
Rubber Hose: Standard Test Methods For
Rubber Hose: Standard Test Methods For
You might also like
- AWS C2 16 2017 Guide For ThermalDocument46 pagesAWS C2 16 2017 Guide For ThermalNoe NuñezNo ratings yet
- ASTM D2137 11 - Standard Test Methods For Rubber Property-Brittleness Point of Flexible Polymers and Coated FabricsDocument7 pagesASTM D2137 11 - Standard Test Methods For Rubber Property-Brittleness Point of Flexible Polymers and Coated FabricsAndre Spirim100% (1)
- Forging Audit ChecklistDocument15 pagesForging Audit ChecklistAnkur0% (1)
- F 22 - 13Document5 pagesF 22 - 13Azize Razam100% (1)
- Topqm Infoservice New Cqi 9 4.edition 2020 v001 enDocument6 pagesTopqm Infoservice New Cqi 9 4.edition 2020 v001 enDFLQMS50% (2)
- GR 9 Eng BaselineDocument12 pagesGR 9 Eng BaselineMalie SibisiNo ratings yet
- D445-21e2 - Standard Test Method For Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Document17 pagesD445-21e2 - Standard Test Method For Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Ehsan Ziaei100% (1)
- ASTM D5963 - Rubber Abrasion ResistanceDocument9 pagesASTM D5963 - Rubber Abrasion ResistanceLai Dieu100% (1)
- Jis K 6253 Standard PDFDocument3 pagesJis K 6253 Standard PDFErnest0% (1)
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
- M0007 - 2014-1 Testing Method For Automotive PaintDocument164 pagesM0007 - 2014-1 Testing Method For Automotive PaintErick Hernández0% (1)
- Astm f1387Document28 pagesAstm f1387kswaghmareNo ratings yet
- BS 5842 1980 R. 2012Document10 pagesBS 5842 1980 R. 2012JoiceNo ratings yet
- API 7K 6th-Edition Product-Update 20161222Document2 pagesAPI 7K 6th-Edition Product-Update 20161222Robert100% (1)
- Sop For Surface Roughness TestDocument3 pagesSop For Surface Roughness TestShyam QC100% (2)
- ASTM D573 04 - Standard Test Method For Rubber-Deterioration in An Air OvenDocument6 pagesASTM D573 04 - Standard Test Method For Rubber-Deterioration in An Air OvenAndre Spirim100% (1)
- PH Lab ReportDocument8 pagesPH Lab ReportHaider Ali ShahidNo ratings yet
- Linear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperatureDocument2 pagesLinear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperaturePyone Ei ZinNo ratings yet
- Water: Standard Terminology Relating ToDocument75 pagesWater: Standard Terminology Relating ToPyone Ei ZinNo ratings yet
- Flexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForDocument4 pagesFlexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForPyone Ei ZinNo ratings yet
- Density and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerDocument6 pagesDensity and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerPyone Ei ZinNo ratings yet
- Acid Number of Pine Chemical Products Including Tall Oil and Other Related ProductsDocument4 pagesAcid Number of Pine Chemical Products Including Tall Oil and Other Related ProductsPyone Ei ZinNo ratings yet
- Red Lead Pigment: Standard Specification ForDocument2 pagesRed Lead Pigment: Standard Specification ForPyone Ei ZinNo ratings yet
- Astm D380-94R12Document10 pagesAstm D380-94R12Igor BastosNo ratings yet
- Astm E479-91 R00 PDFDocument5 pagesAstm E479-91 R00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Astm D3299Document17 pagesAstm D3299Poom PPW100% (2)
- Astm D572 PDFDocument4 pagesAstm D572 PDFPriyadarshini KrishnaswamyNo ratings yet
- ASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and TubeDocument6 pagesASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and Tubeanoop100% (1)
- Astm - D624.6776Document9 pagesAstm - D624.6776Bryan de BarrosNo ratings yet
