Download as pdf or txt
You might also like
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- 6.2document Control ProcedureDocument7 pages6.2document Control ProcedureStephen David Gozun100% (3)
- Straight Beam Ultrasonic Examination of Rolled Steel Structural ShapesDocument3 pagesStraight Beam Ultrasonic Examination of Rolled Steel Structural ShapesMaxNo ratings yet
- Astm A125 PDFDocument6 pagesAstm A125 PDFbanglvh100% (2)
- Astm 578Document5 pagesAstm 578ASWANTH T S100% (1)
- Astm C-496Document5 pagesAstm C-496Carlos R Martinez100% (3)
- Ajax Fiori Operation and Maintenance Training Calendar 2018Document10 pagesAjax Fiori Operation and Maintenance Training Calendar 2018Roushan SinghNo ratings yet
- A 503 - A 503M - 99 Qtuwmy05oqDocument3 pagesA 503 - A 503M - 99 Qtuwmy05oqCHRISTIAN ZAVALANo ratings yet
- Astm 503a-503mDocument3 pagesAstm 503a-503mNorman ricardo RojoNo ratings yet
- A 503 - A 503M - 01 R01 Qtuwmy9bntaztqDocument3 pagesA 503 - A 503M - 01 R01 Qtuwmy9bntaztqCHRISTIAN ZAVALANo ratings yet
- A503.2001 Ultrasonic Examination of Forged CrankshaftsDocument3 pagesA503.2001 Ultrasonic Examination of Forged CrankshaftsEHT pipeNo ratings yet
- A 456A 456M - 99 (Reapproved 2003) Standard Specification For Magnetic Particle Examination of Large Crankshaft Forgings1Document4 pagesA 456A 456M - 99 (Reapproved 2003) Standard Specification For Magnetic Particle Examination of Large Crankshaft Forgings1Heri VillaNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument5 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultomNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument4 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- Magnetic Particle Examination of Continuous Grain Flow Crankshaft ForgingsDocument3 pagesMagnetic Particle Examination of Continuous Grain Flow Crankshaft ForgingsAli Saleh Saad AL-isawiNo ratings yet
- ASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Document6 pagesASTM A503 A503-2015 (R2020) 大型曲轴锻件超声波检测的标准规范 双语Jinliang LiuNo ratings yet
- A578a578m 07Document5 pagesA578a578m 07BALA GANESHNo ratings yet
- A 986 - A 986M - 98 - Qtk4ni05oaDocument3 pagesA 986 - A 986M - 98 - Qtk4ni05oahoangNo ratings yet
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocument8 pagesSteel Forgings, Carbon and Alloy, For General Industrial UseMahmoud SalahNo ratings yet
- Thrusters, Tunnel, Permanently Installed in Marine Vessels: Standard Specification ForDocument5 pagesThrusters, Tunnel, Permanently Installed in Marine Vessels: Standard Specification ForJorgelino ParkerNo ratings yet
- A 0418 99 Inspeccion Ut Forja Rotor TurbinaDocument7 pagesA 0418 99 Inspeccion Ut Forja Rotor TurbinaIvan AlanizNo ratings yet
- A 126 - 95 r01 Qteyni05nviwmqDocument3 pagesA 126 - 95 r01 Qteyni05nviwmqfekihassanNo ratings yet
- Grade 80 and Grade 100 Alloy Steel Chain Slings For Overhead LiftingDocument7 pagesGrade 80 and Grade 100 Alloy Steel Chain Slings For Overhead LiftinguriNo ratings yet
- A418A418MDocument8 pagesA418A418MAnderson TadeuNo ratings yet
- Astm A983 A983m 01Document2 pagesAstm A983 A983m 01Salvador MazzaNo ratings yet
- Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingDocument6 pagesSeamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary Tubingsharon blushteinNo ratings yet
- Astm A 986 - 2016 PDFDocument3 pagesAstm A 986 - 2016 PDFEmmanuel BoquetNo ratings yet
- Steel Springs, Helical, Heat-Treated: Standard Specification ForDocument6 pagesSteel Springs, Helical, Heat-Treated: Standard Specification Forsharon blushteinNo ratings yet
