Download as doc, pdf, or txt
You might also like
- I-Roast II ManualDocument16 pagesI-Roast II Manualcwp194483% (6)
- Mitsubishi Lancer Evolution VII Workshop ManualDocument1,642 pagesMitsubishi Lancer Evolution VII Workshop ManualDiego Hernan PiñeiroNo ratings yet
- Determining Punch Problems: What The Slug Can Tell YouDocument4 pagesDetermining Punch Problems: What The Slug Can Tell YouAl Engg100% (1)
- Metalworking Processes LVDDocument12 pagesMetalworking Processes LVDSang Ka KalaNo ratings yet
- NX Progressive Die WizardDocument4 pagesNX Progressive Die WizardNguyễn Thế Quang Dũng100% (1)
- Appendix A - Tolerances For Impression DieDocument21 pagesAppendix A - Tolerances For Impression Diekkozak99No ratings yet
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryFrom EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo ratings yet
- b07 - Process Simulate Virtual CommissioningDocument25 pagesb07 - Process Simulate Virtual CommissioningUnex Petrovic0% (1)
- Mel B737 PDFDocument690 pagesMel B737 PDFAna Soria CirilloNo ratings yet
- TE415 Machine Tool Probe CalibrationDocument6 pagesTE415 Machine Tool Probe CalibrationLjubo ObleščakNo ratings yet
- Die Cutting TolerancesDocument4 pagesDie Cutting TolerancesNeil LeonNo ratings yet
- Sheet Metal Best PracticesDocument11 pagesSheet Metal Best PracticesAng Tiong WeeNo ratings yet
- Sinumerik OPC DA Device DriverDocument8 pagesSinumerik OPC DA Device DriverMartinNo ratings yet
- Technology Ii: Industrial EngineeringDocument23 pagesTechnology Ii: Industrial EngineeringSergio Daniel Humberto Acosta SantosNo ratings yet
- Computer Numerical Control Machine: By-Er - Ved PrakashDocument28 pagesComputer Numerical Control Machine: By-Er - Ved Prakashyogesh borseNo ratings yet
- Full-Automatic Wafer Cone Making Machine Detail Data SheetDocument4 pagesFull-Automatic Wafer Cone Making Machine Detail Data SheetSaffih KheireddineNo ratings yet
- Amity University Rajasthan: " Rico Auto Industries PVT Ltd. "Document21 pagesAmity University Rajasthan: " Rico Auto Industries PVT Ltd. "Aman SinhaNo ratings yet
- User Manual ATC-1000Document5 pagesUser Manual ATC-1000iamdausNo ratings yet
- CNC EditedDocument5 pagesCNC EditedJonathan RobertNo ratings yet
- Large Model TechniquesDocument27 pagesLarge Model TechniquesMatija RepincNo ratings yet
- Chapter-8: Advanced MachiningDocument7 pagesChapter-8: Advanced MachiningAniruddha Bartakke100% (1)
- Report Sheet Metal Blanking 1hhDocument28 pagesReport Sheet Metal Blanking 1hhDino DanielNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Basic Guide On ASiQ Operation-1Document6 pagesBasic Guide On ASiQ Operation-1norainisafarNo ratings yet
- Standard Milling Grade DescriptionsDocument3 pagesStandard Milling Grade DescriptionssisosamNo ratings yet
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument143 pagesCh-11 NC CNC DNC FMS Automation and RoboticsShafiq AhmadNo ratings yet
- Chess Pieces Manufacturing Description Part2Document10 pagesChess Pieces Manufacturing Description Part2Chanel Méndez RamírezNo ratings yet
- AWT Maintanace ManualDocument132 pagesAWT Maintanace ManualLawrence KellyNo ratings yet
- Trigonometry TablesDocument49 pagesTrigonometry Tablesdragos43No ratings yet
- My CNC TurningDocument7 pagesMy CNC Turningde_stanszaNo ratings yet
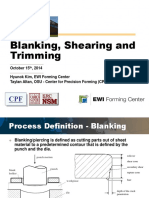
- TOPIC 7 Blanking Sheating and TrimmingDocument19 pagesTOPIC 7 Blanking Sheating and TrimmingmouliNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- Touch Probe Cycles: Product InformationDocument6 pagesTouch Probe Cycles: Product Informationsonnv_hcmuteNo ratings yet
- Sirius7040 AllDocument50 pagesSirius7040 AllVantu-Voiculescu CristiNo ratings yet
- CNC MachinesDocument52 pagesCNC Machinespranav sharmaNo ratings yet
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- CNC Interface Board CM101 ManualDocument17 pagesCNC Interface Board CM101 ManualZorica SolunacNo ratings yet
- Article - Screw Threads DesignDocument7 pagesArticle - Screw Threads DesignjdfdfererNo ratings yet
- Vericut Brochure 70Document16 pagesVericut Brochure 70sivakumarsambandamNo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- Sumita Rev NickDocument13 pagesSumita Rev Nickapi-242414428No ratings yet
- VC450 750 EnglishDocument31 pagesVC450 750 EnglishDragan PerovicNo ratings yet
- Production & Operation Management-The Concept of Just in TimeDocument4 pagesProduction & Operation Management-The Concept of Just in TimeLoveday JAMESNo ratings yet
- Fresamento TAEGUTEC)Document200 pagesFresamento TAEGUTEC)Valdair Jose De SouzaNo ratings yet
- Capstan and Turret LatheDocument21 pagesCapstan and Turret LatheAli NasserNo ratings yet