- Astm F 683Document34 pagesAstm F 683bob mcentreeNo ratings yet
- Astm F 1110Document4 pagesAstm F 1110eliasNo ratings yet
- Astm D6677-18 6.02Document2 pagesAstm D6677-18 6.02amirhossein100% (3)
- Astm - D573.25993Document6 pagesAstm - D573.25993Bryan de BarrosNo ratings yet
- Rubber O-Rings: Standard Test Methods ForDocument11 pagesRubber O-Rings: Standard Test Methods ForTienda JoselenaNo ratings yet
- Rubber Hose: Standard Test Methods ForDocument10 pagesRubber Hose: Standard Test Methods ForAMUL VEKARIANo ratings yet
- Rubber Hose: Standard Test Methods ForDocument10 pagesRubber Hose: Standard Test Methods ForSubhasis DeyNo ratings yet
- En 10204-2004Document3 pagesEn 10204-2004roshanmechNo ratings yet
- Sae J20-2015Document18 pagesSae J20-2015NastyNo ratings yet
- Astm A671 2004 PDFDocument9 pagesAstm A671 2004 PDFDevarajanRamasamyNo ratings yet
- ASTM D1149 16 - Standard Test Methods For Rubber Deterioration-Cracking in An Ozone Controlled EnvironmentDocument13 pagesASTM D1149 16 - Standard Test Methods For Rubber Deterioration-Cracking in An Ozone Controlled EnvironmentAndre Rodriguez SpirimNo ratings yet
- D1171Document4 pagesD1171andrefs7No ratings yet
- Ams2759 11aDocument6 pagesAms2759 11amarcinNo ratings yet
- ISO Rubber Test Methods - Content.Document6 pagesISO Rubber Test Methods - Content.Jitendra Bhatia0% (1)
- Sae J20-2022Document15 pagesSae J20-2022Vedpal Singh Choudhary100% (1)
- Jisk 6258Document15 pagesJisk 6258KhimeshNo ratings yet
- Astm A262-98Document16 pagesAstm A262-98Nadhira100% (1)
- Mineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesDocument8 pagesMineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesJicheng PiaoNo ratings yet
- Standard Astm d1646-04Document12 pagesStandard Astm d1646-04Huỳnh TG50% (2)
- PV 3942Document15 pagesPV 3942Chloe ReyesNo ratings yet
- Astm d6371Document7 pagesAstm d6371FAH MANNo ratings yet
- Astm D522-D522MDocument5 pagesAstm D522-D522MTEJAS GADKARI100% (1)
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJNo ratings yet
- RMA Handbook RubberDocument58 pagesRMA Handbook RubbercronoromNo ratings yet
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Astm A320 Rev ADocument8 pagesAstm A320 Rev AStalin Ayala GaiborNo ratings yet
- Sae J30-2012Document44 pagesSae J30-2012Nasty100% (1)
- API 611 ScopeDocument1 pageAPI 611 ScopeLeon Sanchez67% (3)
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- MSS SP-25 PDFDocument32 pagesMSS SP-25 PDFAnkit Jain100% (1)
- D1149Document4 pagesD1149ABe MustofaNo ratings yet
- ASTM D1000 17 Standard Test Methods For Pressure Sensitive Adhesive Coated Tapes Used For Electrical and Electronic ApplicationsDocument20 pagesASTM D1000 17 Standard Test Methods For Pressure Sensitive Adhesive Coated Tapes Used For Electrical and Electronic ApplicationsEdisson Casallas100% (1)
- D 1646 - 15Document12 pagesD 1646 - 15Salma FarooqNo ratings yet
- 02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingDocument47 pages02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingHattar MNo ratings yet
- Asme - bpvc.v.2010 - Art 9Document3 pagesAsme - bpvc.v.2010 - Art 9felipefistNo ratings yet
- Rubber O-Rings: Standard Test Methods ForDocument3 pagesRubber O-Rings: Standard Test Methods Forsales1spreadNo ratings yet
- D1414-22 9.02 Standard Test Methods For Rubber O-RingsDocument24 pagesD1414-22 9.02 Standard Test Methods For Rubber O-RingsHamidreza AraghianNo ratings yet
- Astm Rubber d573Document6 pagesAstm Rubber d573young.sheng.leeNo ratings yet
- Pre ASTM D573-04 (2019)Document3 pagesPre ASTM D573-04 (2019)RangaNo ratings yet
