Download as pdf or txt
You might also like
- Cost Effective Specialty Mushroom CultivationDocument17 pagesCost Effective Specialty Mushroom Cultivationlmaa1234100% (3)
- Design & Technical Manual: Duct TypeDocument67 pagesDesign & Technical Manual: Duct TypeWaleed Shehadeh Hussein100% (1)
- ZPS - Cat G3520C Cat G3520CDocument16 pagesZPS - Cat G3520C Cat G3520CAnand KP100% (1)
- Wire and Cable Troubleshooting Guide PDFDocument6 pagesWire and Cable Troubleshooting Guide PDFDavid O. Delgado50% (2)
- Ufc 4 510 01Document403 pagesUfc 4 510 01Carl CrowNo ratings yet
- 1977 Wiring DiagramsDocument11 pages1977 Wiring Diagramspete112No ratings yet
- Assembly Instructions SF OrionDocument3 pagesAssembly Instructions SF OrionSamim MaqsoodNo ratings yet
- Installation Manual - Brazed Heat Exchangers - UK PDFDocument2 pagesInstallation Manual - Brazed Heat Exchangers - UK PDFesteban vasquezNo ratings yet
- Installation Manual - Brazed Heat Exchangers - UKDocument2 pagesInstallation Manual - Brazed Heat Exchangers - UKesteban vasquezNo ratings yet
- PLEXCO Bulletin No. 105-Y Yellowpipe 2406 Fusion ProceduresDocument15 pagesPLEXCO Bulletin No. 105-Y Yellowpipe 2406 Fusion ProceduresOctavio fnNo ratings yet
- Procedure 1-Socket FusionDocument1 pageProcedure 1-Socket FusionArnold Ochochoque ArcosNo ratings yet
- l1 Ef Coupler InstructionsDocument12 pagesl1 Ef Coupler Instructionsglenmar sorianoNo ratings yet
- Instructions For Vinyl Ester Butt Weld KitsDocument4 pagesInstructions For Vinyl Ester Butt Weld KitsMukiara LuffyNo ratings yet
- J P Specialties, Inc.: Safety Manual Operating SafetyDocument2 pagesJ P Specialties, Inc.: Safety Manual Operating SafetyfrankytgNo ratings yet
- Tyco Electronics HVS 3 1582S Instruction SheetDocument12 pagesTyco Electronics HVS 3 1582S Instruction SheetAlexander KurosakiNo ratings yet
- Hvs 3522sDocument15 pagesHvs 3522sXavier SalazarNo ratings yet
- Legend Outdoor Wood Furnace ManualDocument16 pagesLegend Outdoor Wood Furnace ManualJeff McCarthy100% (1)
- Legend Outdoor Wood FurnaceDocument25 pagesLegend Outdoor Wood FurnaceJeff McCarthyNo ratings yet
- Brazing Pipe: Apply Alloy Here Heat Draws Alloy UpwardDocument6 pagesBrazing Pipe: Apply Alloy Here Heat Draws Alloy UpwardWilly UioNo ratings yet
- PROCEDUREDocument9 pagesPROCEDUREAîda hajriNo ratings yet
- UMC-093 - Instruction Manual - Ver.1.02EDocument12 pagesUMC-093 - Instruction Manual - Ver.1.02EMartin HuertaNo ratings yet
- Cartridge Heater Installation GuideDocument1 pageCartridge Heater Installation GuideElias100% (1)
- Tasaki Instalation ManualDocument10 pagesTasaki Instalation ManualChalitha Nayana Hewawasam100% (2)
- Bridge Tube How To GuideDocument1 pageBridge Tube How To GuideOlgalycosNo ratings yet
- Welding GuideDocument68 pagesWelding Guidejwzumwalt100% (6)
- Mounting Powerex SemiconductorsDocument5 pagesMounting Powerex SemiconductorsMatheus SilvestriniNo ratings yet
- Cadet 4F1000A User GuideDocument8 pagesCadet 4F1000A User Guidez3ngineerNo ratings yet
