Technologies 2021Document122 pagesBooklet On Biomass Conversion Technologies 2021Nitin KurupNo ratings yet
- Goa Waste Management ModelDocument48 pagesGoa Waste Management ModelNitin KurupNo ratings yet
- Control Valve CVDocument11 pagesControl Valve CVNitin KurupNo ratings yet
- High Precision Double Piston Pump (p3000)Document5 pagesHigh Precision Double Piston Pump (p3000)Nitin KurupNo ratings yet
- FB 1203 CalibrationDocument10 pagesFB 1203 CalibrationNitin KurupNo ratings yet
- Distillation Column SizingDocument12 pagesDistillation Column SizingNitin Kurup0% (1)
- 511-CP02 KPD 25-16QFDocument3 pages511-CP02 KPD 25-16QFNitin KurupNo ratings yet
- 0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdDocument33 pages0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdNitin KurupNo ratings yet
- Mechanical Vapour Compression MVC BrochureDocument6 pagesMechanical Vapour Compression MVC BrochureNitin KurupNo ratings yet
- 23 GorakhpurDocument4 pages23 GorakhpurNitin KurupNo ratings yet
- MT8 Datasheet 0821Document8 pagesMT8 Datasheet 0821Nitin KurupNo ratings yet
- Isgec Sugar Distilleries Leaflet English Oct21Document4 pagesIsgec Sugar Distilleries Leaflet English Oct21Nitin KurupNo ratings yet
- Environmental Feasibility of Rice StrawDocument88 pagesEnvironmental Feasibility of Rice StrawNitin KurupNo ratings yet
- Subodh Kumar IocDocument18 pagesSubodh Kumar IocNitin KurupNo ratings yet
- Product Information: Sic at Sheet Membranes and ModulesDocument29 pagesProduct Information: Sic at Sheet Membranes and ModulesNitin KurupNo ratings yet
- Verbio GB 2019 ENDocument132 pagesVerbio GB 2019 ENNitin KurupNo ratings yet
- Panda WV 4500 B: BoosterDocument3 pagesPanda WV 4500 B: BoosterNitin KurupNo ratings yet
- PUMA WY 2000/4500 C: BoosterDocument3 pagesPUMA WY 2000/4500 C: BoosterNitin KurupNo ratings yet
- PUMA WPA 040-075 A: BoosterDocument3 pagesPUMA WPA 040-075 A: BoosterNitin KurupNo ratings yet
- Pump Performance Datasheet: Operating Conditions LiquidDocument3 pagesPump Performance Datasheet: Operating Conditions LiquidNitin KurupNo ratings yet
- R2004-3-8 AnnualDocument1 pageR2004-3-8 Annualkarthik100% (1)
- Ee8002 - Dem - Question Bank - Unit 1Document8 pagesEe8002 - Dem - Question Bank - Unit 1DEVINo ratings yet
- Oracle.2passeasy.1Z0 051.study - Guide.v2017 Jul 09.by - Marian.283q.vceDocument25 pagesOracle.2passeasy.1Z0 051.study - Guide.v2017 Jul 09.by - Marian.283q.vcePraveen KumarNo ratings yet
- Steven Sasson - WikipediaDocument14 pagesSteven Sasson - WikipediaCube Film ProductionNo ratings yet
- SAIC-W-2087 Post-Welding Visual Inspection PDFDocument2 pagesSAIC-W-2087 Post-Welding Visual Inspection PDFkarioke mohaNo ratings yet
- Solution Manual To Introduction To Fluid MechanicDocument3 pagesSolution Manual To Introduction To Fluid MechanicHadibayatNo ratings yet
- A Study On Roadside Noise Generated by Tricycles: Karl N. Vergel Frielly T. Cacho and Cheryl Lyne E. CapizDocument22 pagesA Study On Roadside Noise Generated by Tricycles: Karl N. Vergel Frielly T. Cacho and Cheryl Lyne E. CapizJerry EsquivelNo ratings yet
- Wood Work Check ListDocument11 pagesWood Work Check ListbkgboqdraftsmanNo ratings yet
