Download as pdf or txt
You might also like
- 2 - TOGAF 9 Part 1 Practice Test - Nov2012Document41 pages2 - TOGAF 9 Part 1 Practice Test - Nov2012swapnil_bankar100% (3)
- SPE-179188-MS Managed Pressure, Deep Water Drilling, and Logging Under ContinuousDocument32 pagesSPE-179188-MS Managed Pressure, Deep Water Drilling, and Logging Under ContinuousRafael GarateNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Falcimaigne, Jean - Decarre, Sandrine-Multiphase Production - Pipeline Transport, Pumping and Metering-Editions Technip (2008)Document201 pagesFalcimaigne, Jean - Decarre, Sandrine-Multiphase Production - Pipeline Transport, Pumping and Metering-Editions Technip (2008)Wamer Ait100% (2)
- Spe 170789 MS PDFDocument17 pagesSpe 170789 MS PDFerikaberriomNo ratings yet
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaDocument14 pagesVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- Spe 57569 MSDocument11 pagesSpe 57569 MSFrancisco LaguardiaNo ratings yet
- MPD SchemeticDocument9 pagesMPD Schemeticsaif khudhairNo ratings yet
- Abdel Bak y 2018Document9 pagesAbdel Bak y 2018arispriyatmonoNo ratings yet
- OTC-25824-MS Exploration of HPHT Tight Gas Formation: First Application of Propped Fracturing in The Offshore GulfDocument24 pagesOTC-25824-MS Exploration of HPHT Tight Gas Formation: First Application of Propped Fracturing in The Offshore GulfloboclvNo ratings yet
- Anand 2018Document35 pagesAnand 2018umair qureshiNo ratings yet
- SPE-169224-MS First Sand Clean Out of A HPHT Well On The Norwegian Continental Shelf Using Rig Assisted Snubbing and Sand CyclonesDocument6 pagesSPE-169224-MS First Sand Clean Out of A HPHT Well On The Norwegian Continental Shelf Using Rig Assisted Snubbing and Sand CyclonesTheNourEldenNo ratings yet
- HF Treatment Through DSTDocument8 pagesHF Treatment Through DSTmoorpvrNo ratings yet
- SPE-126320 Propped-Fracture Stimulation Performed From A Jackup Rig in The North SeaDocument14 pagesSPE-126320 Propped-Fracture Stimulation Performed From A Jackup Rig in The North SeaBruceNo ratings yet
- N.O. Pinero Zambrano, I.M. Al-Ageel, M.A. Muqeem, and A.S. Al-Mutawa, Saudi Aramco C.M. Mazouz, A. Hadj-Moussa, A. Zeb, and F. Al-Ghamdi, WeatherfordDocument9 pagesN.O. Pinero Zambrano, I.M. Al-Ageel, M.A. Muqeem, and A.S. Al-Mutawa, Saudi Aramco C.M. Mazouz, A. Hadj-Moussa, A. Zeb, and F. Al-Ghamdi, WeatherfordAgungRizkyNo ratings yet
- SPE-182968-MS Well Integrity ManagementDocument14 pagesSPE-182968-MS Well Integrity ManagementJuan Camilo Lugo BecerraNo ratings yet
- SPE-197490-MS Case History of A Successful Hydraulic Restimulation Pilot: The Story From Pilot Candidate Selection To Post-Job Evaluation and RolloutDocument21 pagesSPE-197490-MS Case History of A Successful Hydraulic Restimulation Pilot: The Story From Pilot Candidate Selection To Post-Job Evaluation and RolloutAlexandru DragomirNo ratings yet
- SPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsDocument12 pagesSPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsAdri Coca SuaznabarNo ratings yet
- Sci Hub Panichelli2017Document12 pagesSci Hub Panichelli2017TOMAS ANTONIO CAMATICO FLORESNo ratings yet
- Advanced Reservoir Characterization in Vaca Muerta PDFDocument12 pagesAdvanced Reservoir Characterization in Vaca Muerta PDFojrfgmrfNo ratings yet
