Download as docx, pdf, or txt
You might also like
- Sheets - Sep 2013Document13 pagesSheets - Sep 2013Mohamed OsamaNo ratings yet
- Chapter 10Document27 pagesChapter 10Lisa NguyenNo ratings yet
- Method Statement For Installation of Wiring DevicesDocument6 pagesMethod Statement For Installation of Wiring DevicesMohammed Mujeeb Ali Fathaan100% (2)
- Isuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFDocument39 pagesIsuzu N Series Elf Workshop Manual Section 0 General Information LGGEN WE 9991 PDFRobert67% (3)
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- Mechanics of GrindingDocument19 pagesMechanics of GrindingKUDZANAYINo ratings yet
- Study On The Grinding of P/M High Speed Steel ASP60: Pei-Lum Tso, Chien-Chih LuDocument12 pagesStudy On The Grinding of P/M High Speed Steel ASP60: Pei-Lum Tso, Chien-Chih Luhp2114bNo ratings yet
- SHEETSDocument13 pagesSHEETSXHaMzAXNo ratings yet
- Basic Specification of Mobile Stone Crusher MachineDocument3 pagesBasic Specification of Mobile Stone Crusher MachineBirhanu DemekeNo ratings yet
- Grinding ST 0Document26 pagesGrinding ST 0Ardhika HermigoNo ratings yet
- Theory of Metal Cutting Numericals PDFDocument2 pagesTheory of Metal Cutting Numericals PDFsanjayNo ratings yet
- Xkp-560 Tyre Recycling Machine - MichaelDocument15 pagesXkp-560 Tyre Recycling Machine - MichaelSeva JunevaNo ratings yet
- Workshop Report PDFDocument29 pagesWorkshop Report PDFROLEX IND LITENo ratings yet
- B 209 Mohammed SarwarDocument4 pagesB 209 Mohammed SarwarJonathan Alfaro MendezNo ratings yet
- MillingDocument105 pagesMillingsai mohanNo ratings yet
- IJEART02901Document4 pagesIJEART02901erpublicationNo ratings yet
- Tutorial Sheet: 1 Manufacturing Science and Technology-IIDocument2 pagesTutorial Sheet: 1 Manufacturing Science and Technology-IIDeepam ShyamNo ratings yet
- Calculation of Punch StrengthDocument1 pageCalculation of Punch StrengthTolga KurbanNo ratings yet
- Theory of Metal Cutting - NumericalsDocument2 pagesTheory of Metal Cutting - Numericalspmagrawal100% (1)
- Be Final Year ProjectDocument17 pagesBe Final Year ProjectMALLIKARJUN KATARENo ratings yet
- Polystone 7000 Product Information Rev.1 27-8-19Document1 pagePolystone 7000 Product Information Rev.1 27-8-19Dan MoldoveanuNo ratings yet
- Design and Analysis of Components in Off-Road VehicleDocument23 pagesDesign and Analysis of Components in Off-Road VehicleIJRASETPublicationsNo ratings yet
- Pamphlet On Traction Motor HS-15250ADocument4 pagesPamphlet On Traction Motor HS-15250ASathish ManoharanNo ratings yet
- CW PipingDocument17 pagesCW PipingBrijendra MathurNo ratings yet
- Bigboss Cement Mill DataDocument4 pagesBigboss Cement Mill DataherwinNo ratings yet
- 09 Problem Sheet 02Document2 pages09 Problem Sheet 02Shweta raiNo ratings yet
- Ravichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruDocument48 pagesRavichandran G, Assistant Prof. / Mech. Engg., Cufe, BengaluruRavichandran GNo ratings yet
- Size Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFDocument6 pagesSize Effect and Tool Geometry in Micromilling of Tool Steel 1581696457103 PDFAbhijiNo ratings yet
- Coal Handling Abcdpdf PDF To ExcelDocument4 pagesCoal Handling Abcdpdf PDF To ExcelSHANTANU PATHAKNo ratings yet
- Forming Taps: The Right Tool at The Right TimeDocument9 pagesForming Taps: The Right Tool at The Right TimeĐức Nguyễn VănNo ratings yet
- ME II Lab Manual PDFDocument12 pagesME II Lab Manual PDFAbhay TiwariNo ratings yet