- Artists' Pastels: Standard Specification ForDocument5 pagesArtists' Pastels: Standard Specification ForPyone Ei ZinNo ratings yet
- Impurities in Monoethylene Glycol by Gas Chromatography With NormalizationDocument5 pagesImpurities in Monoethylene Glycol by Gas Chromatography With NormalizationPyone Ei ZinNo ratings yet
- Volatile Loss From Plastics Using Activated Carbon Methods: Standard Test Methods ForDocument3 pagesVolatile Loss From Plastics Using Activated Carbon Methods: Standard Test Methods ForPyone Ei Zin100% (1)
- Analysis of Target Phenols (TPS) in Soil by Multiple Reaction Monitoring Liquid Chromatography/Mass Spectrometry (LC/MS/MS)Document14 pagesAnalysis of Target Phenols (TPS) in Soil by Multiple Reaction Monitoring Liquid Chromatography/Mass Spectrometry (LC/MS/MS)Pyone Ei ZinNo ratings yet
- Roofing and Waterproofing: Standard Terminology Relating ToDocument11 pagesRoofing and Waterproofing: Standard Terminology Relating ToPyone Ei ZinNo ratings yet
- Density or Relative Density of Engine Coolant Concentrates and Engine Coolants by The HydrometerDocument3 pagesDensity or Relative Density of Engine Coolant Concentrates and Engine Coolants by The HydrometerPyone Ei ZinNo ratings yet
- Rubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsDocument5 pagesRubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsPyone Ei ZinNo ratings yet
- Impact Strength of Adhesive Bonds: Standard Test Method ForDocument4 pagesImpact Strength of Adhesive Bonds: Standard Test Method ForPyone Ei ZinNo ratings yet
- Interfacial Tension of Insulating Liquids Against Water by The Ring MethodDocument4 pagesInterfacial Tension of Insulating Liquids Against Water by The Ring MethodPyone Ei Zin100% (1)
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForDocument5 pagesRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForPyone Ei ZinNo ratings yet
- Strength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingDocument4 pagesStrength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingPyone Ei ZinNo ratings yet
- Rubber Property-Vapor Transmission of Volatile Liquids: Standard Test Method ForDocument2 pagesRubber Property-Vapor Transmission of Volatile Liquids: Standard Test Method ForPyone Ei ZinNo ratings yet
- Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersDocument9 pagesTear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersPyone Ei ZinNo ratings yet
- Carbon Black Pigment For PaintDocument2 pagesCarbon Black Pigment For PaintPyone Ei ZinNo ratings yet
- Dropping Point of Lubricating Grease: Standard Test Method ForDocument5 pagesDropping Point of Lubricating Grease: Standard Test Method ForPyone Ei ZinNo ratings yet
- Chemical Analysis of Zinc Yellow Pigment (Zinc Chromate Yellow)Document5 pagesChemical Analysis of Zinc Yellow Pigment (Zinc Chromate Yellow)Pyone Ei ZinNo ratings yet
- Sampling and Testing of Flaked Aluminum Powders and Pastes: Standard Test Methods ForDocument4 pagesSampling and Testing of Flaked Aluminum Powders and Pastes: Standard Test Methods ForPyone Ei ZinNo ratings yet
- Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesDocument13 pagesDielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesPyone Ei ZinNo ratings yet
- Relative Tinting Strength of White Pigments by Visual ObservationDocument3 pagesRelative Tinting Strength of White Pigments by Visual ObservationPyone Ei ZinNo ratings yet
- Aqu4518r1-Pdf Antena TribandaDocument3 pagesAqu4518r1-Pdf Antena TribandaJonathan Gonzalez.LNo ratings yet
- E70 PDFDocument900 pagesE70 PDFАлексей100% (1)