- Astm-A388m - 10Document8 pagesAstm-A388m - 10claudiaNo ratings yet
- Plain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable CircuitsDocument5 pagesPlain End Seamless and Electric-Resistance-Welded Steel Pipe For High-Pressure Pipe-Type Cable CircuitsAlejandro GonzálezNo ratings yet
- Astm A578-07Document5 pagesAstm A578-07marcio.loureiroNo ratings yet
- Machine and Coil Chain: Standard Specification ForDocument4 pagesMachine and Coil Chain: Standard Specification ForDarwin DarmawanNo ratings yet
- A 983 - A 983M - 01 - Qtk4my0wmqDocument5 pagesA 983 - A 983M - 01 - Qtk4my0wmqhoangNo ratings yet
- ASTM A504 A504M - 14 Standard Specification For Wrought Carbon Steel WheelsDocument8 pagesASTM A504 A504M - 14 Standard Specification For Wrought Carbon Steel Wheelsmarcio de rossiNo ratings yet
- ASTM A504 Standard Specification for Wrought Carbon Steel WheelsDocument8 pagesASTM A504 Standard Specification for Wrought Carbon Steel WheelsSteve JonesNo ratings yet
- ASTM E 11-01 Spec. Wire Cloth &sieves For Testing PurposesDocument5 pagesASTM E 11-01 Spec. Wire Cloth &sieves For Testing Purposesvijaysharvesh01No ratings yet
- E 161 - 96 - Rte2ms05ngDocument4 pagesE 161 - 96 - Rte2ms05ngs deyNo ratings yet
- F 2246 - 03 RjiyndyDocument4 pagesF 2246 - 03 RjiyndyAndrés QuezadaNo ratings yet
- F2832-11 (Reapproved 2016)Document5 pagesF2832-11 (Reapproved 2016)Mohammed EldakhakhnyNo ratings yet
- 011-Astm A 131 2008 Structural Steel For Ships PDFDocument7 pages011-Astm A 131 2008 Structural Steel For Ships PDFgraduateNo ratings yet
- Vacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsDocument6 pagesVacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsgoorguerNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered Nickel-Chromium-MolybdenumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered Nickel-Chromium-MolybdenumChae Young LyuNo ratings yet
- Astm A673Document4 pagesAstm A673gustavo aguilarNo ratings yet
- Cast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsDocument8 pagesCast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsNeeraj kumarNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForDocument3 pagesPressure Vessel Plates, Alloy Steel, Molybdenum: Standard Specification ForLeonardo GomideNo ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- Astm a283_a283m-2018 - 中低抗拉强度碳钢板Document3 pagesAstm a283_a283m-2018 - 中低抗拉强度碳钢板labnitzNo ratings yet
- A066 Steel Screw Spikes PDFDocument3 pagesA066 Steel Screw Spikes PDFAnonymous 1GK9Hxp5YKNo ratings yet
- A276 Stainless SteelDocument7 pagesA276 Stainless SteelAbdul GhafoorNo ratings yet
- A 564 - A 564M - 01 Qtu2nc0wmqDocument7 pagesA 564 - A 564M - 01 Qtu2nc0wmqPRASANTH PRASANTHNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Machine and Coil Chain: Standard Specification ForDocument4 pagesMachine and Coil Chain: Standard Specification ForRafael CossolinoNo ratings yet
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDocument3 pagesPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicespartacusmanaNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-VanadiumDocument5 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum-VanadiumDiegoNo ratings yet
- Chromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceDocument2 pagesChromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceProduction DepartmentNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification ForDocument6 pagesPressure Vessel Plates, Alloy Steel, Chromium-Molybdenum: Standard Specification Forwyllyams MecatronicaNo ratings yet
- A 276 Ed. 2017Document11 pagesA 276 Ed. 2017kptl6185No ratings yet