- Documentation Checklist: FSAE and Baja SAE Tube Structures Sept 1 2017 Preparing and Submitting Documents To VR3 For Review and RFQDocument3 pagesDocumentation Checklist: FSAE and Baja SAE Tube Structures Sept 1 2017 Preparing and Submitting Documents To VR3 For Review and RFQpequeno_brotherNo ratings yet
- Housingless MillsDocument51 pagesHousingless MillsvaibhavkumarjainNo ratings yet
- Study The Notes Below and Use The Information To Complete The Text PhoneDocument8 pagesStudy The Notes Below and Use The Information To Complete The Text PhoneTAARANo ratings yet
- DIVISIO 2000 Series - SIMPLEX - Maintenance: Author: Thomas KeimDocument20 pagesDIVISIO 2000 Series - SIMPLEX - Maintenance: Author: Thomas KeimNader KortNo ratings yet
- 42wkn 1pdDocument16 pages42wkn 1pdClaudiaFerrioliNo ratings yet
- Two Types of FixationDocument7 pagesTwo Types of FixationPOOJANo ratings yet
- TK5P50D DatasheetDocument10 pagesTK5P50D DatasheetJosé BosaNo ratings yet
- Manual Ohaus NavigatorDocument72 pagesManual Ohaus NavigatorEmmanuel Mariano GómezNo ratings yet
- Philippines-Flood Forecasting WarningDocument43 pagesPhilippines-Flood Forecasting WarningKen VillanuevaNo ratings yet
- UserscriptDocument8 pagesUserscriptapi-289675854No ratings yet
- Supplement 1 - Interim View of An Interpreter's Guide For eTOM and ITIL Practitioners PDFDocument54 pagesSupplement 1 - Interim View of An Interpreter's Guide For eTOM and ITIL Practitioners PDFShantamNo ratings yet
- SolidCAM 2015 Milling Training Course 2.5D MillingDocument315 pagesSolidCAM 2015 Milling Training Course 2.5D MillingJhayro GT100% (2)
- Manual HP71BDocument303 pagesManual HP71BGundisalvo Vega SanabriaNo ratings yet
- Touch Pro ManualDocument98 pagesTouch Pro ManuallandwolfeNo ratings yet
- Ajr - 400-24 - (B) - TR-L (Weg)Document2 pagesAjr - 400-24 - (B) - TR-L (Weg)irfanNo ratings yet
- Computer System Architecture MCA - 301Document10 pagesComputer System Architecture MCA - 301Mangesh MalvankarNo ratings yet
- BS en 1011-1-2005Document15 pagesBS en 1011-1-2005reezmanNo ratings yet
- 2009 TEREX TA400 Articulated Truck Parts ManualDocument448 pages2009 TEREX TA400 Articulated Truck Parts ManualEmmanuel DiazNo ratings yet
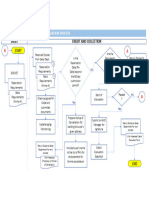
- Credit Evaluation Process FlowDocument1 pageCredit Evaluation Process FlowAbby CifraNo ratings yet
















































































































Download as pdf or txt
You might also like
- Ford E-Series Electrical Wiring Diagrams PDFDocument28 pagesFord E-Series Electrical Wiring Diagrams PDFjgarfield42086% (7)
- Distillation Column Diameter Calculation - Reference TrybalDocument7 pagesDistillation Column Diameter Calculation - Reference TrybalNitin Kurup100% (1)
- PT. FAB: Proposed Welding Procedure Specification (PWPS)Document12 pagesPT. FAB: Proposed Welding Procedure Specification (PWPS)dharwinNo ratings yet
- Welding Procedure Specification - TemplateDocument2 pagesWelding Procedure Specification - TemplateDiosdado Mingi Jr.100% (4)
- Physics Cheat SheetDocument1 pagePhysics Cheat Sheetjlvmrbd7770% (1)
- Quiz 3Document8 pagesQuiz 3Dhruv Sahni100% (1)
- Prpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1Document1 pagePrpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1MohamedNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan Ahmed100% (1)