- SPE/IADC-173074-MS Blowout Well-Flow Simulation For Deepwater Drilling Using High-Pressure/ High-Temperature (HP/HT) Black-Oil Viscosity ModelDocument14 pagesSPE/IADC-173074-MS Blowout Well-Flow Simulation For Deepwater Drilling Using High-Pressure/ High-Temperature (HP/HT) Black-Oil Viscosity ModelHaider AshourNo ratings yet
- Spe 177055 MsDocument13 pagesSpe 177055 MssariNo ratings yet
- Production Optimization Using Continuous Gas Lift SystemDocument18 pagesProduction Optimization Using Continuous Gas Lift SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- SPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellDocument12 pagesSPE 183676 Production Optimization of High Temperature Liquid Hold Up Gas WellEdgar GonzalezNo ratings yet
- SPE-179833-MS Key Learnings From First 2 Years of A Full Field CSS Development in OmanDocument17 pagesSPE-179833-MS Key Learnings From First 2 Years of A Full Field CSS Development in OmanAlfonso CastorenaNo ratings yet
- MPD or MCD Offshore Application On A Dynamic Positioning RigDocument9 pagesMPD or MCD Offshore Application On A Dynamic Positioning RigeriantoelonNo ratings yet
- Spe 114703 MSDocument11 pagesSpe 114703 MSBobby Rifki SaputraNo ratings yet
- Ignatiev 2015Document14 pagesIgnatiev 2015aidaNo ratings yet
- Advanced Deepwater Kick DetectionDocument10 pagesAdvanced Deepwater Kick DetectionRakibul IslamNo ratings yet
- Intelligent Gas LiftDocument17 pagesIntelligent Gas Liftmemos2011No ratings yet
- Dokumen - Tips - Spe Spe 172812 Msspe 172812 MsDocument11 pagesDokumen - Tips - Spe Spe 172812 Msspe 172812 MsJes MorNo ratings yet
- Maple Field Rejuvenation - A Practical and Effective Approach For Field Production Increase Through GasliftDocument11 pagesMaple Field Rejuvenation - A Practical and Effective Approach For Field Production Increase Through GasliftTunde FarotimiNo ratings yet
- Flow Assurance StudyDocument7 pagesFlow Assurance StudyAlejandra AriasNo ratings yet
- SPE/IADC-179188-MS Managed Pressure, Deep Water Drilling, and Logging Under Continuous Reservoir Cross Flow Conditions - A Case HistoryDocument32 pagesSPE/IADC-179188-MS Managed Pressure, Deep Water Drilling, and Logging Under Continuous Reservoir Cross Flow Conditions - A Case HistoryVeronica ArronithaNo ratings yet
- Model Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsDocument8 pagesModel Investigation of Low Salinity Brine Injection On Gas-Condensate Recovery in A Sandstone Reservoir Effect of Calcium and Sodium IonsInternational Journal of Innovative Science and Research Technology100% (1)
- 2016 Gas Well Form - Abstracts and NotesDocument22 pages2016 Gas Well Form - Abstracts and NotesManuel ChNo ratings yet
- SPE 141026 Development and Application of Foamers To Enhance Crude Oil ProductionDocument8 pagesSPE 141026 Development and Application of Foamers To Enhance Crude Oil ProductionRégis OngolloNo ratings yet
- SPE-185892-MS ESP-DST Well Testing in A Complex Reservoir in The Barents Sea: Establishing New Methodologies and Lessons LearnedDocument19 pagesSPE-185892-MS ESP-DST Well Testing in A Complex Reservoir in The Barents Sea: Establishing New Methodologies and Lessons LearnedAli100% (1)
