Download as pdf or txt
You might also like
- Plaster & Ceramic Mold Casting + Investment CastingDocument5 pagesPlaster & Ceramic Mold Casting + Investment CastingZaib Rehman100% (1)
- Getting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsFrom EverandGetting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsRating: 1 out of 5 stars1/5 (1)
- Vishwanath Spinnerz - Given His Elaborated View at Departmentwise, The Causes of BarreDocument3 pagesVishwanath Spinnerz - Given His Elaborated View at Departmentwise, The Causes of BarreDhasaratahi JayaramanNo ratings yet
- Notes 3Document91 pagesNotes 3akshay kumarNo ratings yet
- Ceramic Materials Unit 5,6Document32 pagesCeramic Materials Unit 5,6Akhil BaaNo ratings yet
- Powder Metallurgy (ISE)Document107 pagesPowder Metallurgy (ISE)likydo100% (1)
- Steps Involved in Powder Metallurgy ProcessDocument6 pagesSteps Involved in Powder Metallurgy ProcessAtul ParabNo ratings yet
- Polymer ProcessingDocument41 pagesPolymer ProcessingRavindra KanzariaNo ratings yet
- Powder Metallography by RichaDocument41 pagesPowder Metallography by Richaricha_msmeNo ratings yet
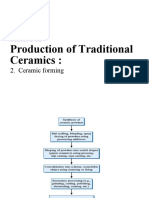
- Processing of Traditional Ceramics Processing of New Ceramics Processing of CermetsDocument44 pagesProcessing of Traditional Ceramics Processing of New Ceramics Processing of CermetsAhmad Helmi AdnanNo ratings yet
- Shahreza Agung AlfatihDocument4 pagesShahreza Agung AlfatihShahreza agungNo ratings yet
- Chapter Four 4.special Casting Processes: Introduction Contents To Be IncludedDocument76 pagesChapter Four 4.special Casting Processes: Introduction Contents To Be IncludedberhaneNo ratings yet
- Chap 18Document44 pagesChap 18Suleman Ayub100% (1)
- Manufacturing Processes: Dr. - Ing. Farhan JavaidDocument44 pagesManufacturing Processes: Dr. - Ing. Farhan JavaidBilal idreesNo ratings yet
- WPT CastingDocument70 pagesWPT CastingHuzaifaNo ratings yet
- Best Metal Casting DesignDocument71 pagesBest Metal Casting DesignVijay Pawar100% (2)
- Ceramics Processing: Computer-Aided ManufacturingDocument17 pagesCeramics Processing: Computer-Aided ManufacturingJonathan AbrahamNo ratings yet
- Conformado de Materiales CeramicosDocument48 pagesConformado de Materiales Ceramicos'Lau WeistNo ratings yet
- Shrinkag eDocument59 pagesShrinkag eÄâmïř ÌřşhądNo ratings yet
- Lecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIDocument38 pagesLecture 16 - 21: MM 362 Ceramics and Glasses Spring Semester 2020, FMCE, GIKIUsamaNo ratings yet
- Casting Proceses and Defects - UADDocument23 pagesCasting Proceses and Defects - UADrushabhkhotNo ratings yet
- Prepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggDocument39 pagesPrepared By-Chaudhari M.M SVCP (Sinhgad), PUNE (INDIA) Dept. of Mech. EnggMitul patelNo ratings yet
- Seminar On Case Study of Investment Casting by Manish PujaraDocument39 pagesSeminar On Case Study of Investment Casting by Manish PujaraNikunj PatelNo ratings yet
- 3475331Document41 pages3475331Nguyen Trong TanNo ratings yet
- Advaned Ceramic Forming MethodsDocument24 pagesAdvaned Ceramic Forming Methodsopj662No ratings yet
- "Expandable Pattern CastingDocument19 pages"Expandable Pattern CastingMalik Haseeb AhmadNo ratings yet
- Rubber MoldingDocument33 pagesRubber MoldingFurqan AlamNo ratings yet
- Size ReductionDocument9 pagesSize ReductionNur Muhammad Zam ZamNo ratings yet
- MP-1 (10th Lecture) Polymers ManufacturingDocument19 pagesMP-1 (10th Lecture) Polymers Manufacturingmuhammad tariqNo ratings yet
- Basic Mechanical & MechanismDocument56 pagesBasic Mechanical & MechanismAdian SivaNo ratings yet
- Experiment No 1 - ManualDocument6 pagesExperiment No 1 - ManualVivekumNo ratings yet
- CastingDocument9 pagesCastingprakush01975225403No ratings yet