- Barrel Temperature Profiles For Barrier Type Screw: (The "Hump Back" Temperature Profile)Document3 pagesBarrel Temperature Profiles For Barrier Type Screw: (The "Hump Back" Temperature Profile)Antonius PrakosaNo ratings yet
- Flowline 2 Manual 2020Document17 pagesFlowline 2 Manual 2020Mahmoud OmarNo ratings yet
- Air Conditioning Euroline Service Manual TH AE64AC AH ACLDocument21 pagesAir Conditioning Euroline Service Manual TH AE64AC AH ACLmdquangNo ratings yet
- SIC 90 User ManualDocument24 pagesSIC 90 User ManualShini SebastianNo ratings yet
- Manual BKZG ENGDocument10 pagesManual BKZG ENGAdelina BrandusaNo ratings yet
- AnchorDocument2 pagesAnchoramokhtaNo ratings yet
- Falk Couplings Installation and Removal ManualDocument6 pagesFalk Couplings Installation and Removal ManualBrad BorgesNo ratings yet
- Immersion Wells and Compression Fittings: For Temperature ControllersDocument16 pagesImmersion Wells and Compression Fittings: For Temperature ControllersShoaib-Ur -RehmanNo ratings yet
- Air Conditioning Sanyo Service Manual SAP FR99E FTR129EDocument28 pagesAir Conditioning Sanyo Service Manual SAP FR99E FTR129EmdquangNo ratings yet
- TH AS52ALDocument31 pagesTH AS52ALJack BilyNo ratings yet
- Closedsysteminstallation: The Closed SystemDocument10 pagesClosedsysteminstallation: The Closed SystemAnastasios ChristoforidisNo ratings yet
- Plate & Frame / Shell & Tube Heat Exchangers Fact ManualDocument24 pagesPlate & Frame / Shell & Tube Heat Exchangers Fact ManualHolayilNo ratings yet
- Strainers Crane FS IOM 0221Document8 pagesStrainers Crane FS IOM 0221TripleOffsetNo ratings yet
- r1 UPP Electrofusion InstructDocument12 pagesr1 UPP Electrofusion InstructNainah LalaNo ratings yet
- Important Safety Instructions: Installation Instructions For Freestanding Electric RangeDocument8 pagesImportant Safety Instructions: Installation Instructions For Freestanding Electric RangeJohn DoeNo ratings yet
- INS3000ENG Bondstrand 3000 Series Installation InstructionsDocument8 pagesINS3000ENG Bondstrand 3000 Series Installation InstructionsFirasNo ratings yet
- Ultimaker 2+ - Repair Manual - Hot End IsolatorDocument11 pagesUltimaker 2+ - Repair Manual - Hot End Isolatormiruna apostolNo ratings yet
- Across STF Tube Furnace ManualDocument33 pagesAcross STF Tube Furnace Manualys710924No ratings yet
- Sanyo - SPW W366 606HH58Document38 pagesSanyo - SPW W366 606HH58GI CalbuthNo ratings yet
- Thermoweld: The Contractors ChoiceDocument2 pagesThermoweld: The Contractors ChoiceasssasasNo ratings yet
- 036 Cs Installation ManualDocument16 pages036 Cs Installation ManualMarlou RabinaNo ratings yet
- Electric Underfloor: Heating Made EasyDocument19 pagesElectric Underfloor: Heating Made EasyLucian CiudinNo ratings yet
- Split Type Room AirconDocument15 pagesSplit Type Room AirconjrNo ratings yet
- 08-INSTALLATION - (C) StrainersDocument4 pages08-INSTALLATION - (C) StrainersModassir ZaheenNo ratings yet
- How To Use This Manual: All Types (Page 1 of 6)Document6 pagesHow To Use This Manual: All Types (Page 1 of 6)dparoNo ratings yet
