Download as pdf or txt
You might also like
- Crude Oil SpecificationsDocument8 pagesCrude Oil SpecificationsLeslie BoyerNo ratings yet
- Cobalt PDFDocument75 pagesCobalt PDFKhder DayubNo ratings yet
- MIG Flux-Cored Welding CalculatorDocument1 pageMIG Flux-Cored Welding CalculatorDen Yogi Hardiyanto100% (1)
- P-413 Technical Data SheetDocument5 pagesP-413 Technical Data SheetdennisjuntakNo ratings yet
- Heresite Product SheetDocument1 pageHeresite Product SheetHardiman ArbiNo ratings yet
- Heresite Technical Data Sheet (VR-514)Document5 pagesHeresite Technical Data Sheet (VR-514)Wadu DetutsNo ratings yet
- Ip9183 R1Document4 pagesIp9183 R1jeffinNo ratings yet
- 0400GF Amerlock 400 GF PDSMay 08Document2 pages0400GF Amerlock 400 GF PDSMay 08amadan64No ratings yet
- 3579 Primer DataDocument2 pages3579 Primer DataSeguridad BratiNo ratings yet
- Technical Data Sheet - Loctite 596Document2 pagesTechnical Data Sheet - Loctite 596VIVEK UPADHYAYNo ratings yet
- Drfixit Torchshield PDFDocument4 pagesDrfixit Torchshield PDFshashiNo ratings yet
- Sikalastic®-851: Product Data SheetDocument3 pagesSikalastic®-851: Product Data SheetHo Sy ToanNo ratings yet
- Sikalastic®-851: Product Data SheetDocument3 pagesSikalastic®-851: Product Data Sheetprem prakash mishraNo ratings yet
- Polyguard 600 CoatingsDocument2 pagesPolyguard 600 CoatingstechdocuNo ratings yet
- Sikafloor®-2540 W: Product Data SheetDocument5 pagesSikafloor®-2540 W: Product Data SheetAndreiBindeaNo ratings yet
- Pipeclad Product Brochure Sherwin Williams EnglishDocument12 pagesPipeclad Product Brochure Sherwin Williams EnglishCésarNo ratings yet
- Polyclad 777 PL PDSDocument4 pagesPolyclad 777 PL PDShakkianilNo ratings yet
- FlorosparticDocument3 pagesFlorosparticCarlos Rojas HandalNo ratings yet
- 0400 Amerlock 400 PDS March 08Document2 pages0400 Amerlock 400 PDS March 08Kalaiyazhagan ElangeeranNo ratings yet
- Thioflex 600Document4 pagesThioflex 600wikaNo ratings yet
- 0009 d9 SB Zinc Silicate Pds March 08Document2 pages0009 d9 SB Zinc Silicate Pds March 08Prashant MalveNo ratings yet
- Sikaflex®-11 FC: Product Data SheetDocument3 pagesSikaflex®-11 FC: Product Data SheetHaradhon DattaNo ratings yet
- Irathane 155 Data SheetDocument2 pagesIrathane 155 Data SheetSaboor HaiderNo ratings yet
- SikaCor SW-501 - EN - CDocument4 pagesSikaCor SW-501 - EN - CFELIXENGIPLASCOMNo ratings yet
- Heresite Trifold Brochure WebDocument6 pagesHeresite Trifold Brochure Webray griffitNo ratings yet
- FLEXICOAT PU (I) LatestDocument3 pagesFLEXICOAT PU (I) Latestmathewsujith31No ratings yet
- USA - Sikaflex - 11 - FCDocument4 pagesUSA - Sikaflex - 11 - FCYousef HalasehNo ratings yet
- Polibrid 705: Technical DataDocument2 pagesPolibrid 705: Technical DataSky MoonNo ratings yet
- Sikaflex 2 CnsDocument2 pagesSikaflex 2 CnsBenjamin EdwardNo ratings yet
- SikaMonoTop 910N en MY (08 2021) 1 1Document3 pagesSikaMonoTop 910N en MY (08 2021) 1 1chanqiming51No ratings yet
- InstacoteProductsAndServicesBrochure Ventajas PoliureaDocument10 pagesInstacoteProductsAndServicesBrochure Ventajas PoliureacesarNo ratings yet
- Heat Shield ™ EPX-H2O Thermal Insulation Coating: Very SimpleDocument2 pagesHeat Shield ™ EPX-H2O Thermal Insulation Coating: Very Simpleluis pi100% (1)
- E-Bond T526 Technical Data Sheet-1Document5 pagesE-Bond T526 Technical Data Sheet-1fatemeh.ahmadkhaniNo ratings yet
- FK 111 MDocument2 pagesFK 111 MKishoreNo ratings yet
- Epiplus 556Document2 pagesEpiplus 556hareesh13h100% (1)