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDocument2 pagesWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNo ratings yet
- Wps PQR A3620 PDFDocument5 pagesWps PQR A3620 PDFHamid MansouriNo ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Welding Procedure Specification: Backing MaterialDocument2 pagesWelding Procedure Specification: Backing MaterialDiki ArmandoNo ratings yet
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Document2 pagesWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin Romero100% (2)
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- (Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMDocument2 pages(Automatic, Manual, Machine, or Semi-Auto) : 3-4 MM 1-5 MMpraveesh qc2023No ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- KKJV WPS PP01Document2 pagesKKJV WPS PP01serbay tuncaNo ratings yet
- WPS & PQR (E Co Cr-E)Document3 pagesWPS & PQR (E Co Cr-E)HossamSAshourNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- 1108-DES-005 Rev02Document1 page1108-DES-005 Rev02Omar TocmoNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Ongc WPS 1 of 2Document4 pagesOngc WPS 1 of 2Kiran NikateNo ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- WPS-01 - FCAW-3G - (E250BR To E250BR-A36) - CSWIP - 03.10.2023 (Group-1) - Groove JointsDocument11 pagesWPS-01 - FCAW-3G - (E250BR To E250BR-A36) - CSWIP - 03.10.2023 (Group-1) - Groove JointsMohammad AdilNo ratings yet
- PWPS DonpyDocument1 pagePWPS DonpyANDINTA MUDA YUSUFNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- Asme Wps DemoDocument3 pagesAsme Wps Demoharis saleemNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- SILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Document2 pagesSILVER-WPS-GESA-07 8mm To 16mm SAW LW P1.2 TO P1.2 - PQR-0036-W-21Abdulmecit YetisNo ratings yet
- PWPS 102Document2 pagesPWPS 102Cyril J PadiyathNo ratings yet
- Asme WPS Demo PWHT PDFDocument3 pagesAsme WPS Demo PWHT PDFGanesh rohitNo ratings yet
- SILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Document2 pagesSILVER-WPS-GESA-09 5mm To 28mm SAW BW P1.2 TO P1.2 - PQR-0052-W-18Abdulmecit YetisNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- WQT Form (AWS D1.1) 04-23Document1 pageWQT Form (AWS D1.1) 04-23hanz bermejoNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- Pwps-Gtaw FcawDocument2 pagesPwps-Gtaw FcawAhmed ElsharkawNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- List WPS Piping New 2023Document1 pageList WPS Piping New 2023YUDI IRMAWANTONo ratings yet
- 6gr Smaw WQTR - F. Edilo (Sn-189)Document1 page6gr Smaw WQTR - F. Edilo (Sn-189)hanz bermejoNo ratings yet
- 001 WPS Cntim 2023Document10 pages001 WPS Cntim 2023shangyuan1079163.comNo ratings yet
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- Hfy2 E1890 CPF1WT WLD SPC 0008Document3 pagesHfy2 E1890 CPF1WT WLD SPC 0008Firas AlbaweiNo ratings yet
- Qw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)Document2 pagesQw-482 Welding Procedure Specification (WPS) : (Automatic, Manual, Machine or Semi-Auto)BalasahebNo ratings yet
- GCB WPS Tsila 012Document19 pagesGCB WPS Tsila 012AslaouiNo ratings yet
- WPS GTAW Stainless SteelDocument7 pagesWPS GTAW Stainless SteelVarun MalhotraNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