- MAPAL Competence ISO enDocument206 pagesMAPAL Competence ISO enMarcio ParrachoNo ratings yet
- Effect of Cutting Speed and Feed Rate On Surface Roughness PDFDocument7 pagesEffect of Cutting Speed and Feed Rate On Surface Roughness PDFAshenafi TesfayeNo ratings yet
- Catalogo Holders TungaloyDocument156 pagesCatalogo Holders Tungaloyabsalon_jarvNo ratings yet
- CNC AutomationDocument19 pagesCNC Automationsameersaurabh5No ratings yet
- Vericut CAM InterfacesDocument2 pagesVericut CAM InterfacessivakumarsambandamNo ratings yet
- Assingment 2: Manufacturing TechnologyDocument29 pagesAssingment 2: Manufacturing TechnologySarweshNarayanParbatNo ratings yet
- Lathe OperationDocument46 pagesLathe OperationRavi ParkheNo ratings yet
- 828D SF PDFDocument72 pages828D SF PDFRMK BrothersNo ratings yet
- TNC 426 TNC 430: User's Manual Conversational ProgrammingDocument374 pagesTNC 426 TNC 430: User's Manual Conversational ProgrammingСлоба ЈовановићNo ratings yet
- FMP-302 Lecture 3 4 Lathe, Types, OperationsDocument57 pagesFMP-302 Lecture 3 4 Lathe, Types, OperationsJahangir AliNo ratings yet
- Dies1 2Document23 pagesDies1 2Ajay BabuNo ratings yet
- Cadcam Module 2Document433 pagesCadcam Module 2Ahsan IftikharNo ratings yet
- Fagor 8020 v70Document2 pagesFagor 8020 v70Rene MezaNo ratings yet
- Heidenhain Touch ProbeDocument72 pagesHeidenhain Touch ProbeHoho Hahov100% (1)
- Dial Indicator: General ClassificationDocument4 pagesDial Indicator: General ClassificationOladimeji TaiwoNo ratings yet
- Trunnion Calculation - MasterDocument92 pagesTrunnion Calculation - MasterSrisaran Srinivas ArasavelliNo ratings yet
- Quality Assessment For ConstructionDocument10 pagesQuality Assessment For ConstructionYeabtsega ZelalemNo ratings yet
- TERA Joint: Product Catalogue 2008 - 2009Document60 pagesTERA Joint: Product Catalogue 2008 - 2009Cosobea PetruNo ratings yet
- Goddstar Cb21t20s Pc-81aDocument19 pagesGoddstar Cb21t20s Pc-81aedisonic2000No ratings yet
- 4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?Document9 pages4.1.1 What Is The Policy of The Institution For Creation and Enhancement of Infrastructure That Facilitate Effective Teaching and Learning?coolrajeeeNo ratings yet
- Answer Sheet Q1 Week 1Document25 pagesAnswer Sheet Q1 Week 1kristel guanzonNo ratings yet
- Form Monitoring Pengambilan Sparepart 2023Document5 pagesForm Monitoring Pengambilan Sparepart 2023Zaqi SatchNo ratings yet
- Lab # 7: Standardization of Permanganate With Ferrous SaltsDocument2 pagesLab # 7: Standardization of Permanganate With Ferrous SaltsDanielleNo ratings yet
- Harp-Agro: Bearings and Units For Agriculture IndustryDocument36 pagesHarp-Agro: Bearings and Units For Agriculture IndustryMarceloNo ratings yet
- 10 DrawworksDocument5 pages10 Drawworksa_salehiNo ratings yet
- Astm e 415-99 SSDocument9 pagesAstm e 415-99 SSsekarsanthanamNo ratings yet
- Assignment 2 OMDocument2 pagesAssignment 2 OMKirti SainiNo ratings yet
- 3M - Industrial Abrasives CatalogueDocument76 pages3M - Industrial Abrasives CataloguevishwanathanskNo ratings yet
- Kits Caterpillar de MotorDocument77 pagesKits Caterpillar de MotorJorge AguadoNo ratings yet
- PROPOSED Isales and Inventory Monitoring SystemDocument27 pagesPROPOSED Isales and Inventory Monitoring SystemDMNo ratings yet
- DSP Lab 1Document3 pagesDSP Lab 1Anonymous PfQKLcTtNo ratings yet
- Ensuring Data QualityDocument16 pagesEnsuring Data QualityAlsayed AlgergawyNo ratings yet
- Hawkeye InsightDocument2 pagesHawkeye InsightRetno UtamiNo ratings yet
- Mento - Katalog API 6A Valves & Manifolds - 21.06.21 - Rev18Document46 pagesMento - Katalog API 6A Valves & Manifolds - 21.06.21 - Rev18DIEGO CONCEIÇÃO DE OLIVEIRANo ratings yet
- TextuisystemDocument316 pagesTextuisystemAaron SmathersNo ratings yet
- Sciography in ArchitectureDocument10 pagesSciography in ArchitectureSrishti SrivastavaNo ratings yet
- Fundamental, Technology and Manufacturing in Indonesia: HV Power TransformerDocument82 pagesFundamental, Technology and Manufacturing in Indonesia: HV Power TransformerAriNo ratings yet
- PHD ProposalDocument9 pagesPHD ProposalStephen S. MwanjeNo ratings yet
- 7RW80 Manual A4 V040300 UsDocument264 pages7RW80 Manual A4 V040300 UsvinodmpvNo ratings yet
- Insulation Resistance TestingDocument3 pagesInsulation Resistance TestingAJB2010No ratings yet
- SmoothSmoothing of Wind Farm Output Using Short-Term Ahead Wind Speed Prediction and Flywheel Energy Storage SystemDocument22 pagesSmoothSmoothing of Wind Farm Output Using Short-Term Ahead Wind Speed Prediction and Flywheel Energy Storage SystemAnand Parakkat ParambilNo ratings yet