- SPE 142361 Enhancement of Oil Recovery Through "Dump-Flood" Water Injection Concept in Satellite FieldDocument6 pagesSPE 142361 Enhancement of Oil Recovery Through "Dump-Flood" Water Injection Concept in Satellite Fieldahmalisha2No ratings yet
- SPE 144112 Application of Silicate/Polymer Water Shut-Off Treatment in Faulted Reservoirs With Extreme High PermeabilityDocument16 pagesSPE 144112 Application of Silicate/Polymer Water Shut-Off Treatment in Faulted Reservoirs With Extreme High PermeabilityQaiser HafeezNo ratings yet
- Kumar 2019Document25 pagesKumar 2019RishiNo ratings yet
- Spe 153967Document16 pagesSpe 153967Hans Forenza ArataNo ratings yet
- SPE-190959-MS Life-of-Well Gas Lift Installations For Unconventional ResourcesDocument19 pagesSPE-190959-MS Life-of-Well Gas Lift Installations For Unconventional ResourcesWan Norain Awang LongNo ratings yet
- Use of Underbalanced Drilling Technology Expands: Moving Ubd OffshoreDocument4 pagesUse of Underbalanced Drilling Technology Expands: Moving Ubd OffshoreAde Kurnia SaputraNo ratings yet
- Production Operations (16pages)Document16 pagesProduction Operations (16pages)vantuantaihoaNo ratings yet
- Coiled-Tubing Completion Procedure Reduces Cost and Time For Hydraulically Fractured WellsDocument8 pagesCoiled-Tubing Completion Procedure Reduces Cost and Time For Hydraulically Fractured WellsKamran Haider TunioNo ratings yet
- SPE 158831 The Evolution of The NCMA Well Start-Up PhilosophyDocument10 pagesSPE 158831 The Evolution of The NCMA Well Start-Up Philosophymatheus_moreira0990No ratings yet
- On The Road To 60% Oil Recovery by Implementing Miscible Hydrocarbon WAG in A North-African FieldDocument17 pagesOn The Road To 60% Oil Recovery by Implementing Miscible Hydrocarbon WAG in A North-African FieldOat Panyawat TukaewNo ratings yet
- Spe 173826Document12 pagesSpe 173826Renzo LópezNo ratings yet
- Application of Formation Pressure While Drilling FPWD Technology in Challenging Low Mobility Environment - Case Study From Western KazakhstanDocument8 pagesApplication of Formation Pressure While Drilling FPWD Technology in Challenging Low Mobility Environment - Case Study From Western KazakhstanJamalNo ratings yet
- Managed Pressure Drilling VietnamDocument27 pagesManaged Pressure Drilling VietnamVINCENTIUS ADVEN BRILIANNo ratings yet
- A Case Study On The Effect of Production Segmentation CompletionDocument9 pagesA Case Study On The Effect of Production Segmentation CompletionSara Kamil Abd Al-RedahNo ratings yet
- Underbalanced Drilling Technology For Unconventional Gas ReservoirsDocument9 pagesUnderbalanced Drilling Technology For Unconventional Gas ReservoirshkaqlqNo ratings yet
- Back Presure Valve in PCP or SRPDocument15 pagesBack Presure Valve in PCP or SRPShubham GuptaNo ratings yet
- Kal War 2017Document10 pagesKal War 2017khusnul9No ratings yet
- SPE-199074-MS Solving The Challenges of A Complex Integrated Production System in Camisea Field Using Novel Modeling TechniquesDocument16 pagesSPE-199074-MS Solving The Challenges of A Complex Integrated Production System in Camisea Field Using Novel Modeling TechniquesEfrain Alex Morales CaballeroNo ratings yet
- Spe 77357 MSDocument14 pagesSpe 77357 MSmohamedabbas_us3813No ratings yet