- Steel Springs, Helical, Heat-Treated: Standard Specification ForDocument6 pagesSteel Springs, Helical, Heat-Treated: Standard Specification Forrohit kumarNo ratings yet
- Analysis and Design of Elastic Beams: Computational MethodsFrom EverandAnalysis and Design of Elastic Beams: Computational MethodsNo ratings yet
- 3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00Document23 pages3-A Sanitary Standard For Pipeline Product Recovery Equipment Using Projectiles, Number 101-00CHRISTIAN ZAVALA100% (1)
- 3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03Document8 pages3-A Accepted Practices For A Method of Producing Culinary Steam, Number 609-03CHRISTIAN ZAVALANo ratings yet
- 603 07Document85 pages603 07CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standard For Machine Leveling Feet and SupportsDocument15 pages3-A Sanitary Standard For Machine Leveling Feet and SupportsCHRISTIAN ZAVALA100% (1)
- 3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05Document14 pages3-A Accepted Practices For Supplying Air Under Pressure in Contact With Milk, Milk Products and Product Contact Surfaces, Number 604-05CHRISTIAN ZAVALA100% (1)
- 3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00Document9 pages3-A Sanitary Standards For Pulsation Dampening Devices, Number 82-00CHRISTIAN ZAVALANo ratings yet
- 3-A Sanitary Standards For Mechanical Strainers, Number 87-00Document18 pages3-A Sanitary Standards For Mechanical Strainers, Number 87-00CHRISTIAN ZAVALA100% (1)
- 605 04Document9 pages605 04CHRISTIAN ZAVALA100% (2)
- 3-A Accepted Practices For Instantizing Systems, Number 608-02Document8 pages3-A Accepted Practices For Instantizing Systems, Number 608-02CHRISTIAN ZAVALANo ratings yet
- F 1476 - 01 Rje0nzyDocument14 pagesF 1476 - 01 Rje0nzyCHRISTIAN ZAVALANo ratings yet
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 pagesAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALANo ratings yet
- Rotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForDocument8 pagesRotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForCHRISTIAN ZAVALANo ratings yet
- Surge Suppressors For Shipboard UseDocument9 pagesSurge Suppressors For Shipboard UseCHRISTIAN ZAVALANo ratings yet
- Rotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForDocument7 pagesRotary Positive Displacement Pumps, Commercial Ships Use: Standard Specification ForCHRISTIAN ZAVALANo ratings yet
- F 1476 - 95 Rje0nzytotvbDocument14 pagesF 1476 - 95 Rje0nzytotvbCHRISTIAN ZAVALANo ratings yet
- F 1547 - 99 Rje1ndcDocument43 pagesF 1547 - 99 Rje1ndcCHRISTIAN ZAVALANo ratings yet
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 pagesAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALANo ratings yet
- A 503 - A 503M - 01 R01 Qtuwmy9bntaztqDocument3 pagesA 503 - A 503M - 01 R01 Qtuwmy9bntaztqCHRISTIAN ZAVALANo ratings yet
- F 1546 - F 1546M - 96 Rje1ndytotyDocument6 pagesF 1546 - F 1546M - 96 Rje1ndytotyCHRISTIAN ZAVALANo ratings yet
- A 503 - A 503M - 99 Qtuwmy05oqDocument3 pagesA 503 - A 503M - 99 Qtuwmy05oqCHRISTIAN ZAVALANo ratings yet
- A 504 - 93 R99 QtuwnaDocument9 pagesA 504 - 93 R99 QtuwnaCHRISTIAN ZAVALANo ratings yet
- A 485 - 03 QTQ4NQDocument4 pagesA 485 - 03 QTQ4NQCHRISTIAN ZAVALANo ratings yet
- P3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003Document12 pagesP3-A End Suction Centrifugal Pumps For Active Pharmaceutical Ingredients P3-A 003CHRISTIAN ZAVALANo ratings yet
- F 1511 - 03 Rje1mtetukveDocument29 pagesF 1511 - 03 Rje1mtetukveCHRISTIAN ZAVALANo ratings yet
