Download as doc, pdf, or txt
You might also like
- CBT TanveerDocument5 pagesCBT TanveerBapiNo ratings yet
- Police Verification Letter-Deviprasana 1Document5 pagesPolice Verification Letter-Deviprasana 1bmengg faculty2No ratings yet
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechJagdishNo ratings yet
- Aramco Questionnaire Latest One 08062020Document29 pagesAramco Questionnaire Latest One 08062020brparekh100% (1)
- Saudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldDocument3 pagesSaudi Aramco Inspection Checklist: In-Process Welding Inspection SAIC-W-2006 30-Apr-13 WeldManoj KumarNo ratings yet
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- Bay.t-510 Close Prac Exam #3Document22 pagesBay.t-510 Close Prac Exam #3Karim Mamdouh50% (2)
- Emona Signals Systems R3 0Document192 pagesEmona Signals Systems R3 0Erika AlexandraNo ratings yet
- Aramco-Candidate QuestionDocument5 pagesAramco-Candidate Questionnafis2u100% (1)
- Saudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 WeldDocument1 pageSaudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 Weldkartik_harwani4387No ratings yet
- 175 060100Document1 page175 060100Abu Anas M.SalaheldinNo ratings yet
- Gas Transmission and Distribution Piping Systems ASME B31.12 Hydrogen Piping and PipelinesDocument5 pagesGas Transmission and Distribution Piping Systems ASME B31.12 Hydrogen Piping and PipelinesnasrNo ratings yet
- CBT Questions-1Document2 pagesCBT Questions-1kumarNo ratings yet
- Saudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldDocument6 pagesSaudi Aramco Inspection Checklist: Post-Welding Visual Inspection (Plant Piping) SAIC-W-2007 30-Apr-13 WeldManoj KumarNo ratings yet
- RFI Entered Successfully Quality Record No L-8137: User1: - Role: Change Password - LogoutDocument1 pageRFI Entered Successfully Quality Record No L-8137: User1: - Role: Change Password - Logoutarulselvam100% (1)
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 Mechkarthi51289No ratings yet
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiNo ratings yet
- QM 05. Line PipesDocument2 pagesQM 05. Line Pipesmohamed elmasryNo ratings yet
- 175 030100Document2 pages175 030100Abu Anas M.Salaheldin100% (1)
- Resume For The Post of Tank /welding / Piping Inspector.Document28 pagesResume For The Post of Tank /welding / Piping Inspector.AJMAL KAREEMNo ratings yet
- Saes W 013Document8 pagesSaes W 013Dhaval Patel100% (1)
- Valves Interview QuestionsDocument5 pagesValves Interview QuestionsQaisir Mehmood100% (1)
- Quality Control Engineer General ResponsibilitiesDocument29 pagesQuality Control Engineer General ResponsibilitiesAkansha SharmaNo ratings yet
- Saudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 21-Oct-18 WeldDocument4 pagesSaudi Aramco Inspection Checklist: Validation of Welding Equipment (Plant Piping) SAIC-W-2011 21-Oct-18 WeldMAZHARULNo ratings yet
- Material With Electrode SelectionDocument2 pagesMaterial With Electrode SelectionAhmadiBinAhmadNo ratings yet
- Saudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 WeldDocument1 pageSaudi Aramco Inspection Checklist: Inprocess Welding Inspection - Offshore Structures SAIC-W-1313 Weldkartik_harwani4387No ratings yet
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MNo ratings yet
- 175 100100 PDFDocument2 pages175 100100 PDFThaksenNo ratings yet
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNo ratings yet
