Download as pdf or txt
You might also like
- Design of Pre Stressed Concrete ELEMENTS-15CV82: Department of Civil EngineeringDocument121 pagesDesign of Pre Stressed Concrete ELEMENTS-15CV82: Department of Civil EngineeringViji NpNo ratings yet
- Hydrogen Embrittlement and Corrosion Fatigue of Corroded Bridge Wires - Nakamura, S., & Suzumura, K. (2009)Document9 pagesHydrogen Embrittlement and Corrosion Fatigue of Corroded Bridge Wires - Nakamura, S., & Suzumura, K. (2009)KY Peng100% (1)
- User'S Manual: Mitsubishi Heavy Industries Ltd. Packaged Air ConditionerDocument12 pagesUser'S Manual: Mitsubishi Heavy Industries Ltd. Packaged Air ConditionerPaing Phyo Ko50% (2)
- Flux Cored Wires (Elga) PDFDocument15 pagesFlux Cored Wires (Elga) PDFVladan TimotijevicNo ratings yet
- Bolted ConnectionsDocument9 pagesBolted ConnectionsClaudioDuarte100% (1)
- 4 Rte 4 ErtDocument5 pages4 Rte 4 Ertshivam yadavNo ratings yet
- Crane Rail Welding 978Document3 pagesCrane Rail Welding 978Jurie_sk3608No ratings yet
- Stick: Arc WeldingDocument4 pagesStick: Arc WeldingmohitshuklamarsNo ratings yet
- Department of Technology (Civil) : Prestress LabDocument5 pagesDepartment of Technology (Civil) : Prestress LabUmer IjazNo ratings yet
- Prestressed Concrete ProblemDocument9 pagesPrestressed Concrete ProblemPrantik Adhar SamantaNo ratings yet
- Corrosion EffectDocument3 pagesCorrosion Effectsamuel sanchezNo ratings yet
- Lecture 7 & 8: Submerged Arc WeldingDocument4 pagesLecture 7 & 8: Submerged Arc Weldingরিপন মন্ডলNo ratings yet
- Wires FinalDocument120 pagesWires FinalarshabharataNo ratings yet
- Braze WeldingDocument2 pagesBraze Weldingkevin herryNo ratings yet
- Beton IIIDocument25 pagesBeton IIIChrist Allienz D'skeithNo ratings yet
- PSCDocument59 pagesPSCYaswanthGorantlaNo ratings yet
- About Welding Process 14Document1 pageAbout Welding Process 14XerexNo ratings yet
- 1.1 Submerged Arc Welding: Fig. 1.1 SAW Setup DiagramDocument54 pages1.1 Submerged Arc Welding: Fig. 1.1 SAW Setup DiagramMayank Girdhar So CoolNo ratings yet
- AISI tn-d100-13Document4 pagesAISI tn-d100-13Edison BecerraNo ratings yet
- 1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryDocument17 pages1a. Common Welding Methods and Weld Defects in Shipbuilding IndustryMohit GodiaNo ratings yet
- Resistance Seam WeldingDocument7 pagesResistance Seam WeldingaashulhedaNo ratings yet
- Shielded Metal Arc WeldingDocument8 pagesShielded Metal Arc WeldingberhaneNo ratings yet
- The Importance of Shipboard Welding in Preserving TrimDocument34 pagesThe Importance of Shipboard Welding in Preserving TrimJhudiel Carlo AndoyNo ratings yet
- Austenitic Stainless Steel Grounding Sys PDFDocument16 pagesAustenitic Stainless Steel Grounding Sys PDFbandito6411No ratings yet
- Austenitic Stainless Steel Grounding Sys PDFDocument16 pagesAustenitic Stainless Steel Grounding Sys PDFPratikNo ratings yet
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDocument15 pagesMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiNo ratings yet
- GalvInfoNote 3-6Document6 pagesGalvInfoNote 3-6Vasudev BhanajiNo ratings yet
- Experiment 1Document16 pagesExperiment 1samayNo ratings yet
- 7.1 Conventional Approaches To Design Against Brittle FractureDocument7 pages7.1 Conventional Approaches To Design Against Brittle FracturemjinspectorNo ratings yet