- Sikaflex 11FC Technical Data SheetDocument5 pagesSikaflex 11FC Technical Data SheetIlies CristinaNo ratings yet
- Epofine 250 - Finehard 817 (Floor Coating)Document3 pagesEpofine 250 - Finehard 817 (Floor Coating)Karishma PrabhuNo ratings yet
- Hyperseal 50 FCSDocument3 pagesHyperseal 50 FCSmeena nachiyarNo ratings yet
- Sikafloor - 264 EngDocument5 pagesSikafloor - 264 Engbassem kooliNo ratings yet
- MFE-770 Novolac Vinyl Ester Resin: Technical Data SheetDocument2 pagesMFE-770 Novolac Vinyl Ester Resin: Technical Data SheetGanesh BodakheNo ratings yet
- Anti Condensation CatalogueDocument8 pagesAnti Condensation CatalogueBoBo KyawNo ratings yet
- SikaCor SW-501 - EN - CDocument4 pagesSikaCor SW-501 - EN - CMark InnesNo ratings yet
- Smarter Building Systems SBS-R30 Insulating Paint InstructionsDocument5 pagesSmarter Building Systems SBS-R30 Insulating Paint InstructionsJJ Sherem MoraNo ratings yet
- PPG CatalogDocument332 pagesPPG Catalogdancas01100% (1)
- 001 PDS Sikafloor-261 SystemDocument10 pages001 PDS Sikafloor-261 SystemdebojyotihatiNo ratings yet
- Polane 700T, Water Reducible EnamelDocument2 pagesPolane 700T, Water Reducible Enamel김도균No ratings yet
- Sikagard - 62 EngDocument3 pagesSikagard - 62 Engbassem kooliNo ratings yet
- Derakane Epoxy Vinyl EstersDocument7 pagesDerakane Epoxy Vinyl Estershaw_shin7039100% (1)
- Pds Psx700 Jan 2008Document3 pagesPds Psx700 Jan 2008mjayhawk28No ratings yet
- Sikaplan®-1652 Bonded VOC Gas Barrier: Product Data SheetDocument3 pagesSikaplan®-1652 Bonded VOC Gas Barrier: Product Data SheetKhin Sandi KoNo ratings yet
- Parex Epoxy PuttylsDocument3 pagesParex Epoxy Puttylsammarsteel68No ratings yet
- Resicoat R4-ES Fusion Bonded Epoxy: Product Data SheetDocument2 pagesResicoat R4-ES Fusion Bonded Epoxy: Product Data SheetmarciojunkNo ratings yet
- Sikalastic - 8800Document4 pagesSikalastic - 8800Michael A FarinNo ratings yet
- Sikaflex - 11 FCDocument4 pagesSikaflex - 11 FCSahanNo ratings yet
- Sikalastic®-8800: Product Data SheetDocument4 pagesSikalastic®-8800: Product Data SheetshahoorhussainNo ratings yet
- Product Data Sheet: Sikacor® Zinc RDocument4 pagesProduct Data Sheet: Sikacor® Zinc RMohammedBayrakdarNo ratings yet
- PCoat800805 TDDocument5 pagesPCoat800805 TDAriel GalvezNo ratings yet
- Sikaflex - 11 FCDocument3 pagesSikaflex - 11 FCNirwanKasbiyNo ratings yet
- Floropoxy 4700 TdsDocument3 pagesFloropoxy 4700 TdsCarlos Rojas HandalNo ratings yet
- ShaliSeal PS PGDocument3 pagesShaliSeal PS PGpoojaNo ratings yet
- Retrowrap HD Specifications (2014)Document15 pagesRetrowrap HD Specifications (2014)Alfredo Solorzano MaloNo ratings yet
- Plastic Heater - PT - Bella Prima Perkasa-Model CORE BUNDDLEDocument1 pagePlastic Heater - PT - Bella Prima Perkasa-Model CORE BUNDDLETopik Budi OetomoNo ratings yet
- Plastic Heater - PT - Bella Prima Perkasa-Model SIDEPLATEDocument1 pagePlastic Heater - PT - Bella Prima Perkasa-Model SIDEPLATETopik Budi OetomoNo ratings yet
- Plastic Heater - PT - Bella Prima Perkasa-Model GADocument1 pagePlastic Heater - PT - Bella Prima Perkasa-Model GATopik Budi OetomoNo ratings yet
- Round DamperDocument1 pageRound DamperTopik Budi OetomoNo ratings yet
- Fin Tube Cross - Pak Helby-ModelDocument1 pageFin Tube Cross - Pak Helby-ModelTopik Budi OetomoNo ratings yet
- Rectang DamperDocument1 pageRectang DamperTopik Budi OetomoNo ratings yet
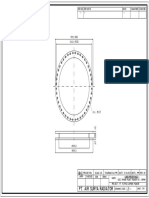
- Pt. Air Surya Radiator: (Pastikan Lebar Tangki) 1980 170 410Document1 pagePt. Air Surya Radiator: (Pastikan Lebar Tangki) 1980 170 410Topik Budi OetomoNo ratings yet