- WPS 684 CS 012Document3 pagesWPS 684 CS 012siva8000100% (1)
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- Enmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaDocument2 pagesEnmax Engineering (India) PVT - LTD Survey No.15, Suraram, Hyderabad - 500 055, IndiaSampath KumarNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Solvent Properties - NewDocument10 pagesSolvent Properties - NewNitin KurupNo ratings yet
- Fluid - Machinery Unit 4Document12 pagesFluid - Machinery Unit 4Nitin KurupNo ratings yet
- (Refer Page 5) HPLC - Access - Cat - 2013 - ValvesDocument6 pages(Refer Page 5) HPLC - Access - Cat - 2013 - ValvesNitin KurupNo ratings yet
- Kom LabDocument15 pagesKom LabNitin KurupNo ratings yet
- Valve CV Calculation Tool Liquid: Value UnitDocument11 pagesValve CV Calculation Tool Liquid: Value UnitNoureddine MerahNo ratings yet
- Pump Calc PranayDocument24 pagesPump Calc PranayNitin KurupNo ratings yet
- Booklet On Biomass Conversion Technologies 2021Document122 pagesBooklet On Biomass Conversion Technologies 2021Nitin KurupNo ratings yet
- Goa Waste Management ModelDocument48 pagesGoa Waste Management ModelNitin KurupNo ratings yet
- Control Valve CVDocument11 pagesControl Valve CVNitin KurupNo ratings yet
- High Precision Double Piston Pump (p3000)Document5 pagesHigh Precision Double Piston Pump (p3000)Nitin KurupNo ratings yet
- FB 1203 CalibrationDocument10 pagesFB 1203 CalibrationNitin KurupNo ratings yet
- Distillation Column SizingDocument12 pagesDistillation Column SizingNitin Kurup0% (1)
- 511-CP02 KPD 25-16QFDocument3 pages511-CP02 KPD 25-16QFNitin KurupNo ratings yet
- 0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdDocument33 pages0 0 01 Oct 2015 1127076201AdditionalInformationsugarmillLtdNitin KurupNo ratings yet
- Mechanical Vapour Compression MVC BrochureDocument6 pagesMechanical Vapour Compression MVC BrochureNitin KurupNo ratings yet
- 23 GorakhpurDocument4 pages23 GorakhpurNitin KurupNo ratings yet
- MT8 Datasheet 0821Document8 pagesMT8 Datasheet 0821Nitin KurupNo ratings yet
- Isgec Sugar Distilleries Leaflet English Oct21Document4 pagesIsgec Sugar Distilleries Leaflet English Oct21Nitin KurupNo ratings yet
- Environmental Feasibility of Rice StrawDocument88 pagesEnvironmental Feasibility of Rice StrawNitin KurupNo ratings yet
- Subodh Kumar IocDocument18 pagesSubodh Kumar IocNitin KurupNo ratings yet
- Product Information: Sic at Sheet Membranes and ModulesDocument29 pagesProduct Information: Sic at Sheet Membranes and ModulesNitin KurupNo ratings yet
- Verbio GB 2019 ENDocument132 pagesVerbio GB 2019 ENNitin KurupNo ratings yet
- Panda WV 4500 B: BoosterDocument3 pagesPanda WV 4500 B: BoosterNitin KurupNo ratings yet
- PUMA WY 2000/4500 C: BoosterDocument3 pagesPUMA WY 2000/4500 C: BoosterNitin KurupNo ratings yet
- PUMA WPA 040-075 A: BoosterDocument3 pagesPUMA WPA 040-075 A: BoosterNitin KurupNo ratings yet
- Pump Performance Datasheet: Operating Conditions LiquidDocument3 pagesPump Performance Datasheet: Operating Conditions LiquidNitin KurupNo ratings yet
- R2004-3-8 AnnualDocument1 pageR2004-3-8 Annualkarthik100% (1)
- Ee8002 - Dem - Question Bank - Unit 1Document8 pagesEe8002 - Dem - Question Bank - Unit 1DEVINo ratings yet