- Fuserbloc - Front - Side Control Fuse Combination Switches - Catalogue - Pages - 2023 03 - DCG01094 - enDocument22 pagesFuserbloc - Front - Side Control Fuse Combination Switches - Catalogue - Pages - 2023 03 - DCG01094 - ensachusunil008No ratings yet
- BVS Resonance QRG 8.6Document3 pagesBVS Resonance QRG 8.6borzonNo ratings yet
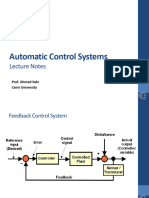
- Lecture No. 4 - Dr. SakrDocument12 pagesLecture No. 4 - Dr. SakrMohamed Essam HusseinNo ratings yet
- Formulation and Evaluation of Ketorolac TromethamiDocument10 pagesFormulation and Evaluation of Ketorolac TromethamiademahdiyyahNo ratings yet
- Barad - Agential Cut - 3 - Rouse - Agential Cuts - The Conceptual and Ethical Normativity of Intra-Active PhenomenaDocument12 pagesBarad - Agential Cut - 3 - Rouse - Agential Cuts - The Conceptual and Ethical Normativity of Intra-Active PhenomenaRogerio Duarte Do Pateo Guarani KaiowáNo ratings yet
- MODULAR QUIZ - 37 - HydraulicsDocument8 pagesMODULAR QUIZ - 37 - HydraulicsCornelio J. FernandezNo ratings yet
- Department of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Document1 pageDepartment of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Ashutosh SinghNo ratings yet
- 1 - 7UT6 Diff - Principles - enDocument24 pages1 - 7UT6 Diff - Principles - encacobecoNo ratings yet
- An Improved Transpalatal Arch Design For Symmetrical Molar DerotationDocument24 pagesAn Improved Transpalatal Arch Design For Symmetrical Molar DerotationminalNo ratings yet
- Heidenhain Touch ProbeDocument72 pagesHeidenhain Touch ProbeHoho Hahov100% (1)
- Ti-005 - TCVT 72-1200Document4 pagesTi-005 - TCVT 72-1200Julio Gonzalo Robles PalmaNo ratings yet
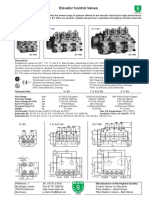
- Elevator Control Valves: EN ISO 9001Document6 pagesElevator Control Valves: EN ISO 9001Jibjab7No ratings yet
- 5SL Miniature Circuit BreakersDocument8 pages5SL Miniature Circuit BreakersSandeep ChandranNo ratings yet
- Nicolet Nic Plan Experiment Test IntructionsDocument5 pagesNicolet Nic Plan Experiment Test Intructionslacruz1960No ratings yet
- Exercise 6 Chaks Pure MathematicsDocument2 pagesExercise 6 Chaks Pure MathematicsDenzel WhataNo ratings yet
- Methods For Testing Tar and Bituminous Materials - Ageing of Bitumen (RTFO and PAV Tests)Document14 pagesMethods For Testing Tar and Bituminous Materials - Ageing of Bitumen (RTFO and PAV Tests)RB SinghNo ratings yet
- Class 10 CH 10 LightDocument44 pagesClass 10 CH 10 LightPankaj ChhabraNo ratings yet
- D BlockDocument18 pagesD BlockRaju SinghNo ratings yet
- Magnetocaloric Effect in Mnnisi-Fe Ge and (MN, Fe) Ni (Si, SN) AlloysDocument16 pagesMagnetocaloric Effect in Mnnisi-Fe Ge and (MN, Fe) Ni (Si, SN) AlloysSuneel KumarNo ratings yet
- TABAG Exp6 PDFDocument5 pagesTABAG Exp6 PDFTrishia Marie TabagNo ratings yet
- What Is Drag in PhysicsDocument7 pagesWhat Is Drag in PhysicssureshNo ratings yet
- Moments and CouplesDocument26 pagesMoments and CouplesFida KhanNo ratings yet
- BMEN 301 F2021 Module 3-The Mechanics of Soft TissueDocument18 pagesBMEN 301 F2021 Module 3-The Mechanics of Soft TissueAyesha ANo ratings yet
- NDB1 63 Miniature Circuit Datasheet PDFDocument14 pagesNDB1 63 Miniature Circuit Datasheet PDFjahabarsathickNo ratings yet
- Melting Point and Molecular SymmetryDocument8 pagesMelting Point and Molecular SymmetryMauricio AyalaNo ratings yet
- Everwell CA Condensing Unit Technical SpecsDocument2 pagesEverwell CA Condensing Unit Technical SpecsgunindustrialmgaNo ratings yet

















































































































Download as pdf or txt
You might also like