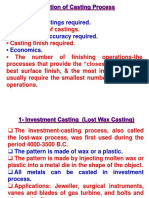
- Number of Castings Required. - Dimensional Accuracy Required. - EconomicsDocument16 pagesNumber of Castings Required. - Dimensional Accuracy Required. - EconomicsMustafa AbdullahNo ratings yet
- APT AnkitDocument86 pagesAPT AnkitAnkit NatekarNo ratings yet
- Publication 3 28287 5018Document4 pagesPublication 3 28287 5018adhav1avi0804No ratings yet
- MME 295 Lec 5Document20 pagesMME 295 Lec 5Fahim Faisal RaunaqNo ratings yet
- Investment CastingDocument6 pagesInvestment CastingSparsh DeepNo ratings yet
- The Plastic FormingDocument9 pagesThe Plastic FormingCollins Obari AdiyeNo ratings yet
- Injection Molding Design GuidelinesDocument28 pagesInjection Molding Design GuidelinesVinay Kumar KumarNo ratings yet
- Water JetDocument27 pagesWater Jetvideo uploader dNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- Casting ProcessDocument30 pagesCasting ProcessParas ThakurNo ratings yet
- WP PJ SandCasting en 0915 WebDocument7 pagesWP PJ SandCasting en 0915 WebNidhi PillaiNo ratings yet
- Principles of Powder MetallurgyDocument4 pagesPrinciples of Powder Metallurgyhegdemahesh1No ratings yet
- Mini ProjectDocument23 pagesMini Projectsujata kindoNo ratings yet
- Me6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringDocument69 pagesMe6302 - Manufacturing Technology - I: Iii Semester Mechanical EngineeringamdevaNo ratings yet
- Cast 2Document77 pagesCast 2yash guptaNo ratings yet
- Subject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Document34 pagesSubject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Abdulrahman IbrahimNo ratings yet
- Foundry TechnologyDocument64 pagesFoundry TechnologyanubhavsundarrayNo ratings yet
- Pression TestDocument19 pagesPression Testalinader20022No ratings yet
- Prepared By: 1) Muhammad Amir Bin Awang Jaafar 2) Siti Zulaikha BT Mohd Rosli 3) Nor Ajuar BT Abdullah 4) Nani Shajieha BT ZawawiDocument20 pagesPrepared By: 1) Muhammad Amir Bin Awang Jaafar 2) Siti Zulaikha BT Mohd Rosli 3) Nor Ajuar BT Abdullah 4) Nani Shajieha BT Zawawiluan_baNo ratings yet
- Unit 3Document42 pagesUnit 3Anup M UpadhyayaNo ratings yet
- 7 Dry Sand MoldingDocument3 pages7 Dry Sand MoldingFahri RamadhanNo ratings yet
- Foundry Hand ToolsDocument83 pagesFoundry Hand ToolsKiran MunavalliNo ratings yet
- Ceramic Shaping ProcessDocument8 pagesCeramic Shaping Processরিপন মন্ডলNo ratings yet
- Assignment IDocument23 pagesAssignment I016 ARUNACHALAM S R MNo ratings yet
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- Librar Y Study: Youth HostelDocument49 pagesLibrar Y Study: Youth HostelAjyant Surya100% (2)
- Joining Processes Chapter OutlineDocument7 pagesJoining Processes Chapter OutlineAjyant SuryaNo ratings yet
- Aspects of Wire DrawingDocument6 pagesAspects of Wire DrawingAjyant SuryaNo ratings yet
- Chapter 13: Applications and Processing of Ceramics Taxonomy of CeramicsDocument3 pagesChapter 13: Applications and Processing of Ceramics Taxonomy of CeramicsAjyant SuryaNo ratings yet
- Introduction-Critical Path Method: Construction ManagementDocument4 pagesIntroduction-Critical Path Method: Construction ManagementAjyant SuryaNo ratings yet
- Architectural Thesis: National Museum of Natural Habitat, New DelhiDocument99 pagesArchitectural Thesis: National Museum of Natural Habitat, New DelhiAjyant Surya100% (2)
- Housing Policies - IndiaDocument32 pagesHousing Policies - IndiaAjyant SuryaNo ratings yet
- Contracts: AR L2434 Construction ManagementDocument3 pagesContracts: AR L2434 Construction ManagementAjyant SuryaNo ratings yet
- Lecture-12 - Logistics, Safety and Quality Management at Construction SiteDocument6 pagesLecture-12 - Logistics, Safety and Quality Management at Construction SiteAjyant SuryaNo ratings yet