- TE Raychem HVBT Tape - Instalation InstructionsDocument16 pagesTE Raychem HVBT Tape - Instalation Instructionsnathan.schmittouNo ratings yet
- Spray Tech Systems, Inc. Powder Cure Oven Installation ManualDocument46 pagesSpray Tech Systems, Inc. Powder Cure Oven Installation ManualDaniel Saldaña ANo ratings yet
- Ai Boiler: Installing The Heating Element: AmerecDocument2 pagesAi Boiler: Installing The Heating Element: Amerecأبو نبيل سلامNo ratings yet
- 3D Curing Box Manual enDocument4 pages3D Curing Box Manual enRyan Ardi PradanaNo ratings yet
- Electrofusion Jointing ProceduresDocument12 pagesElectrofusion Jointing ProcedureslfpachecoNo ratings yet
- Air Conditioning Euroline Service Manual TH AW52 - 64ALDocument47 pagesAir Conditioning Euroline Service Manual TH AW52 - 64ALmdquangNo ratings yet
- Buttfusion OperationDocument8 pagesButtfusion OperationIan lawrenz LeeNo ratings yet
- Proceso de Soldadura PVC George FisherDocument10 pagesProceso de Soldadura PVC George FisherMarco Antonio Hernandez MotaNo ratings yet
- Extrusion 180709144910 PDFDocument78 pagesExtrusion 180709144910 PDFkathiravanpr_6744097No ratings yet
- Ariston Oven ManualDocument16 pagesAriston Oven ManualJoanne JoanneNo ratings yet
- Extruder SDocument28 pagesExtruder SKamran AliNo ratings yet
- DuPont Hot Runner ManualDocument6 pagesDuPont Hot Runner ManualelkajjalNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- Operating Instructions ERHARD NON SLAM Nozzle Check ValveDocument6 pagesOperating Instructions ERHARD NON SLAM Nozzle Check ValveAnand KPNo ratings yet
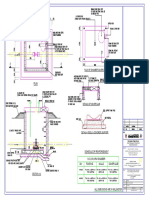
- G.V & AIR VALVE-ModelDocument1 pageG.V & AIR VALVE-ModelAnand KPNo ratings yet
- Continuous 2055 Ekw: Gas Generator SetDocument4 pagesContinuous 2055 Ekw: Gas Generator SetAnand KPNo ratings yet
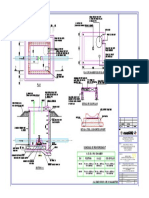
- G.V & AIR VALVE-ModelDocument1 pageG.V & AIR VALVE-ModelAnand KP100% (1)
- Pro Welding 2019 EN-WEBSCDocument20 pagesPro Welding 2019 EN-WEBSCAnand KPNo ratings yet
- Specification PVDF High Purity CPDocument7 pagesSpecification PVDF High Purity CPAnand KPNo ratings yet
- W10-PALOVCAK Pipe Welding Techniques PVDFDocument20 pagesW10-PALOVCAK Pipe Welding Techniques PVDFAnand KPNo ratings yet
- Saddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingDocument13 pagesSaddle-Fusion-Mcelroy Guidelines For PE Pipe Butt Fusion WeldingAnand KPNo ratings yet
- AGRU - Semifinished - Brochure - 2017-06-12Document16 pagesAGRU - Semifinished - Brochure - 2017-06-12Anand KPNo ratings yet
- Diabetes Undone - Workbook and JournalDocument168 pagesDiabetes Undone - Workbook and JournalAnand KP100% (2)
- Compressed Air Basics - 1Document23 pagesCompressed Air Basics - 1Anand KPNo ratings yet
- Coloring Page - David and AbigailDocument2 pagesColoring Page - David and AbigailAnand KP100% (3)
- Thermal Model of A HouseDocument5 pagesThermal Model of A HouseMoje ImeNo ratings yet
- Principles of Solar Engineering - Yogi GoswamiDocument790 pagesPrinciples of Solar Engineering - Yogi GoswamiEdgar Valencia100% (3)