- AWS C2 16 2017 Guide For ThermalDocument46 pagesAWS C2 16 2017 Guide For ThermalNoe NuñezNo ratings yet
- ASTM D2137 11 - Standard Test Methods For Rubber Property-Brittleness Point of Flexible Polymers and Coated FabricsDocument7 pagesASTM D2137 11 - Standard Test Methods For Rubber Property-Brittleness Point of Flexible Polymers and Coated FabricsAndre Spirim100% (1)
- Forging Audit ChecklistDocument15 pagesForging Audit ChecklistAnkur0% (1)
- F 22 - 13Document5 pagesF 22 - 13Azize Razam100% (1)
- Topqm Infoservice New Cqi 9 4.edition 2020 v001 enDocument6 pagesTopqm Infoservice New Cqi 9 4.edition 2020 v001 enDFLQMS50% (2)
- GR 9 Eng BaselineDocument12 pagesGR 9 Eng BaselineMalie SibisiNo ratings yet
- D445-21e2 - Standard Test Method For Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Document17 pagesD445-21e2 - Standard Test Method For Kinematic Viscosity of Transparent and Opaque Liquids (And Calculation of Dynamic Viscosity)Ehsan Ziaei100% (1)
- ASTM D5963 - Rubber Abrasion ResistanceDocument9 pagesASTM D5963 - Rubber Abrasion ResistanceLai Dieu100% (1)
- Jis K 6253 Standard PDFDocument3 pagesJis K 6253 Standard PDFErnest0% (1)
- Astm D445 PDFDocument10 pagesAstm D445 PDFDeepak JNo ratings yet
- M0007 - 2014-1 Testing Method For Automotive PaintDocument164 pagesM0007 - 2014-1 Testing Method For Automotive PaintErick Hernández0% (1)
- Astm f1387Document28 pagesAstm f1387kswaghmareNo ratings yet
- BS 5842 1980 R. 2012Document10 pagesBS 5842 1980 R. 2012JoiceNo ratings yet
- API 7K 6th-Edition Product-Update 20161222Document2 pagesAPI 7K 6th-Edition Product-Update 20161222Robert100% (1)
- Sop For Surface Roughness TestDocument3 pagesSop For Surface Roughness TestShyam QC100% (2)
- ASTM D573 04 - Standard Test Method For Rubber-Deterioration in An Air OvenDocument6 pagesASTM D573 04 - Standard Test Method For Rubber-Deterioration in An Air OvenAndre Spirim100% (1)
- PH Lab ReportDocument8 pagesPH Lab ReportHaider Ali ShahidNo ratings yet
- Linear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperatureDocument2 pagesLinear Dimensional Changes of Nonrigid Thermoplastic Sheeting or Film at Elevated TemperaturePyone Ei ZinNo ratings yet
- Water: Standard Terminology Relating ToDocument75 pagesWater: Standard Terminology Relating ToPyone Ei ZinNo ratings yet
- Flexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForDocument4 pagesFlexural Strength of Adhesive Bonded Laminated Assemblies: Standard Test Method ForPyone Ei ZinNo ratings yet
- Density and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerDocument6 pagesDensity and Relative Density (Specific Gravity) of Liquids by Bingham PycnometerPyone Ei ZinNo ratings yet
- Acid Number of Pine Chemical Products Including Tall Oil and Other Related ProductsDocument4 pagesAcid Number of Pine Chemical Products Including Tall Oil and Other Related ProductsPyone Ei ZinNo ratings yet
- Red Lead Pigment: Standard Specification ForDocument2 pagesRed Lead Pigment: Standard Specification ForPyone Ei ZinNo ratings yet
- Astm D380-94R12Document10 pagesAstm D380-94R12Igor BastosNo ratings yet
- Astm E479-91 R00 PDFDocument5 pagesAstm E479-91 R00 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Astm D3299Document17 pagesAstm D3299Poom PPW100% (2)
- Astm D572 PDFDocument4 pagesAstm D572 PDFPriyadarshini KrishnaswamyNo ratings yet
- ASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and TubeDocument6 pagesASTM B466 (2009) - Standard Specification For Seamless Copper-Nickel Pipe and Tubeanoop100% (1)
- Astm - D624.6776Document9 pagesAstm - D624.6776Bryan de BarrosNo ratings yet