- Tds Appli Trans 2108enDocument11 pagesTds Appli Trans 2108enmooninjaNo ratings yet
- HD - 3150 Ep 1600-4 25+10 Rma I (1) (Alimentador 1 - Alimentador Norte)Document1 pageHD - 3150 Ep 1600-4 25+10 Rma I (1) (Alimentador 1 - Alimentador Norte)francisco esquivel montenegroNo ratings yet
- Bimetal-Strip-Steel 2017 Rev.1Document14 pagesBimetal-Strip-Steel 2017 Rev.1humberto cerda gonzalezNo ratings yet
- MAI R32N&S 9851 2230 01cDocument2 pagesMAI R32N&S 9851 2230 01cesteban muñozNo ratings yet
- Die Design B11 PDFDocument14 pagesDie Design B11 PDFநளின் கான்No ratings yet
- Revised Data SheetDocument11 pagesRevised Data Sheetbashok20No ratings yet
- Assign 1 2012Document2 pagesAssign 1 2012chiru1431No ratings yet
- Manufacturing Processes (Machining Processes & Machine Tools) (Beng) (Handout)Document82 pagesManufacturing Processes (Machining Processes & Machine Tools) (Beng) (Handout)bananaNo ratings yet
- Design and Analysis of High Speed Milling Spindle For Minimum DeflectionDocument8 pagesDesign and Analysis of High Speed Milling Spindle For Minimum DeflectionPAVANNo ratings yet
- Chapter 3 (45-70)Document26 pagesChapter 3 (45-70)chaib boudabNo ratings yet
- Ch7 Gear First HalfDocument80 pagesCh7 Gear First HalfM. ZoubaNo ratings yet
- Grinding and Unconventional MachiningDocument2 pagesGrinding and Unconventional MachiningRadhey KrishnaNo ratings yet
- Machining Operations - (MF F316) - 19, 20Document17 pagesMachining Operations - (MF F316) - 19, 20Kislay TiwaryNo ratings yet
- CT-Bolt, M22 - 2014-03 - en - SmallDocument1 pageCT-Bolt, M22 - 2014-03 - en - SmallLuca BrandiNo ratings yet
- Torneamento Hardox 400 PDFDocument2 pagesTorneamento Hardox 400 PDFJosue OliveiraNo ratings yet
- How To Read Tonnage Chart: SPCC: Tensile Strength 450 - 500 N/MMDocument2 pagesHow To Read Tonnage Chart: SPCC: Tensile Strength 450 - 500 N/MMMuratNo ratings yet
- Abrasive Jet MachiningDocument23 pagesAbrasive Jet MachiningLeo Jose100% (1)
- Technical Guide For Steel & Stainless Steel Turning - Seco Tools PDFDocument20 pagesTechnical Guide For Steel & Stainless Steel Turning - Seco Tools PDFwilsonNo ratings yet
- Job No: CBSCL-102 0 Project: SEC Headquarters 1/9/16 Client: Shapoorji Pallonji Middle East Ltd. MA Podium Mosque-Built-Up RHS300x152x12 HNDocument3 pagesJob No: CBSCL-102 0 Project: SEC Headquarters 1/9/16 Client: Shapoorji Pallonji Middle East Ltd. MA Podium Mosque-Built-Up RHS300x152x12 HNvpjagannaathNo ratings yet
- Hl707 Adicg CR 001 r0 (Load Out Ramp)Document8 pagesHl707 Adicg CR 001 r0 (Load Out Ramp)dheeraj SureshNo ratings yet
- TDC 09 - R1 - S690 QL & Weldox 700Document2 pagesTDC 09 - R1 - S690 QL & Weldox 700Thennarasu VelloreNo ratings yet
- Basics of GrindingDocument18 pagesBasics of GrindingmaulikgadaraNo ratings yet
- Design of Elastomeric Bearing Based On IRC 083-2-1987Document4 pagesDesign of Elastomeric Bearing Based On IRC 083-2-1987Babita SharmaNo ratings yet
- K-PRIX Means The Combination of Quality, Cost and Service..Document10 pagesK-PRIX Means The Combination of Quality, Cost and Service..M. AguiarNo ratings yet
- Apron Calc HB200 To HB250Document7 pagesApron Calc HB200 To HB250Hendri HermawanNo ratings yet
- Tormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateDocument8 pagesTormek Diamond Wheels Make Sharpening Cleaner, Quicker, Easier and AccurateSayyid AbulkhairNo ratings yet
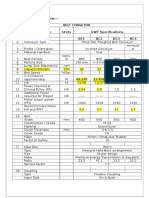
