Download as doc, pdf, or txt
You might also like
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- API 510 Questions June 02 2004 1Document10 pagesAPI 510 Questions June 02 2004 1Ariq FauzanNo ratings yet
- 510 E10 Addendum1Document1 page510 E10 Addendum1Gonzalo TelleríaNo ratings yet
- Asme PCCDocument6 pagesAsme PCCajaysharma_1009100% (2)
- QuantEconlectures Python3Document1,362 pagesQuantEconlectures Python3Cristian F. SanabriaNo ratings yet
- Vessel Pressure TestingDocument3 pagesVessel Pressure TestingYetkin ErdoğanNo ratings yet
- Pressure Vessel Inspection ProcedureDocument16 pagesPressure Vessel Inspection Procedurejabir ahmad anarwala100% (1)
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolNo ratings yet
- Mechanical Boiler Inspection ReportDocument1 pageMechanical Boiler Inspection ReportAfzal pathanNo ratings yet
- TDC 1150Document3 pagesTDC 1150shazanNo ratings yet
- API 570 - Mockup CB - Paper 2Document16 pagesAPI 570 - Mockup CB - Paper 2Shanawas Abdul Razak100% (1)
- ASME Pressure and Leak TestingDocument4 pagesASME Pressure and Leak TestingBohdan100% (1)
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Flange Weld Build UpDocument2 pagesFlange Weld Build UpMohd Shafuaaz KassimNo ratings yet
- UG-100 Pneumatic TestDocument2 pagesUG-100 Pneumatic TestInaamNo ratings yet
- Pickling Procedure 20 - 08Document2 pagesPickling Procedure 20 - 08Siriepathi SeetharamanNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Heat Exchanger InspectionDocument15 pagesHeat Exchanger InspectionroyNo ratings yet
- Jotamastic 87: Technical Data Sheet Application GuideDocument10 pagesJotamastic 87: Technical Data Sheet Application GuideMina RemonNo ratings yet
- Pressure Vessel - Columns - AnimateDocument16 pagesPressure Vessel - Columns - AnimateSamir ChaudharyNo ratings yet
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- Inservice Inspection Checklist: Boiler Inspection Steam BoilersDocument1 pageInservice Inspection Checklist: Boiler Inspection Steam BoilersAhmadNawaz2No ratings yet
- API 598 Testing Procedure-20130720-032647Document2 pagesAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- API 570 Piping Inspector HANDALDocument2 pagesAPI 570 Piping Inspector HANDALBidari MediNo ratings yet
- Agenda Item: 650-2024: Coating Prior To Hydrostatic TestingDocument4 pagesAgenda Item: 650-2024: Coating Prior To Hydrostatic Testinggigiphi1No ratings yet
- Examination Procedures For Vacuum TestDocument9 pagesExamination Procedures For Vacuum TestOsilonya HenryNo ratings yet
- CPI Steam Heated BoilerDocument4 pagesCPI Steam Heated BoilerGTpianomanNo ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Highlights-ASME Guides Preheat-PWHT-VIII PDFDocument5 pagesHighlights-ASME Guides Preheat-PWHT-VIII PDFEr Manish JadaunNo ratings yet
- ch4 - API 574 PDFDocument6 pagesch4 - API 574 PDFRAMADOSSNo ratings yet
- API 570 Piping InspectorDocument2 pagesAPI 570 Piping InspectorRinto AgustinoNo ratings yet
- Code Sec.: PD C Se P Y C D Set Xcrxyrs C DDocument1 pageCode Sec.: PD C Se P Y C D Set Xcrxyrs C DsubhaNo ratings yet
- API - 650 Check List Tank InspectionDocument5 pagesAPI - 650 Check List Tank InspectionMijanur RahmanNo ratings yet
- Open Book Testing - API 653Document9 pagesOpen Book Testing - API 653EdisonCorderoNo ratings yet
- Deviations During PWHT and ResponseDocument2 pagesDeviations During PWHT and ResponseEIL NDT100% (1)
- PQR Run SheetDocument2 pagesPQR Run SheetHARDIK PATELNo ratings yet