- Astm F 683Document34 pagesAstm F 683bob mcentreeNo ratings yet
- Astm F 1110Document4 pagesAstm F 1110eliasNo ratings yet
- Astm D6677-18 6.02Document2 pagesAstm D6677-18 6.02amirhossein100% (3)
- Astm - D573.25993Document6 pagesAstm - D573.25993Bryan de BarrosNo ratings yet
- Rubber O-Rings: Standard Test Methods ForDocument11 pagesRubber O-Rings: Standard Test Methods ForTienda JoselenaNo ratings yet
- Rubber Hose: Standard Test Methods ForDocument10 pagesRubber Hose: Standard Test Methods ForAMUL VEKARIANo ratings yet
- Rubber Hose: Standard Test Methods ForDocument10 pagesRubber Hose: Standard Test Methods ForSubhasis DeyNo ratings yet
- En 10204-2004Document3 pagesEn 10204-2004roshanmechNo ratings yet
- Sae J20-2015Document18 pagesSae J20-2015NastyNo ratings yet
- Astm A671 2004 PDFDocument9 pagesAstm A671 2004 PDFDevarajanRamasamyNo ratings yet
- ASTM D1149 16 - Standard Test Methods For Rubber Deterioration-Cracking in An Ozone Controlled EnvironmentDocument13 pagesASTM D1149 16 - Standard Test Methods For Rubber Deterioration-Cracking in An Ozone Controlled EnvironmentAndre Rodriguez SpirimNo ratings yet
- D1171Document4 pagesD1171andrefs7No ratings yet
- Ams2759 11aDocument6 pagesAms2759 11amarcinNo ratings yet
- ISO Rubber Test Methods - Content.Document6 pagesISO Rubber Test Methods - Content.Jitendra Bhatia0% (1)
- Sae J20-2022Document15 pagesSae J20-2022Vedpal Singh Choudhary100% (1)
- Jisk 6258Document15 pagesJisk 6258KhimeshNo ratings yet
- Astm A262-98Document16 pagesAstm A262-98Nadhira100% (1)
- Mineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesDocument8 pagesMineral and Synthetic Lubricating Oil Used in Steam or Gas TurbinesJicheng PiaoNo ratings yet
- Standard Astm d1646-04Document12 pagesStandard Astm d1646-04Huỳnh TG50% (2)
- PV 3942Document15 pagesPV 3942Chloe ReyesNo ratings yet
- Astm d6371Document7 pagesAstm d6371FAH MANNo ratings yet
- Astm D522-D522MDocument5 pagesAstm D522-D522MTEJAS GADKARI100% (1)
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJNo ratings yet
- RMA Handbook RubberDocument58 pagesRMA Handbook RubbercronoromNo ratings yet
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Astm A320 Rev ADocument8 pagesAstm A320 Rev AStalin Ayala GaiborNo ratings yet
- Sae J30-2012Document44 pagesSae J30-2012Nasty100% (1)
- API 611 ScopeDocument1 pageAPI 611 ScopeLeon Sanchez67% (3)
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- MSS SP-25 PDFDocument32 pagesMSS SP-25 PDFAnkit Jain100% (1)
- D1149Document4 pagesD1149ABe MustofaNo ratings yet
- ASTM D1000 17 Standard Test Methods For Pressure Sensitive Adhesive Coated Tapes Used For Electrical and Electronic ApplicationsDocument20 pagesASTM D1000 17 Standard Test Methods For Pressure Sensitive Adhesive Coated Tapes Used For Electrical and Electronic ApplicationsEdisson Casallas100% (1)
- D 1646 - 15Document12 pagesD 1646 - 15Salma FarooqNo ratings yet
- 02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingDocument47 pages02-779 Requirements For 90-10 Copper - Nickel - Alloy Part-3 TubingHattar MNo ratings yet
- Asme - bpvc.v.2010 - Art 9Document3 pagesAsme - bpvc.v.2010 - Art 9felipefistNo ratings yet
- Rubber O-Rings: Standard Test Methods ForDocument3 pagesRubber O-Rings: Standard Test Methods Forsales1spreadNo ratings yet
- D1414-22 9.02 Standard Test Methods For Rubber O-RingsDocument24 pagesD1414-22 9.02 Standard Test Methods For Rubber O-RingsHamidreza AraghianNo ratings yet
- Astm Rubber d573Document6 pagesAstm Rubber d573young.sheng.leeNo ratings yet