- 1 DATA SHEET FOR ST BELT ST1600 CBT Brand 230329Document1 page1 DATA SHEET FOR ST BELT ST1600 CBT Brand 230329wycingenieriaNo ratings yet
- IJCRT2305283Document6 pagesIJCRT2305283rrpatil1221No ratings yet
- Brinell Hardness Test: Name: Amishasharon Rajavijai Sahidha Roll Number: 111120011Document7 pagesBrinell Hardness Test: Name: Amishasharon Rajavijai Sahidha Roll Number: 111120011Amisha SharonNo ratings yet
- Cutting Force On A Diamond Grit in StoneDocument8 pagesCutting Force On A Diamond Grit in StoneDaniel MoravanskýNo ratings yet
- Planatary GearsDocument7 pagesPlanatary GearsSagar GuptaNo ratings yet
- HD CowayDocument1 pageHD Cowaynur hidayahNo ratings yet
- 2014-1 KaMOS Gasket & Test Equipment - Operating ManualDocument20 pages2014-1 KaMOS Gasket & Test Equipment - Operating Manualfrigenti007100% (2)
- Better Decision Making With Proper Business Intelligence PDFDocument7 pagesBetter Decision Making With Proper Business Intelligence PDFMuhammad KhoiruddinNo ratings yet
- SUNTECH EN HiPower STP385S B60 WNH (MC4 385 365) 4G S3Document2 pagesSUNTECH EN HiPower STP385S B60 WNH (MC4 385 365) 4G S3Quốc Huy VũNo ratings yet
- Koden DM602604-eDocument2 pagesKoden DM602604-eDaniel MarínNo ratings yet
- 13-06-11 Apple Submission On Public InterestDocument52 pages13-06-11 Apple Submission On Public InterestFlorian MuellerNo ratings yet
- Communications Computer TechnologyDocument2 pagesCommunications Computer TechnologyDK White LionNo ratings yet
- Polytechnic University of The Philippines Sta. Mesa, ManilaDocument8 pagesPolytechnic University of The Philippines Sta. Mesa, ManilaAce RubiaNo ratings yet
- Atomos Shogun User ManualDocument44 pagesAtomos Shogun User ManualIulian TNo ratings yet
- Sickeler SubmissionDocument35 pagesSickeler SubmissionAndreea BirceaNo ratings yet
- Kia - CarensDocument2 pagesKia - CarensErvie J CauncaNo ratings yet
- Hardware Maintainance ManualDocument104 pagesHardware Maintainance ManualchanduNo ratings yet
- Housing PF and Design 43Document43 pagesHousing PF and Design 43ChristySindhujaNo ratings yet
- Vivace KB34S 1 WE G3Document3 pagesVivace KB34S 1 WE G3Fu'ad PurnomoNo ratings yet
- Explosion Proof ActuatorsDocument76 pagesExplosion Proof Actuatorsgigel1980No ratings yet
- MTech Thesis FormatDocument9 pagesMTech Thesis Formatleo de capriNo ratings yet
- Updated WSSM Company ProfileDocument6 pagesUpdated WSSM Company ProfileJeffrey JamesNo ratings yet
- Catalog en 20060901 PDFDocument162 pagesCatalog en 20060901 PDFLeonardo GuzmanNo ratings yet
- Construction Staff Training, Discussion, Learning & Talk ProgramDocument18 pagesConstruction Staff Training, Discussion, Learning & Talk ProgramassiddekNo ratings yet
- 1.overview Construction N DevelopmentDocument27 pages1.overview Construction N Development_ain_No ratings yet
- Esm 9453Document3 pagesEsm 9453Cristian SerbanoiuNo ratings yet
- Negative TestingDocument4 pagesNegative TestingSZ EccvNo ratings yet
- FuMaTech FumasepmembranesDocument4 pagesFuMaTech FumasepmembranesTouhid IslamNo ratings yet
- Reactor Physics and Nuclear Data: Kitada Takanori Osaka UniversityDocument54 pagesReactor Physics and Nuclear Data: Kitada Takanori Osaka UniversityleechulmiuNo ratings yet
- Belt Alignment ProcedureDocument16 pagesBelt Alignment ProcedureAnonymous ffje1rpa100% (1)
- Group 2 Major Component: 1. Main PumpDocument11 pagesGroup 2 Major Component: 1. Main PumpHậu MinhNo ratings yet
- Effects of Ash in ClinkerDocument16 pagesEffects of Ash in ClinkerirfanNo ratings yet