- Zhou 1999 - Welding of Al AlloysDocument6 pagesZhou 1999 - Welding of Al AlloyschabocohueNo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezNo ratings yet
- Prevent Galvanic CorrosionDocument3 pagesPrevent Galvanic CorrosionGy LiawNo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish ANo ratings yet
- SMAW ModuleDocument15 pagesSMAW Modulebarry bonzoNo ratings yet
- Outokumpu Corrosion Management News Acom 1and2 Edition 2002Document24 pagesOutokumpu Corrosion Management News Acom 1and2 Edition 2002turboconchNo ratings yet
- Spot WeldingDocument8 pagesSpot Weldingtoyota952No ratings yet
- SMAWDocument7 pagesSMAWMaulikNo ratings yet
- Anchoring of Monolithic Refractories - UkDocument9 pagesAnchoring of Monolithic Refractories - Ukantoniorossini100% (1)
- Welding Consumables Part 4Document3 pagesWelding Consumables Part 4JlkKumarNo ratings yet
- CompositeDocument37 pagesCompositeSushanta Kumar RoyNo ratings yet
- Massive AnodeDocument6 pagesMassive AnodeusamaanfieldNo ratings yet
- Welding Steel and TankDocument39 pagesWelding Steel and Tankprasanth bhadranNo ratings yet
- 50% Break LoadDocument2 pages50% Break LoadOleksandr ChernovNo ratings yet
- When A Refractory Failure Isn't - Some Anchor IssuesDocument8 pagesWhen A Refractory Failure Isn't - Some Anchor IssuesBerkan FidanNo ratings yet
- Metal Core WireDocument30 pagesMetal Core WireHuỳnh TrươngNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- Welding NPTEL Lecturers - Part4Document30 pagesWelding NPTEL Lecturers - Part4Sai ChaithanyaNo ratings yet
- Tendon SlideDocument32 pagesTendon SlideMuhammad Faiz bin Ahmad ShafiNo ratings yet
- CFA Guidance Note - Fixings and CorrosionDocument4 pagesCFA Guidance Note - Fixings and CorrosionkanekuenenNo ratings yet
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDocument5 pages6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiNo ratings yet
- 08 MetallizationDocument25 pages08 Metallizationrojas mdangaNo ratings yet
- E - Weldone Letter Opt A14Document1 pageE - Weldone Letter Opt A14VikasShelkeNo ratings yet
- Welding DefectsDocument27 pagesWelding DefectsrobinfanshaweNo ratings yet
- A Welding Lectures 3-3Document2 pagesA Welding Lectures 3-3hayder1920No ratings yet
- Creating High Quality Stick WeldsDocument2 pagesCreating High Quality Stick WeldsMaria MantillaNo ratings yet
- In ProDocument1 pageIn ProjosNo ratings yet
- 00 Preventing Corrosion in AluminumDocument1 page00 Preventing Corrosion in AluminumReylourd PunzalNo ratings yet
- Commentary On Highly Restrained Welded ConnectionsDocument13 pagesCommentary On Highly Restrained Welded ConnectionstrabajosicNo ratings yet
- Galling InformationDocument3 pagesGalling Informationvp989No ratings yet
- Fasteners For PlywoodDocument11 pagesFasteners For PlywoodfordesignNo ratings yet
- Of Journal Welding: 171 Cast SteelDocument1 pageOf Journal Welding: 171 Cast SteeljosNo ratings yet
- Guillet,, - . - , - ,, - Alloys Iron - Mineral: Steel P 194 and P 1895 The Uses Manganese 424 426Document1 pageGuillet,, - . - , - ,, - Alloys Iron - Mineral: Steel P 194 and P 1895 The Uses Manganese 424 426josNo ratings yet
- MDP 39015079943414 25 1657038408Document1 pageMDP 39015079943414 25 1657038408josNo ratings yet
- Jay - Manufacturing - , ,, - High Of, - Rolls JournalDocument1 pageJay - Manufacturing - , ,, - High Of, - Rolls JournaljosNo ratings yet