- 7.2-WI-54-ITSD Inspectors Qualification Requirements Rev-05Document28 pages7.2-WI-54-ITSD Inspectors Qualification Requirements Rev-05Ksn HariNo ratings yet
- CBT Piping Questionnaire-1Document3 pagesCBT Piping Questionnaire-1kumarNo ratings yet
- Interview Ques & Ans - KNPCDocument8 pagesInterview Ques & Ans - KNPCStephen RajNo ratings yet
- Approval Codes Only (Rev. 1)Document1 pageApproval Codes Only (Rev. 1)Firman BhaktiwinayaNo ratings yet
- Aramco General Mechanical QuestionsDocument2 pagesAramco General Mechanical QuestionsJlkKumarNo ratings yet
- TWI CSWIP Training Plan - Dynaquest Energy LimitedDocument2 pagesTWI CSWIP Training Plan - Dynaquest Energy LimitedAdeniyi100% (1)
- B Gas Grade 3 QuestionsDocument2 pagesB Gas Grade 3 QuestionsMathew Cherian100% (1)
- P Sankar CVDocument5 pagesP Sankar CVsrimoan100% (1)
- ARAMCO QM Number ListDocument3 pagesARAMCO QM Number ListMohamed Yousuf Syed Mohamed0% (1)
- Aramco Pwht-QandA PDFDocument2 pagesAramco Pwht-QandA PDFAnasNo ratings yet
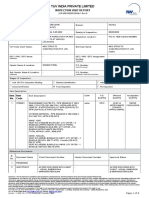
- Tuv India Private Limited: Inspection Visit ReportDocument8 pagesTuv India Private Limited: Inspection Visit ReportAbhay KarandeNo ratings yet
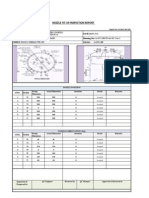
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
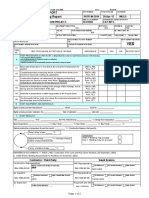
- Welder Job Clearance Card: Nesma/TanmiaDocument8 pagesWelder Job Clearance Card: Nesma/TanmiaMohamed Reda Hussein SengarNo ratings yet
- General Mechanical-2 PDFDocument6 pagesGeneral Mechanical-2 PDFAhmed Shaban KotbNo ratings yet
- Saudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportDocument2 pagesSaudi Aramco Test Report: Welding Rod Oven Calibration/Verification ReportJoni Carino Suni100% (1)
- General Mechanical 1Document18 pagesGeneral Mechanical 1Ahmed Shaban KotbNo ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Welding Questionaire: Duties and Responsibilities of Welding InspectorDocument32 pagesWelding Questionaire: Duties and Responsibilities of Welding Inspectorshaynad binsharafNo ratings yet
- Most Important Question Regarding Welding CBTDocument16 pagesMost Important Question Regarding Welding CBTPooja ManiNo ratings yet
- Resume Sample PDFDocument4 pagesResume Sample PDFamitrdttecNo ratings yet
- Saudi Aramco Test Report Temperature Tie-In Welding ReportDocument2 pagesSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- SATIP-P-104-01 Rev 7 FinalDocument4 pagesSATIP-P-104-01 Rev 7 FinalHatemS.MashaGbehNo ratings yet
- Requirement For Ss Seamless Pipe Astm A 312 Tp316L/316L: INQ - 610 Rev.: A Page: 1 of 1Document1 pageRequirement For Ss Seamless Pipe Astm A 312 Tp316L/316L: INQ - 610 Rev.: A Page: 1 of 1naveen_86No ratings yet
- Saudi Aramco Inspection Checklist: Cable Tray, Metallic Tray Systems - Material Receiving SAIC-P-3302 3-Jul-18 ElectDocument1 pageSaudi Aramco Inspection Checklist: Cable Tray, Metallic Tray Systems - Material Receiving SAIC-P-3302 3-Jul-18 Electkarthi51289No ratings yet
- PIM AgendaDocument1 pagePIM Agendagayas416100% (1)
- QM 07 - ValvesDocument6 pagesQM 07 - Valvesmohamed elmasry100% (1)
- Question For InterviewDocument4 pagesQuestion For InterviewJlkKumar100% (2)
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalNo ratings yet
- CV Shoaib Anwar - TPI Aramco VID and API 653 Inspector - TDocument5 pagesCV Shoaib Anwar - TPI Aramco VID and API 653 Inspector - Tshoaib2scribedNo ratings yet
- Varun CBT QuestionDocument7 pagesVarun CBT Questionmedication abbasNo ratings yet