- Pre ASTM D573-04 (2019)Document3 pagesPre ASTM D573-04 (2019)RangaNo ratings yet
- Artists' Pastels: Standard Specification ForDocument5 pagesArtists' Pastels: Standard Specification ForPyone Ei ZinNo ratings yet
- Impurities in Monoethylene Glycol by Gas Chromatography With NormalizationDocument5 pagesImpurities in Monoethylene Glycol by Gas Chromatography With NormalizationPyone Ei ZinNo ratings yet
- Volatile Loss From Plastics Using Activated Carbon Methods: Standard Test Methods ForDocument3 pagesVolatile Loss From Plastics Using Activated Carbon Methods: Standard Test Methods ForPyone Ei Zin100% (1)
- Analysis of Target Phenols (TPS) in Soil by Multiple Reaction Monitoring Liquid Chromatography/Mass Spectrometry (LC/MS/MS)Document14 pagesAnalysis of Target Phenols (TPS) in Soil by Multiple Reaction Monitoring Liquid Chromatography/Mass Spectrometry (LC/MS/MS)Pyone Ei ZinNo ratings yet
- Roofing and Waterproofing: Standard Terminology Relating ToDocument11 pagesRoofing and Waterproofing: Standard Terminology Relating ToPyone Ei ZinNo ratings yet
- Density or Relative Density of Engine Coolant Concentrates and Engine Coolants by The HydrometerDocument3 pagesDensity or Relative Density of Engine Coolant Concentrates and Engine Coolants by The HydrometerPyone Ei ZinNo ratings yet
- Rubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsDocument5 pagesRubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsPyone Ei ZinNo ratings yet
- Impact Strength of Adhesive Bonds: Standard Test Method ForDocument4 pagesImpact Strength of Adhesive Bonds: Standard Test Method ForPyone Ei ZinNo ratings yet
- Interfacial Tension of Insulating Liquids Against Water by The Ring MethodDocument4 pagesInterfacial Tension of Insulating Liquids Against Water by The Ring MethodPyone Ei Zin100% (1)
- Rubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForDocument5 pagesRubber Hose For Automotive Air and Vacuum Brake System: Standard Test Methods ForPyone Ei ZinNo ratings yet
- Strength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingDocument4 pagesStrength Properties of Adhesives in Plywood Type Construction in Shear by Tension LoadingPyone Ei ZinNo ratings yet
- Rubber Property-Vapor Transmission of Volatile Liquids: Standard Test Method ForDocument2 pagesRubber Property-Vapor Transmission of Volatile Liquids: Standard Test Method ForPyone Ei ZinNo ratings yet
- Tear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersDocument9 pagesTear Strength of Conventional Vulcanized Rubber and Thermoplastic ElastomersPyone Ei ZinNo ratings yet
- Carbon Black Pigment For PaintDocument2 pagesCarbon Black Pigment For PaintPyone Ei ZinNo ratings yet
- Dropping Point of Lubricating Grease: Standard Test Method ForDocument5 pagesDropping Point of Lubricating Grease: Standard Test Method ForPyone Ei ZinNo ratings yet
- Chemical Analysis of Zinc Yellow Pigment (Zinc Chromate Yellow)Document5 pagesChemical Analysis of Zinc Yellow Pigment (Zinc Chromate Yellow)Pyone Ei ZinNo ratings yet
- Sampling and Testing of Flaked Aluminum Powders and Pastes: Standard Test Methods ForDocument4 pagesSampling and Testing of Flaked Aluminum Powders and Pastes: Standard Test Methods ForPyone Ei ZinNo ratings yet
- Dielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesDocument13 pagesDielectric Breakdown Voltage and Dielectric Strength of Solid Electrical Insulating Materials at Commercial Power FrequenciesPyone Ei ZinNo ratings yet
- Relative Tinting Strength of White Pigments by Visual ObservationDocument3 pagesRelative Tinting Strength of White Pigments by Visual ObservationPyone Ei ZinNo ratings yet