- CO2 Injection Into Depleted Gas ReservoirsDocument15 pagesCO2 Injection Into Depleted Gas ReservoirsbobcyliaoNo ratings yet
- SPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDocument15 pagesSPE-196769-MS - Burdakov, Wolcott - WAG Pilot Design and ResultsDonald WolcottNo ratings yet
- Karurkar 2015Document12 pagesKarurkar 2015HSEQ AZUL ENERGYNo ratings yet
- Spe 147765 Advanced Chemical Water-Shutoff Treatments in Multilayer Gas Reservoirs: A Case Study Frompeciko Field, East Kalimantan, IndonesiaDocument12 pagesSpe 147765 Advanced Chemical Water-Shutoff Treatments in Multilayer Gas Reservoirs: A Case Study Frompeciko Field, East Kalimantan, Indonesiahade wantoNo ratings yet
- Janssen2018 Immiscible n2Document19 pagesJanssen2018 Immiscible n2Abdillah MuharramNo ratings yet
- 2001 ShokoyaDocument293 pages2001 ShokoyaAbdillah MuharramNo ratings yet
- Beltranparedes 2010Document12 pagesBeltranparedes 2010Abdillah MuharramNo ratings yet
- Determination and Evaluation of Minimum Miscibility Pressure Using Various Methods: Experimental, Visual Observation, and SimulationDocument10 pagesDetermination and Evaluation of Minimum Miscibility Pressure Using Various Methods: Experimental, Visual Observation, and SimulationAbdillah MuharramNo ratings yet
- Immicsible n2Document8 pagesImmicsible n2Abdillah MuharramNo ratings yet
- Status Report On Miscible/Immiscible Gas Flooding: G.H. BATH, O.B.EDocument15 pagesStatus Report On Miscible/Immiscible Gas Flooding: G.H. BATH, O.B.EAbdillah MuharramNo ratings yet
- Jinjie Wang, Mingzhe Dong, Yajun Li, Houjian Gong: A B A B A ADocument10 pagesJinjie Wang, Mingzhe Dong, Yajun Li, Houjian Gong: A B A B A AAbdillah MuharramNo ratings yet
- A New EOR Technology: Gas Alternating Gas Injection: ISSN 2540 - 9352Document6 pagesA New EOR Technology: Gas Alternating Gas Injection: ISSN 2540 - 9352Abdillah MuharramNo ratings yet
- Petroleum: Sheng Li, Peng LuoDocument8 pagesPetroleum: Sheng Li, Peng LuoAbdillah MuharramNo ratings yet
- Amadi Anthony 200277721 MASC PSE Fall2012Document142 pagesAmadi Anthony 200277721 MASC PSE Fall2012Abdillah MuharramNo ratings yet
- Abdolhossein Hemmati-Sarapardeh, Erfan Mohagheghian, Mohammad Fathinasab, Amir H. MohammadiDocument9 pagesAbdolhossein Hemmati-Sarapardeh, Erfan Mohagheghian, Mohammad Fathinasab, Amir H. MohammadiAbdillah MuharramNo ratings yet
- Miscible GOGD Using CO2 in One of The Iranian Fractured Reservoirs - A Case StudyDocument11 pagesMiscible GOGD Using CO2 in One of The Iranian Fractured Reservoirs - A Case StudyAbdillah MuharramNo ratings yet
- Pourhadi-HashemiFath2020 Article PerformanceOfTheInjectionOfDifDocument21 pagesPourhadi-HashemiFath2020 Article PerformanceOfTheInjectionOfDifAbdillah MuharramNo ratings yet
- Improved Miscible Nitrogen Flood Performance Utilizing Advanced Reservoir Characterization and Horizontal Laterals in A Class I Reservoir - East Binger (Marchand) UnitDocument13 pagesImproved Miscible Nitrogen Flood Performance Utilizing Advanced Reservoir Characterization and Horizontal Laterals in A Class I Reservoir - East Binger (Marchand) UnitAbdillah MuharramNo ratings yet
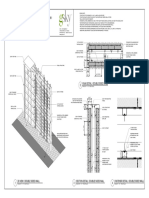
- Double Sided InstallationDocument1 pageDouble Sided InstallationAbbasi HussainNo ratings yet