- WPSDocument25 pagesWPSWaqas WaqasNo ratings yet
- API 570 - Refresh - CB - 18 June 2014Document14 pagesAPI 570 - Refresh - CB - 18 June 2014nathan zacky ardamaNo ratings yet
- QM31 QuestionsDocument3 pagesQM31 Questionskta_87No ratings yet
- Date: Name SurnameDocument3 pagesDate: Name Surnamekta_87No ratings yet
- Saes J 904 PDFDocument31 pagesSaes J 904 PDFkta_87No ratings yet
- Asme B16.47 PDFDocument25 pagesAsme B16.47 PDFkta_87No ratings yet
- Bob 1.0.1 Vulnhub WalkthroughDocument17 pagesBob 1.0.1 Vulnhub WalkthroughhexoNo ratings yet
- ELEC9713-11 Lec07 EarthingDocument54 pagesELEC9713-11 Lec07 Earthinggolu100% (1)
- SQL DBA at BCCDocument2 pagesSQL DBA at BCCcharocpcNo ratings yet
- Chapter 3 - Electric Current and Direct Current Circuit 1Document8 pagesChapter 3 - Electric Current and Direct Current Circuit 1Fazilah TawasilNo ratings yet
- Em 300Document6 pagesEm 300Frizal Akbar BudiatmoyoNo ratings yet
- Ound Floor PlanDocument1 pageOund Floor PlanprashinNo ratings yet
- 4 Reservoir Geomechanics PDFDocument130 pages4 Reservoir Geomechanics PDFMahardika Aji KurniawanNo ratings yet
- Despiese Carroceria Nissan Almera Classic B10Document78 pagesDespiese Carroceria Nissan Almera Classic B10lambjabibiNo ratings yet
- Analysis of The Impact of Trailing-Edge Wing FlapsDocument10 pagesAnalysis of The Impact of Trailing-Edge Wing FlapsNL NapsNo ratings yet
- 3D Printing by Zamir ShaikhDocument12 pages3D Printing by Zamir ShaikhPrince ZamerNo ratings yet
- Technical Specifications: Motor GraderDocument8 pagesTechnical Specifications: Motor GraderHerry ArsevenNo ratings yet
- Tsbus2008 984Document47 pagesTsbus2008 984karlosc17No ratings yet
- Topographic Map of FiskDocument1 pageTopographic Map of FiskHistoricalMapsNo ratings yet
- Microsoft Office Word Add Ins - Microsoft Dynamics Ax 2012 - WhitepaperDocument19 pagesMicrosoft Office Word Add Ins - Microsoft Dynamics Ax 2012 - WhitepaperShrenik MehtaNo ratings yet
- Condenser Hot Vapor Bypass Control: PetrocontrolDocument6 pagesCondenser Hot Vapor Bypass Control: Petrocontrolonizuka-t2263No ratings yet
- RE - ARSB Method Statement Sewerage WorksDocument32 pagesRE - ARSB Method Statement Sewerage WorksAs-Syaff ResourcesNo ratings yet
- EQ Lighting CircuitsDocument5 pagesEQ Lighting Circuitsioan_antoce67No ratings yet
- MOVIROLL&MOVICARTDocument23 pagesMOVIROLL&MOVICARTMoutaz IsmailNo ratings yet
- Chrysler Pacifica HS LWB Front Door RingDocument1 pageChrysler Pacifica HS LWB Front Door Ringabraham silva hernandezNo ratings yet
- SEMINAR Report On Smart CardDocument16 pagesSEMINAR Report On Smart Cardmunda230% (2)
- Bootstrap 4 Cheat Sheet 10v400 Alpha6Document12 pagesBootstrap 4 Cheat Sheet 10v400 Alpha6hero100% (1)
- Gama Incarcatoare JCBDocument24 pagesGama Incarcatoare JCBMB Viorel100% (1)
- Pharmaceutical SciencesDocument9 pagesPharmaceutical SciencesJames HornerNo ratings yet
- Capital ProtectaDocument60 pagesCapital Protectacokiaa0% (1)
- 3029DF128 SERIES 300 SPECIFICATIONS For Gen Set ApplicationsDocument2 pages3029DF128 SERIES 300 SPECIFICATIONS For Gen Set ApplicationsMohammed Shafek100% (1)
- Steam Sterilization and The 2007 Revision of PDA Technical Report 1Document59 pagesSteam Sterilization and The 2007 Revision of PDA Technical Report 1Carlos Medina Cisterna100% (5)
- Wipe TCL 11-6-17Document23 pagesWipe TCL 11-6-17anamika tripathiNo ratings yet
- General EBS SetupDocument119 pagesGeneral EBS SetupHidayatulla ShaikhNo ratings yet