- Mitsubishi Electric M and P Catalog Spring 2020Document172 pagesMitsubishi Electric M and P Catalog Spring 2020John AristaNo ratings yet
- Cyber Physical Systems Improving BuildinDocument25 pagesCyber Physical Systems Improving BuildinPierpaolo VergatiNo ratings yet
- Heat Loss CalculationsDocument11 pagesHeat Loss CalculationsJoão Pedro MonferdiniNo ratings yet
- LGU-Santa Maria CC2021Document35 pagesLGU-Santa Maria CC2021Alyssa Marie MartinezNo ratings yet
- Isuzu Workshop Manual 2008-2009my N Series Heating, Ventilation and Air ConditioningDocument156 pagesIsuzu Workshop Manual 2008-2009my N Series Heating, Ventilation and Air ConditioningToan0% (1)
- Ceilcote 505 Coroline+ds+engDocument4 pagesCeilcote 505 Coroline+ds+englivefreakNo ratings yet
- 28de3634 Fe82 4e3f 9d5e F873dfae2526 Installationinstructions Cba25uh 1908bDocument21 pages28de3634 Fe82 4e3f 9d5e F873dfae2526 Installationinstructions Cba25uh 1908bCTHNo ratings yet
- Ecolibrium: The Classic PitfallsDocument7 pagesEcolibrium: The Classic Pitfallspeter phillipsNo ratings yet
- HVAC Tender BOQ 24.12.17Document22 pagesHVAC Tender BOQ 24.12.17yohannes haileNo ratings yet
- SI - AC Compressor Electronic Control Valve (ECV) Checking ProcedureDocument4 pagesSI - AC Compressor Electronic Control Valve (ECV) Checking Procedurepalpooja077No ratings yet
- Technical Documentation - Regulation (EU) N. 2281 - 2016 - NECS 1314 - 3218 SEERDocument59 pagesTechnical Documentation - Regulation (EU) N. 2281 - 2016 - NECS 1314 - 3218 SEERAlexandru GNo ratings yet
- InDocument6 pagesInakhilgupta79No ratings yet
- A Ele Spe 800 30021 0Document29 pagesA Ele Spe 800 30021 0ZaidiNo ratings yet
- DBW 2010 DBW 2016: Water Heaters Workshop ManualDocument78 pagesDBW 2010 DBW 2016: Water Heaters Workshop ManualAndzej LazovskijNo ratings yet
- Land Rover 2010 06 Defender My07 Workshop Manual CompleteDocument20 pagesLand Rover 2010 06 Defender My07 Workshop Manual Completethomas100% (48)
- Company ProfileDocument41 pagesCompany Profileyusuf mohd sallehNo ratings yet
- A Seminar Report: Liquid Cooling TechnologyDocument6 pagesA Seminar Report: Liquid Cooling TechnologyvikkinikkiNo ratings yet
- Lecture 1 (Refrigeration Engineering)Document19 pagesLecture 1 (Refrigeration Engineering)Aldwin DuroNo ratings yet
- Optimizing Cooling Layouts For The Data Center TranscriptDocument21 pagesOptimizing Cooling Layouts For The Data Center TranscriptJean Constantin Eko Medjo0% (1)
- A Technical Report On Students Industrial Work Experience Scheme SiwesDocument42 pagesA Technical Report On Students Industrial Work Experience Scheme SiwesRichard Banks100% (1)
- READY-TO-EAT PremixesDocument34 pagesREADY-TO-EAT PremixesSagar BadnakheNo ratings yet
- Circulation PumpDocument134 pagesCirculation Pumpsushant moreyNo ratings yet
- Porus Laboratories PVT LTD Case: 1 - Design Case Case:2-As Per Porus RequirementDocument1 pagePorus Laboratories PVT LTD Case: 1 - Design Case Case:2-As Per Porus RequirementManoj BNo ratings yet
- Problem Set 6Document3 pagesProblem Set 6naveenbabu19No ratings yet