- Automation Transaction of Motor Vehicle Registrations in Land Transportation Office (LTO) of The PhilippinesDocument11 pagesAutomation Transaction of Motor Vehicle Registrations in Land Transportation Office (LTO) of The PhilippinesErwn PaoloNo ratings yet
- Formal Usability ProposalDocument9 pagesFormal Usability ProposalCamilo ManjarresNo ratings yet
- OfferDocument16 pagesOfferbspgitamNo ratings yet
- TGchapter6 ConceptsDocument125 pagesTGchapter6 Conceptsjackleung2012No ratings yet
- The Yielding of Fasteners Duirng Tightening PDFDocument2 pagesThe Yielding of Fasteners Duirng Tightening PDFAristotle MedinaNo ratings yet
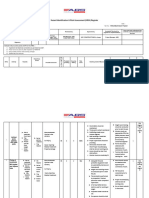
- ABS HIRA For Store ConstructionDocument6 pagesABS HIRA For Store Constructionsyed khaja misbhuddinNo ratings yet
- Truck Total Vehicle, Final TestDocument10 pagesTruck Total Vehicle, Final TestPutra JawaNo ratings yet
- PNG Standard Classification (Jan 09)Document124 pagesPNG Standard Classification (Jan 09)Christian BarNo ratings yet
- Assembly Line BalancingDocument25 pagesAssembly Line BalancingSathish100% (1)
- ECCS Publication - Recommendations For The Calculation of Wind Effects On Buildings and Structures - 1978Document81 pagesECCS Publication - Recommendations For The Calculation of Wind Effects On Buildings and Structures - 1978jaumevalles2No ratings yet
- Atos Case StudyDocument11 pagesAtos Case StudyKalapeRRNo ratings yet
- 9120Document4 pages9120tubaab73No ratings yet
- Strategic Management Final Report 2Document31 pagesStrategic Management Final Report 2Ekta IoBMNo ratings yet
- Sabre Spirit - Ship Detail - Sea-WebDocument7 pagesSabre Spirit - Ship Detail - Sea-Webdiegocely700615No ratings yet
- Del Cos 3000Document12 pagesDel Cos 3000aryluck77No ratings yet
- Basic HR ABAP Training - Day 1Document26 pagesBasic HR ABAP Training - Day 1vivek_sharma13No ratings yet
- Sage X3 - User Guide - HTG-Shipping Interface-UPS PDFDocument12 pagesSage X3 - User Guide - HTG-Shipping Interface-UPS PDFcaplusincNo ratings yet
- Bimplicity LISTADOSOFTWAREDocument15 pagesBimplicity LISTADOSOFTWAREHans ReyesNo ratings yet
- Operating Instructions: DECT RepeaterDocument20 pagesOperating Instructions: DECT Repeaterlinein_lineoutNo ratings yet
- FSV Phase2 Overview Report PDFDocument79 pagesFSV Phase2 Overview Report PDFvonipkoNo ratings yet
- Price Schedule - Low Voltage ComponentsDocument104 pagesPrice Schedule - Low Voltage ComponentsLuka YannamNo ratings yet
- Project Team Contract & Scope of ProjectDocument4 pagesProject Team Contract & Scope of ProjectSolNo ratings yet
- IDOC Testing: You Can Test The Idoc Using Idoc Test Tool. Just Follow The Steps AboveDocument3 pagesIDOC Testing: You Can Test The Idoc Using Idoc Test Tool. Just Follow The Steps AboveaximeNo ratings yet
- 7650 EdDocument8 pages7650 EdHJNo ratings yet
- Overview of ISO 31000 ISO-IEC 31010 & ISO Guide 73Document54 pagesOverview of ISO 31000 ISO-IEC 31010 & ISO Guide 73failurestringsNo ratings yet
- Cto Users ManualDocument30 pagesCto Users ManualAchmad YukrisnaNo ratings yet
- Firmenliste Katar DT DLDDocument1 pageFirmenliste Katar DT DLDAravind SastryNo ratings yet
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolNo ratings yet