- Aqu4518r1-Pdf Antena TribandaDocument3 pagesAqu4518r1-Pdf Antena TribandaJonathan Gonzalez.LNo ratings yet
- E70 PDFDocument900 pagesE70 PDFАлексей100% (1)
- Fuserbloc - Front - Side Control Fuse Combination Switches - Catalogue - Pages - 2023 03 - DCG01094 - enDocument22 pagesFuserbloc - Front - Side Control Fuse Combination Switches - Catalogue - Pages - 2023 03 - DCG01094 - ensachusunil008No ratings yet
- BVS Resonance QRG 8.6Document3 pagesBVS Resonance QRG 8.6borzonNo ratings yet
- Lecture No. 4 - Dr. SakrDocument12 pagesLecture No. 4 - Dr. SakrMohamed Essam HusseinNo ratings yet
- Formulation and Evaluation of Ketorolac TromethamiDocument10 pagesFormulation and Evaluation of Ketorolac TromethamiademahdiyyahNo ratings yet
- Barad - Agential Cut - 3 - Rouse - Agential Cuts - The Conceptual and Ethical Normativity of Intra-Active PhenomenaDocument12 pagesBarad - Agential Cut - 3 - Rouse - Agential Cuts - The Conceptual and Ethical Normativity of Intra-Active PhenomenaRogerio Duarte Do Pateo Guarani KaiowáNo ratings yet
- MODULAR QUIZ - 37 - HydraulicsDocument8 pagesMODULAR QUIZ - 37 - HydraulicsCornelio J. FernandezNo ratings yet
- Department of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Document1 pageDepartment of M Echanical and Industrial Engineering M I 205: Fluid M Echanics Tutorial 5Ashutosh SinghNo ratings yet
- 1 - 7UT6 Diff - Principles - enDocument24 pages1 - 7UT6 Diff - Principles - encacobecoNo ratings yet
- An Improved Transpalatal Arch Design For Symmetrical Molar DerotationDocument24 pagesAn Improved Transpalatal Arch Design For Symmetrical Molar DerotationminalNo ratings yet
- Heidenhain Touch ProbeDocument72 pagesHeidenhain Touch ProbeHoho Hahov100% (1)
- Ti-005 - TCVT 72-1200Document4 pagesTi-005 - TCVT 72-1200Julio Gonzalo Robles PalmaNo ratings yet
- Elevator Control Valves: EN ISO 9001Document6 pagesElevator Control Valves: EN ISO 9001Jibjab7No ratings yet
- 5SL Miniature Circuit BreakersDocument8 pages5SL Miniature Circuit BreakersSandeep ChandranNo ratings yet
- Nicolet Nic Plan Experiment Test IntructionsDocument5 pagesNicolet Nic Plan Experiment Test Intructionslacruz1960No ratings yet
- Exercise 6 Chaks Pure MathematicsDocument2 pagesExercise 6 Chaks Pure MathematicsDenzel WhataNo ratings yet
- Methods For Testing Tar and Bituminous Materials - Ageing of Bitumen (RTFO and PAV Tests)Document14 pagesMethods For Testing Tar and Bituminous Materials - Ageing of Bitumen (RTFO and PAV Tests)RB SinghNo ratings yet
- Class 10 CH 10 LightDocument44 pagesClass 10 CH 10 LightPankaj ChhabraNo ratings yet
- D BlockDocument18 pagesD BlockRaju SinghNo ratings yet
- Magnetocaloric Effect in Mnnisi-Fe Ge and (MN, Fe) Ni (Si, SN) AlloysDocument16 pagesMagnetocaloric Effect in Mnnisi-Fe Ge and (MN, Fe) Ni (Si, SN) AlloysSuneel KumarNo ratings yet
- TABAG Exp6 PDFDocument5 pagesTABAG Exp6 PDFTrishia Marie TabagNo ratings yet
- What Is Drag in PhysicsDocument7 pagesWhat Is Drag in PhysicssureshNo ratings yet
- Moments and CouplesDocument26 pagesMoments and CouplesFida KhanNo ratings yet
- BMEN 301 F2021 Module 3-The Mechanics of Soft TissueDocument18 pagesBMEN 301 F2021 Module 3-The Mechanics of Soft TissueAyesha ANo ratings yet
- NDB1 63 Miniature Circuit Datasheet PDFDocument14 pagesNDB1 63 Miniature Circuit Datasheet PDFjahabarsathickNo ratings yet
- Melting Point and Molecular SymmetryDocument8 pagesMelting Point and Molecular SymmetryMauricio AyalaNo ratings yet
- Everwell CA Condensing Unit Technical SpecsDocument2 pagesEverwell CA Condensing Unit Technical SpecsgunindustrialmgaNo ratings yet