- Health Resorts - Products, Activities and Visitor Profiles: Presented by Sadique Ali.V.KDocument17 pagesHealth Resorts - Products, Activities and Visitor Profiles: Presented by Sadique Ali.V.KAjyant SuryaNo ratings yet
- Club Mahindra Case StudyDocument9 pagesClub Mahindra Case StudyAjyant SuryaNo ratings yet
- Presentation 2Document32 pagesPresentation 2Ajyant Surya100% (1)
- Guided By: Sarla Siragi: Malik Sandal Art & ArchitectureDocument17 pagesGuided By: Sarla Siragi: Malik Sandal Art & ArchitectureAjyant Surya100% (2)
- Boilers: by M.Rajasekara BabuDocument29 pagesBoilers: by M.Rajasekara BabuMuthu KumarNo ratings yet
- Chapter OneDocument4 pagesChapter OneKarl FalculanNo ratings yet
- Welding ElectrodeDocument2 pagesWelding ElectrodePaul PhiliphsNo ratings yet
- Coco SugarDocument5 pagesCoco SugarJohn A. CenizaNo ratings yet
- Materials System SpecificationDocument13 pagesMaterials System SpecificationAwais CheemaNo ratings yet
- PH Notes Ch. 2021Document9 pagesPH Notes Ch. 2021Arlyn Pong Pling PioNo ratings yet
- Summary of Cost For Construction of Proposed Boys' Hostel at Rau-PusaDocument14 pagesSummary of Cost For Construction of Proposed Boys' Hostel at Rau-PusaAbhishek GoswamiNo ratings yet
- Phenodur PR 263 70bDocument2 pagesPhenodur PR 263 70bsidneidecarvalhoNo ratings yet
- Metal Properties and Destructive TestingDocument84 pagesMetal Properties and Destructive Testingtuvu100% (3)
- Hess LawDocument4 pagesHess LawDarlene Jane Taladro Caga-ananNo ratings yet
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 pagesTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalNo ratings yet
- AS 1288/amdt 2/2011-11-11Document11 pagesAS 1288/amdt 2/2011-11-11shrikant_pesitNo ratings yet
- R&P Material DetailsDocument20 pagesR&P Material DetailsinamNo ratings yet
- Mix Design M - 30 NEWDocument6 pagesMix Design M - 30 NEWRajeev ReddyNo ratings yet
- Wool FiberDocument35 pagesWool Fiberrehrifat2000No ratings yet
- DWU Standard Drawing For Water and Wastewater Construction October 2016 Edition PDFDocument225 pagesDWU Standard Drawing For Water and Wastewater Construction October 2016 Edition PDFAfzal AhmadNo ratings yet
- Conduit Base: Dimensions Dimensions Dimensions DimensionsDocument2 pagesConduit Base: Dimensions Dimensions Dimensions DimensionsDamjan CvetkovicNo ratings yet
- Inspection Test PlanDocument21 pagesInspection Test Planrandeepdadwal100% (3)
- Moisture Control Part 4Document36 pagesMoisture Control Part 4Karthik RajendrenNo ratings yet
- TDS - 3765 - Texotile Spray-On - Euk - GB PDFDocument3 pagesTDS - 3765 - Texotile Spray-On - Euk - GB PDFSomanith KoumNo ratings yet
- ChemFast Elite-TopDocument8 pagesChemFast Elite-TopTuấn LêNo ratings yet
- Nylon Plastics by M. I. Kohan P. 14-15Document1 pageNylon Plastics by M. I. Kohan P. 14-15Guery SaenzNo ratings yet
- Neon Cube Light: InstructablesDocument7 pagesNeon Cube Light: InstructablesNatanael Welbes LuizNo ratings yet
- House Renovation Lynville Option 2Document3 pagesHouse Renovation Lynville Option 2Jeffcaster ComelNo ratings yet
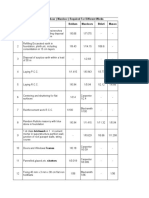
- Labour (Mazdoor) Required For Different Works Sr. No. Item Beldars Mazdoors Bhisti MasonDocument4 pagesLabour (Mazdoor) Required For Different Works Sr. No. Item Beldars Mazdoors Bhisti MasonNikhil80% (5)
- Carboxylic Acids and Derivatives MSDocument9 pagesCarboxylic Acids and Derivatives MSRizwana NaureenNo ratings yet
- Application of Film Electrical and Electronic Uses: in JapanDocument7 pagesApplication of Film Electrical and Electronic Uses: in Japancristian camilo torres chaparroNo ratings yet
- Xomox - TUFLINEDocument16 pagesXomox - TUFLINEEduardo GuidoNo ratings yet
- 02-Firecel 100 9 Sr-114eDocument1 page02-Firecel 100 9 Sr-114eBrendan StackNo ratings yet