- 6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019Document4 pages6 Inspection Report - LP Heater 7 - PMT 4004 - MIOV 2019zaihasrenNo ratings yet
- API 510 Petrosync Course PDFDocument301 pagesAPI 510 Petrosync Course PDFAkramKassis100% (1)
- API 650 12th Edition 2013 - NDT RequirementDocument1 pageAPI 650 12th Edition 2013 - NDT Requirementfarjadulhaq100% (2)
- Repair Welding of Pressure Vessels With TemperDocument10 pagesRepair Welding of Pressure Vessels With Tempersarath6725No ratings yet
- PTFEDocument1 pagePTFEIkhsan LyNo ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- SEIP For 089-WHB-001: Claus Waste Heat BoilerDocument6 pagesSEIP For 089-WHB-001: Claus Waste Heat BoilerThinh NguyenNo ratings yet
- Ansi-Aws A5 - 18-93Document37 pagesAnsi-Aws A5 - 18-93skrkulachiNo ratings yet
- HTR900 Inspection, Maintenance, and TestingDocument27 pagesHTR900 Inspection, Maintenance, and TestingVicente Regulez FernandezNo ratings yet
- Hydrostatic Test ProcedureDocument7 pagesHydrostatic Test Procedurelaleye_olumideNo ratings yet
- Introduction To API 571Document13 pagesIntroduction To API 571M. Nasikhun Wahidin100% (1)
- VT Report PipingDocument1 pageVT Report PipingAhmed Men3emNo ratings yet
- 14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFDocument11 pages14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFVladimir Rodriguez LeonNo ratings yet
- Boiler & Pressure Vessel Inspection Report PDFDocument1 pageBoiler & Pressure Vessel Inspection Report PDFEslam KhamisNo ratings yet
- Tank Maintenance ITPDocument24 pagesTank Maintenance ITPthomas varugheseNo ratings yet
- API-570 SAMPLE Closed Book ExamDocument12 pagesAPI-570 SAMPLE Closed Book ExamuttamNo ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Report No. TA-V-1456Document2 pagesReport No. TA-V-1456u04ajf3No ratings yet
- ASME V (2017) 139 Table T-421Document2 pagesASME V (2017) 139 Table T-421Rupam Baruah100% (1)
- API 570 Daily ExamDocument3 pagesAPI 570 Daily Examalouis100% (1)
- Astm 20M PDFDocument33 pagesAstm 20M PDFDee DeeNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Vessel Pressure TestingDocument3 pagesVessel Pressure Testingalokbdas100% (1)
- Vessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyDocument4 pagesVessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyvirajNo ratings yet
- Vessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyDocument4 pagesVessel Hydrotesting / Pressure Testing: ASME Training Course I4I AcademyvirajNo ratings yet
- Hydro Testing Pressure VesselDocument5 pagesHydro Testing Pressure VesselAkansha Sharma100% (1)
- Piping Hydrotest ProcedureDocument9 pagesPiping Hydrotest Procedurewendypost73100% (1)
- Hyatt Regency, Johorbahru, 30-31 October 1998Document6 pagesHyatt Regency, Johorbahru, 30-31 October 1998Ariq FauzanNo ratings yet
- API 653 Exam 2 ClosedDocument5 pagesAPI 653 Exam 2 ClosedAriq FauzanNo ratings yet
- Probe Eddyfi (PEC-089-G2-H05S SN.2106208)Document4 pagesProbe Eddyfi (PEC-089-G2-H05S SN.2106208)Ariq FauzanNo ratings yet
- Manual Book Hardness TesterDocument13 pagesManual Book Hardness TesterAriq FauzanNo ratings yet
- Pressure Vessel DefinitionDocument2 pagesPressure Vessel DefinitionAriq FauzanNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestAriq FauzanNo ratings yet
- ASME Impact Test RequirementDocument5 pagesASME Impact Test RequirementAriq FauzanNo ratings yet
- Pressure Vessel HandbookDocument2 pagesPressure Vessel HandbookAriq FauzanNo ratings yet