- Harry .:, - ., - , - . Of,, - Prop Mild EdDocument1 pageHarry .:, - ., - , - . Of,, - Prop Mild EdjosNo ratings yet
- Of Of, .:, - . of Civil, - , - , - . Larry Made - . Age, - , - , - ,, Larry - . - in Foundry - Was - . TreatDocument1 pageOf Of, .:, - . of Civil, - , - , - . Larry Made - . Age, - , - , - ,, Larry - . - in Foundry - Was - . TreatjosNo ratings yet
- Welding, - , .) of - Armor Matter (Age 61 - , - ., - . Journal of Iron, - , .Document1 pageWelding, - , .) of - Armor Matter (Age 61 - , - ., - . Journal of Iron, - , .josNo ratings yet
- It But Trivial - That: Its Encouragement To The of ThisDocument1 pageIt But Trivial - That: Its Encouragement To The of ThisjosNo ratings yet
- I, I - I Of, Not, - IDocument1 pageI, I - I Of, Not, - IjosNo ratings yet
- Preface: Carnegie Library 1927Document1 pagePreface: Carnegie Library 1927josNo ratings yet
- Design Multistory Buildings: Be Applied or More May at The Rate No Reduction As DeterminedDocument1 pageDesign Multistory Buildings: Be Applied or More May at The Rate No Reduction As DeterminedjosNo ratings yet
- Floor and Stair Design For: Multistory BuildingsDocument1 pageFloor and Stair Design For: Multistory BuildingsjosNo ratings yet
- Gravity Loads Multistory BuildingsDocument1 pageGravity Loads Multistory BuildingsjosNo ratings yet
- Without Engineer) Without (In - , .Document1 pageWithout Engineer) Without (In - , .josNo ratings yet
- Design Multistory Buildings: Is InvolvedDocument1 pageDesign Multistory Buildings: Is InvolvedjosNo ratings yet
- AND Multistory Buildings: Floor Stair DesignDocument1 pageAND Multistory Buildings: Floor Stair DesignjosNo ratings yet
- Design Multistory Buildings Maxi - of It of - , ConDocument1 pageDesign Multistory Buildings Maxi - of It of - , ConjosNo ratings yet
- Multistory Buildings: All WidthDocument1 pageMultistory Buildings: All WidthjosNo ratings yet
- Sesse: Multistory Buildings Concrete Joist ofDocument1 pageSesse: Multistory Buildings Concrete Joist ofjosNo ratings yet
- Multistory Buildings Will: For That PartitionDocument1 pageMultistory Buildings Will: For That PartitionjosNo ratings yet
- Multistory Buildings ofDocument1 pageMultistory Buildings ofjosNo ratings yet
- Multistory BuildingsDocument1 pageMultistory BuildingsjosNo ratings yet
- Design Multistory Buildings: Floor and Stair FOR Is C13 X EqDocument1 pageDesign Multistory Buildings: Floor and Stair FOR Is C13 X EqjosNo ratings yet
- Design Multistory Buildings: (ExceptDocument1 pageDesign Multistory Buildings: (ExceptjosNo ratings yet
- And Stair Multistory Buildings: Floor DesignDocument1 pageAnd Stair Multistory Buildings: Floor DesignjosNo ratings yet
- Design Multistory Buildings Of: 84 Floor and Stair Joist NeutralDocument1 pageDesign Multistory Buildings Of: 84 Floor and Stair Joist NeutraljosNo ratings yet
- Design Multistory Buildings - It: Floor and Stair Example ForDocument1 pageDesign Multistory Buildings - It: Floor and Stair Example ForjosNo ratings yet
- Used Footnotes: of TheDocument1 pageUsed Footnotes: of ThejosNo ratings yet
- Preface: of The Existing of The MonumentsDocument1 pagePreface: of The Existing of The MonumentsjosNo ratings yet
- VI Viii: List Illustrations PlatesDocument1 pageVI Viii: List Illustrations PlatesjosNo ratings yet
