Download as xlsx, pdf, or txt
You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Welding Procedure Specification FormatDocument3 pagesWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- Request For Welding Procedure ApprovalDocument13 pagesRequest For Welding Procedure ApprovalecsuperalNo ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- WPS & PQRDocument7 pagesWPS & PQRRanjan KumarNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocument10 pagesWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Toaz - Info Wps PQR Saw PRDocument6 pagesToaz - Info Wps PQR Saw PRMustafaNo ratings yet
- Rep PQR 02Document3 pagesRep PQR 02shaniraj BirajdarNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- A-Mtl-Pro-730-38931 Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- A-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessDocument4 pagesA-Mtl-Pro-730-38931 Rev A Pwps For Column Pipe To Column Pipe and 10 Inch Dia. Pipe To Pipe Welding With Gtaw + Smaw ProcessRamzi ZoghlamiNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- WPS PQR Procedure PDFDocument31 pagesWPS PQR Procedure PDFsudeesh kumarNo ratings yet
- WPS PQR ProcedureDocument31 pagesWPS PQR Proceduresudeesh kumarNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Document2 pagesBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Request For Welding Procedure ApprovalDocument18 pagesRequest For Welding Procedure Approvalecsuperal100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps LCC Gt6 Cs GTSM 002Document3 pagesWps LCC Gt6 Cs GTSM 002AhedNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Bdde PQR CS 001Document2 pagesBdde PQR CS 001mainur mechanical engineer0% (1)
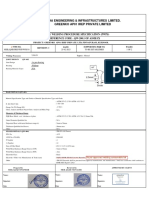
- Megha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedDocument2 pagesMegha Engineering & Infrastructures Limited. Greenko Ap01 Irep Private LimitedABINASH SINGHNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- WPS No. ST-CS-02-2Document1 pageWPS No. ST-CS-02-2Hussein JassimNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- PQR FormatDocument2 pagesPQR FormatBE GNo ratings yet
- WPS PQR - P22 SS 18042024Document5 pagesWPS PQR - P22 SS 18042024mahesh kumarNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- app-146559268-19580317-5046163-ALL 2Document9 pagesapp-146559268-19580317-5046163-ALL 2dr israrNo ratings yet
- Computer Science Option A DatabaseDocument9 pagesComputer Science Option A DatabaseKrish Madhav ShethNo ratings yet
- Manual Motor Starters ABB (Guardamotores) PDFDocument80 pagesManual Motor Starters ABB (Guardamotores) PDFEmilio MercadoNo ratings yet
- Indira Gandhi National Open University: Each Unit of Address Like House No., Street Name, PO, EtcDocument2 pagesIndira Gandhi National Open University: Each Unit of Address Like House No., Street Name, PO, EtcNawodit UpadhyayNo ratings yet
- AOI TM-560 AOI Model 75 - 100 WT Ind Systems ManualDocument70 pagesAOI TM-560 AOI Model 75 - 100 WT Ind Systems Manualsebastian zorroNo ratings yet
- Module 1Document20 pagesModule 1Enya Francene GarzotaNo ratings yet
- Transform Datas Impact Pick The Right Success KPIDocument8 pagesTransform Datas Impact Pick The Right Success KPIMing MingNo ratings yet
- DSA Prelim PaperDocument1 pageDSA Prelim Papervinayakteli100No ratings yet
- Digital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiDocument42 pagesDigital Logic and Microprocessor: Dr.M.Sindhuja Assistant Professor (Senior Grade) School of Electronics VIT, ChennaiNithish Kumar A NNo ratings yet
- Lcu HashtableDocument2,763 pagesLcu HashtableMatheus GrilloNo ratings yet
- Nacelles and Cowlings of Engines. Engine MountsDocument28 pagesNacelles and Cowlings of Engines. Engine MountsPaulNo ratings yet
- User Manual: Digital Microstep DriveDocument17 pagesUser Manual: Digital Microstep DriveIlhami DemirNo ratings yet
- DL ST m975 1 PDFDocument1 pageDL ST m975 1 PDFNick SpeisNo ratings yet
- Basic Trouble Shooting With VPLS: JTAC - Steven WongDocument97 pagesBasic Trouble Shooting With VPLS: JTAC - Steven WongSivaraman AlagappanNo ratings yet
- Online Data Entry Projects (Copy Paste - Data Mining: Work)Document4 pagesOnline Data Entry Projects (Copy Paste - Data Mining: Work)Mani KantaNo ratings yet
- DEEET - Candidate Allotment ResultDocument1 pageDEEET - Candidate Allotment ResultKhachuk DebbarmaNo ratings yet
- Technical Note: DDR4 Point-to-Point Design GuideDocument31 pagesTechnical Note: DDR4 Point-to-Point Design GuideAnh Viet NguyenNo ratings yet
- Java ComDocument14 pagesJava ComKiller AviNo ratings yet
- FICHA TECNICA Excavadora Hyundai R 520Document9 pagesFICHA TECNICA Excavadora Hyundai R 520lmardoroNo ratings yet
- C 14 Spreadsheet-Based Decision Support Systems: HapterDocument22 pagesC 14 Spreadsheet-Based Decision Support Systems: Haptermartin lewisNo ratings yet
- State Holder AnalysisDocument12 pagesState Holder AnalysisShibaNo ratings yet
- Manual Yasakawa L1000a 48Document48 pagesManual Yasakawa L1000a 48Yok MulyonoNo ratings yet
- Combustion of Gaseous and Liquid FuelsDocument2 pagesCombustion of Gaseous and Liquid FuelsLouie G Navalta0% (1)
- FALLSEM2018-19 - CSE1001 - LO - SJTG20 - VL2018191001859 - Reference Material I - Session 15Document33 pagesFALLSEM2018-19 - CSE1001 - LO - SJTG20 - VL2018191001859 - Reference Material I - Session 15Jawa freakNo ratings yet
- Technology ManagementDocument9 pagesTechnology ManagementMihir GaurNo ratings yet
- MYP 5 SA Environment BiologyDocument6 pagesMYP 5 SA Environment BiologyMartin LevkovskiNo ratings yet
- Analysis and Design of RC Tall Building Subjected To Wind and EarthquakeDocument10 pagesAnalysis and Design of RC Tall Building Subjected To Wind and EarthquakeAHSAN HABIB100% (1)
- SML 6 Week TRAINING PDFDocument28 pagesSML 6 Week TRAINING PDFRajesh ThakurNo ratings yet
- TI-34MultiViewTeacherGuide enDocument180 pagesTI-34MultiViewTeacherGuide enRobert JamnikNo ratings yet
- Smartbooks Advance Guide To Database SetupDocument7 pagesSmartbooks Advance Guide To Database SetupRenelyn FiloteoNo ratings yet