- Boq LopeDocument1 pageBoq LopeTopik Budi OetomoNo ratings yet
- Add NozzleDocument1 pageAdd NozzleTopik Budi OetomoNo ratings yet
- By Pass PipeDocument1 pageBy Pass PipeTopik Budi OetomoNo ratings yet
- GAC1Document1 pageGAC1Topik Budi OetomoNo ratings yet
- Jotatemp 1000 - TDSDocument5 pagesJotatemp 1000 - TDSTopik Budi Oetomo100% (1)
- Fosroc Supercast PVC Waterstops RangeDocument5 pagesFosroc Supercast PVC Waterstops Rangeشاز إياسNo ratings yet
- As-NZS 1554.1 Testing RequirementsDocument2 pagesAs-NZS 1554.1 Testing RequirementsSyed Mahmud Habibur RahmanNo ratings yet
- Chemical Resistance Guide For Elastomers and ThermoplasticsDocument35 pagesChemical Resistance Guide For Elastomers and ThermoplasticsTomás MercadoNo ratings yet
- Repair of Storage ShedDocument37 pagesRepair of Storage ShedEr Sandip SuryawanshiNo ratings yet
- Nano Material EsDocument156 pagesNano Material EsAreitos DelgadoNo ratings yet
- MA-K27467-KW Oil Test Solutions Brochure PDFDocument6 pagesMA-K27467-KW Oil Test Solutions Brochure PDFIbnu AndhikaNo ratings yet
- B9 Exp5 ME222Document19 pagesB9 Exp5 ME222Yash Varun100% (1)
- GAMA Presentation 11jan2007Document15 pagesGAMA Presentation 11jan2007Hakan MuralNo ratings yet
- Mixed Exams. IchemDocument9 pagesMixed Exams. Ichemchristian popeNo ratings yet
- Nax Premila 7000 TDS ANZDocument4 pagesNax Premila 7000 TDS ANZjanakaNo ratings yet
- Basf Masterlife Ci 30 TdsDocument3 pagesBasf Masterlife Ci 30 TdsRexy SusantoNo ratings yet
- TGN 007Document18 pagesTGN 007Jobs TsaiNo ratings yet
- TTT Curves 1Document101 pagesTTT Curves 1ibrahimNo ratings yet
- HO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)Document2 pagesHO PLUS 32-PLUS 46 - Hydraulic Oil (HEES)azimchemNo ratings yet
- 1.duro Design Bamboo Installation GuideDocument4 pages1.duro Design Bamboo Installation GuideRifma Atma Wijaya KusumaNo ratings yet
- General Purpose and Blended Cements: Australian StandardDocument7 pagesGeneral Purpose and Blended Cements: Australian StandardKrist Jan Jimenez SeparaNo ratings yet
- Different Refrigeration CyclesDocument11 pagesDifferent Refrigeration CyclesLester AngelesNo ratings yet
- Fundamentals of ExplosivesDocument41 pagesFundamentals of ExplosivesLinet MwikaliNo ratings yet
- LECO GDS Configuration Request Form: To Be Filled Out by Leco Sales - Not by ProspectDocument3 pagesLECO GDS Configuration Request Form: To Be Filled Out by Leco Sales - Not by ProspectOscar MartinezNo ratings yet
- 77 Cast Iron Electrode InstructionsDocument2 pages77 Cast Iron Electrode Instructionsjoaquin r.No ratings yet
- Science Pyqs BookletDocument134 pagesScience Pyqs BookletJashaswan SaikiaNo ratings yet
- Webergrout Fine - Product Sheet (2020 - 09)Document4 pagesWebergrout Fine - Product Sheet (2020 - 09)CHI KEUNG LINo ratings yet
- Masterroc® FLC 100 (Formerly Known As Meyco® Flowcable)Document2 pagesMasterroc® FLC 100 (Formerly Known As Meyco® Flowcable)Ryan LasacaNo ratings yet
- Glass Manufacturing: Martin Balanag Marcelino Baltazar III Corwyn Banogon John Froilan BolesDocument15 pagesGlass Manufacturing: Martin Balanag Marcelino Baltazar III Corwyn Banogon John Froilan BolesMartinBalanagNo ratings yet
- SG-30 Safety Guideline For Blast Furnace PDFDocument10 pagesSG-30 Safety Guideline For Blast Furnace PDFgautamcoolNo ratings yet
- Paper Astm StandardsDocument10 pagesPaper Astm StandardsjklelvisNo ratings yet
- Construction Drawings@DillibazaarDocument15 pagesConstruction Drawings@DillibazaarSaurav ShresthaNo ratings yet