- Experiment 7 PDFDocument3 pagesExperiment 7 PDFdarshanNo ratings yet
- Nozzle: COURSE OUTCOME #5: Explain Operating Principles For Common Flow Measuring TOPICS: NozzlesDocument6 pagesNozzle: COURSE OUTCOME #5: Explain Operating Principles For Common Flow Measuring TOPICS: NozzlesNikka Briones DomingoNo ratings yet
- Bearing Capacity and TheoriesDocument12 pagesBearing Capacity and TheoriesSheffy AbrahamNo ratings yet
- Motions Class-IX (Physics) Solved Test Paper - 01Document4 pagesMotions Class-IX (Physics) Solved Test Paper - 01anshika tembhareNo ratings yet
- Model SADP: Instruction ManualDocument24 pagesModel SADP: Instruction ManualMiguelNo ratings yet
- Erosional Velocity Limitations For Oil and Gas Wells - Extracted From Neotec Wellflow ManualDocument7 pagesErosional Velocity Limitations For Oil and Gas Wells - Extracted From Neotec Wellflow ManualAllan Troy Salazar100% (3)
- Expert Review of Cadia Tailings - Appendix D - 1Document461 pagesExpert Review of Cadia Tailings - Appendix D - 1Ivan BenitesNo ratings yet
- G09 Keyword - FreqDocument10 pagesG09 Keyword - FreqrajksdNo ratings yet
- Member Design For Combined StressesDocument7 pagesMember Design For Combined StressesNyu123456100% (1)
- Chemical Kinetic Data Base For Combustion Chemistry. Part I. Methane and ReDocument192 pagesChemical Kinetic Data Base For Combustion Chemistry. Part I. Methane and ReMuhammad AtharNo ratings yet
- Mechanical Measurements: Course Code:13ME1125 L TPC 4 0 0 3Document3 pagesMechanical Measurements: Course Code:13ME1125 L TPC 4 0 0 3Kumar KumarNo ratings yet
- 5th Notes SST Revised FormatDocument5 pages5th Notes SST Revised FormatManzoor AlamNo ratings yet
- Sikadur 752Document2 pagesSikadur 752widayat81100% (1)
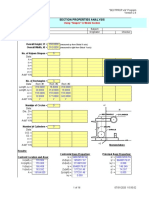
- Section CapcityDocument16 pagesSection CapcityAnanthakrishna NageshNo ratings yet
- LS 400-400 S1NL1 5506: Technical DataDocument3 pagesLS 400-400 S1NL1 5506: Technical DataDerkung BenowatNo ratings yet
- 1.0 Test Report of Reaction Mass Step-03 For Thermal Stability PDFDocument3 pages1.0 Test Report of Reaction Mass Step-03 For Thermal Stability PDFPrathmesh GujaratiNo ratings yet
- Ncert ch14 Physics Class 11Document27 pagesNcert ch14 Physics Class 11Karan Mangla100% (1)
- Extrinsic and Intrinsic SemiconductorDocument10 pagesExtrinsic and Intrinsic Semiconductorryan ong0% (1)
- Settlement Analysis (Two Way Drainage)Document5 pagesSettlement Analysis (Two Way Drainage)Tanmoy DasNo ratings yet
- 399 HKD 01 PDFDocument4 pages399 HKD 01 PDFBebo HamzaNo ratings yet
- IPC2022 87142 Key Considerations For Elastic Finite Element ModDocument17 pagesIPC2022 87142 Key Considerations For Elastic Finite Element ModOswaldo MontenegroNo ratings yet
- Dynamic Analysis of Pile Foundations Bem-Fem ModelDocument14 pagesDynamic Analysis of Pile Foundations Bem-Fem ModelShravan KumarNo ratings yet
- BJTC 2023 Construction Technology - Concrete WorkDocument25 pagesBJTC 2023 Construction Technology - Concrete WorkHermioneNo ratings yet
- Wave OpticsDocument76 pagesWave OpticsPratyusha SharmaNo ratings yet
- Uee Imp QuestionsDocument3 pagesUee Imp Questionsnarendra kumarNo ratings yet
- Air Pollution Meteorology: Selami DEMİRDocument44 pagesAir Pollution Meteorology: Selami DEMİRDurga PrasadNo ratings yet