- Pressure Vessel HeadsDocument2 pagesPressure Vessel HeadsAriq FauzanNo ratings yet
- Microtek Ups Sebz 1100Document6 pagesMicrotek Ups Sebz 1100alaa al dineNo ratings yet
- Is 210-1993Document12 pagesIs 210-1993Amal SamantaNo ratings yet
- Storage Chart Freeze ItDocument1 pageStorage Chart Freeze ItKimbre BellhouseNo ratings yet
- Development and Testing of Sugarcane Juice Extractor: Agidi GbaboDocument5 pagesDevelopment and Testing of Sugarcane Juice Extractor: Agidi Gbabomekanic24100% (1)
- Jurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEDocument10 pagesJurnal 2001 - Textural Analysis of FatReduced Vanilla-AIMEMuhamad RizalNo ratings yet
- Raptor Techn RevCA 704010EN WebDocument194 pagesRaptor Techn RevCA 704010EN WebFranciscoNo ratings yet
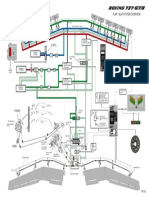
- B737NG - 27 50 A3 01 PDFDocument1 pageB737NG - 27 50 A3 01 PDFMuhammed MudassirNo ratings yet
- TANCET Basic Engineering Maths 2013Document9 pagesTANCET Basic Engineering Maths 2013G. RajeshNo ratings yet
- Ultra Power Acb User ManualDocument138 pagesUltra Power Acb User ManualRaj KumarNo ratings yet
- Firefly 8.2.0 Keyword List: Firefly - Input - Rev002 PDFDocument192 pagesFirefly 8.2.0 Keyword List: Firefly - Input - Rev002 PDFSiddheshwar Chopra100% (1)
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama Putrachink07No ratings yet
- Flow Switches: Series VH... / VK..Document20 pagesFlow Switches: Series VH... / VK..eaglego00No ratings yet
- Truck Unloading Station111Document4 pagesTruck Unloading Station111ekrem0867No ratings yet
- 고압세척기 메뉴얼Document51 pages고압세척기 메뉴얼박일호No ratings yet
- Vessel Team Vessel Name Update Status WM SulawesiDocument6 pagesVessel Team Vessel Name Update Status WM SulawesiKomang DeliNo ratings yet
- Pompa Sirkulasi AP 156,3 LPM @60mDocument3 pagesPompa Sirkulasi AP 156,3 LPM @60mAndreas B KresnawanNo ratings yet
- Ecv 203Document2 pagesEcv 203Civil EngineeringNo ratings yet
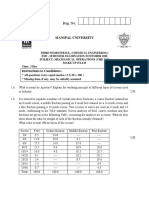
- Mechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Document3 pagesMechanical Operations (CHE-205) (Makeup) (EngineeringDuniya - Com)Cester Avila Ducusin100% (1)
- Solar Brochure February 2023Document24 pagesSolar Brochure February 2023prakistaoNo ratings yet
- cs408 Finalterm Solved Mcqs With Reference PDFDocument18 pagescs408 Finalterm Solved Mcqs With Reference PDFMuzammil Siddique100% (1)
- Pajero Catalogue2Document13 pagesPajero Catalogue2almirb7100% (1)
- 6060 Tank Pumps Drive ControllerDocument25 pages6060 Tank Pumps Drive ControllerEdison Pfoccori BarrionuevoNo ratings yet
- LEDocument13 pagesLErahul rNo ratings yet
- Miyano Evolution Line: CNC Turning Center With 2 Spindles, 2 Turrets and 1 Y-Axis SlideDocument8 pagesMiyano Evolution Line: CNC Turning Center With 2 Spindles, 2 Turrets and 1 Y-Axis SlidealdiNo ratings yet
- Pile Length CalculationDocument3 pagesPile Length CalculationCivilax.comNo ratings yet
- H 99 Sec 8 D 1 App 1Document9 pagesH 99 Sec 8 D 1 App 1Benjamin Enmanuel Mango DNo ratings yet
- HDFC ERGO General Insurance Company Limited: Policy No. 2312 1005 0512 8700 000Document3 pagesHDFC ERGO General Insurance Company Limited: Policy No. 2312 1005 0512 8700 000rajkumargiritekarNo ratings yet
- Research Paper On Building MaterialsDocument7 pagesResearch Paper On Building Materialsafnknlsjcpanrs100% (1)
- Bearing Capacity & Mobilisasi Unit PC3400 & HD1500 JB FixsDocument51 pagesBearing Capacity & Mobilisasi Unit PC3400 & HD1500 JB FixsLaundry ShicleanNo ratings yet