- Oracle.2passeasy.1Z0 051.study - Guide.v2017 Jul 09.by - Marian.283q.vceDocument25 pagesOracle.2passeasy.1Z0 051.study - Guide.v2017 Jul 09.by - Marian.283q.vcePraveen KumarNo ratings yet
- Steven Sasson - WikipediaDocument14 pagesSteven Sasson - WikipediaCube Film ProductionNo ratings yet
- SAIC-W-2087 Post-Welding Visual Inspection PDFDocument2 pagesSAIC-W-2087 Post-Welding Visual Inspection PDFkarioke mohaNo ratings yet
- Solution Manual To Introduction To Fluid MechanicDocument3 pagesSolution Manual To Introduction To Fluid MechanicHadibayatNo ratings yet
- A Study On Roadside Noise Generated by Tricycles: Karl N. Vergel Frielly T. Cacho and Cheryl Lyne E. CapizDocument22 pagesA Study On Roadside Noise Generated by Tricycles: Karl N. Vergel Frielly T. Cacho and Cheryl Lyne E. CapizJerry EsquivelNo ratings yet
- Wood Work Check ListDocument11 pagesWood Work Check ListbkgboqdraftsmanNo ratings yet
- Documentation Checklist: FSAE and Baja SAE Tube Structures Sept 1 2017 Preparing and Submitting Documents To VR3 For Review and RFQDocument3 pagesDocumentation Checklist: FSAE and Baja SAE Tube Structures Sept 1 2017 Preparing and Submitting Documents To VR3 For Review and RFQpequeno_brotherNo ratings yet
- Housingless MillsDocument51 pagesHousingless MillsvaibhavkumarjainNo ratings yet
- Study The Notes Below and Use The Information To Complete The Text PhoneDocument8 pagesStudy The Notes Below and Use The Information To Complete The Text PhoneTAARANo ratings yet
- DIVISIO 2000 Series - SIMPLEX - Maintenance: Author: Thomas KeimDocument20 pagesDIVISIO 2000 Series - SIMPLEX - Maintenance: Author: Thomas KeimNader KortNo ratings yet
- 42wkn 1pdDocument16 pages42wkn 1pdClaudiaFerrioliNo ratings yet
- Two Types of FixationDocument7 pagesTwo Types of FixationPOOJANo ratings yet
- TK5P50D DatasheetDocument10 pagesTK5P50D DatasheetJosé BosaNo ratings yet
- Manual Ohaus NavigatorDocument72 pagesManual Ohaus NavigatorEmmanuel Mariano GómezNo ratings yet
- Philippines-Flood Forecasting WarningDocument43 pagesPhilippines-Flood Forecasting WarningKen VillanuevaNo ratings yet
- UserscriptDocument8 pagesUserscriptapi-289675854No ratings yet
- Supplement 1 - Interim View of An Interpreter's Guide For eTOM and ITIL Practitioners PDFDocument54 pagesSupplement 1 - Interim View of An Interpreter's Guide For eTOM and ITIL Practitioners PDFShantamNo ratings yet
- SolidCAM 2015 Milling Training Course 2.5D MillingDocument315 pagesSolidCAM 2015 Milling Training Course 2.5D MillingJhayro GT100% (2)
- Manual HP71BDocument303 pagesManual HP71BGundisalvo Vega SanabriaNo ratings yet
- Touch Pro ManualDocument98 pagesTouch Pro ManuallandwolfeNo ratings yet
- Ajr - 400-24 - (B) - TR-L (Weg)Document2 pagesAjr - 400-24 - (B) - TR-L (Weg)irfanNo ratings yet
- Computer System Architecture MCA - 301Document10 pagesComputer System Architecture MCA - 301Mangesh MalvankarNo ratings yet
- BS en 1011-1-2005Document15 pagesBS en 1011-1-2005reezmanNo ratings yet
- 2009 TEREX TA400 Articulated Truck Parts ManualDocument448 pages2009 TEREX TA400 Articulated Truck Parts ManualEmmanuel DiazNo ratings yet
- Credit Evaluation Process FlowDocument1 pageCredit Evaluation Process FlowAbby CifraNo ratings yet