- E-3-A Sanitary Standards For Shell Egg Washers, Number E-L500Document4 pagesE-3-A Sanitary Standards For Shell Egg Washers, Number E-L500CHRISTIAN ZAVALANo ratings yet
- Standard WorkDocument43 pagesStandard WorkGiovanni Moreno VillamilNo ratings yet
- Usg Drywall Suspension System Catalog en AC3152Document60 pagesUsg Drywall Suspension System Catalog en AC3152bo cephusNo ratings yet
- FMP-611, 3 (2-1) Manufacturing and Reverse EngineeringDocument10 pagesFMP-611, 3 (2-1) Manufacturing and Reverse EngineeringMuhammad IrfanNo ratings yet
- Citilink Case Study PDFDocument6 pagesCitilink Case Study PDFAirbus330 Airbus330No ratings yet
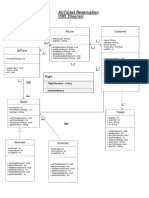
- Airticket Reservation Uml Diagram: FlightDocument1 pageAirticket Reservation Uml Diagram: Flightsalman mughalNo ratings yet
- Chapter 8: Facility and Work DesignDocument11 pagesChapter 8: Facility and Work DesignPaulo BernasNo ratings yet
- UntitledDocument10 pagesUntitledkouls100% (2)
- PROMECH PresentationDocument38 pagesPROMECH PresentationAbu UmarNo ratings yet
- 1907 Iron and SteelDocument679 pages1907 Iron and SteelCarlos BrownNo ratings yet
- InstallationGuide SAP SQLDocument31 pagesInstallationGuide SAP SQLCheo GarzaNo ratings yet
- JSBED-2-Resource Type and SME Alliance Formation - The Contingent Role of Perceived Environmental UncertaintyDocument18 pagesJSBED-2-Resource Type and SME Alliance Formation - The Contingent Role of Perceived Environmental UncertaintyUSMAN SARWARNo ratings yet
- Specification and Design of A CRM System For Smes: Inderjit Singh MSC Information Systems 2002-2003Document117 pagesSpecification and Design of A CRM System For Smes: Inderjit Singh MSC Information Systems 2002-2003Ranjith MohanNo ratings yet
- UffrDocument76 pagesUffrsaeed hiderNo ratings yet
- Business Business Process Description As Is Process ReferenceDocument8 pagesBusiness Business Process Description As Is Process ReferenceanantagraNo ratings yet
- Minesight Axis Workflow Overview: The Solution For Integrated OperationsDocument14 pagesMinesight Axis Workflow Overview: The Solution For Integrated OperationsRicardo Contreras BNo ratings yet
- Lovejoy CouplingDocument13 pagesLovejoy Couplingsandulupeni100% (1)
- The TOWS Matrix - A Tool For Situational AnalysisDocument19 pagesThe TOWS Matrix - A Tool For Situational Analysismr.avdheshsharma100% (6)
- GATE Chemical Engineering 2003Document12 pagesGATE Chemical Engineering 2003anand singhNo ratings yet
- Construction Logbook Sheet San Jose (MARASIGAN POULTRY)Document162 pagesConstruction Logbook Sheet San Jose (MARASIGAN POULTRY)Czari MuñozNo ratings yet
- Payroll Management SystemDocument71 pagesPayroll Management SystemSiddharth MittalNo ratings yet
- Assignment 2Document6 pagesAssignment 2Bipin Gyawali0% (1)
- Taw10 2-Schedule3Document5 pagesTaw10 2-Schedule3Murugananthan RamadossNo ratings yet
- Clark SM 549 Service ManualDocument6 pagesClark SM 549 Service Manualgarry100% (61)
- To Be Published in The Gazette of India, Part I, Section 1Document9 pagesTo Be Published in The Gazette of India, Part I, Section 1Surendra Kumar Sharma100% (1)
- EP HSE SG 06 14 - EP HSE Technical Standard For Quantitative Risk Assessment (QRA) Rev 0Document88 pagesEP HSE SG 06 14 - EP HSE Technical Standard For Quantitative Risk Assessment (QRA) Rev 0Kais Messaoudi100% (1)
- As 2118.2-2010 Automatic Fire Sprinkler Systems Drencher SystemsDocument8 pagesAs 2118.2-2010 Automatic Fire Sprinkler Systems Drencher SystemsSAI Global - APAC0% (1)
- Inspection Test Plan LPSDocument3 pagesInspection Test Plan LPSsafetyofficer752No ratings yet