Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Problems and Solutions in Medical Physics DiagnosticDocument157 pagesProblems and Solutions in Medical Physics DiagnosticSubhrojitBagchiNo ratings yet
- Derrick Drawwork Raising Bridle Line Inspection ReplacementDocument6 pagesDerrick Drawwork Raising Bridle Line Inspection ReplacementHany100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fake ActivationDocument3 pagesFake Activationbankole100% (3)
- Api Buttress Connection Data SheetDocument7 pagesApi Buttress Connection Data SheetHanyNo ratings yet
- Pipe Care Units (PCUs) - Ramco Tubular ServicesDocument4 pagesPipe Care Units (PCUs) - Ramco Tubular ServicesHanyNo ratings yet
- Margin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualDocument9 pagesMargin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualHanyNo ratings yet
- Slip Type Elevator - Shanghai Oilwell Solutions Co., LTDDocument2 pagesSlip Type Elevator - Shanghai Oilwell Solutions Co., LTDHanyNo ratings yet
- Field Service Manual For Proprietary Connections: VoestDocument46 pagesField Service Manual For Proprietary Connections: VoestHanyNo ratings yet
- Slip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationDocument1 pageSlip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationHanyNo ratings yet
- Pre-Spud InspectionDocument6 pagesPre-Spud InspectionHany100% (2)
- Tubing Performance Data Sheet: Pipe Size & Weight: 2-7/8 - 6.50lb/ft Pipe Grade: L-80 Range: 2 Tool Joint: EUEDocument1 pageTubing Performance Data Sheet: Pipe Size & Weight: 2-7/8 - 6.50lb/ft Pipe Grade: L-80 Range: 2 Tool Joint: EUEHanyNo ratings yet
- Technical Manual: Specifications - Operation - Maintenance - PartsDocument3 pagesTechnical Manual: Specifications - Operation - Maintenance - PartsHanyNo ratings yet
- Provided by IHS Under License With API No Reproduction or Networking Permitted Without License From IHS Not For Resale, 09/23/2009 06:30:37 MDTDocument1 pageProvided by IHS Under License With API No Reproduction or Networking Permitted Without License From IHS Not For Resale, 09/23/2009 06:30:37 MDTHanyNo ratings yet
- 2.875 N80 6.51ppf EUEDocument1 page2.875 N80 6.51ppf EUEHanyNo ratings yet
- CDS 4.500 17.00lb VM+125+CY VAM®+21 API+Drift+3.615 87.5Document1 pageCDS 4.500 17.00lb VM+125+CY VAM®+21 API+Drift+3.615 87.5HanyNo ratings yet
- Transfer Pricing in The Oil and Gas Sector - International Tax ReviewDocument1 pageTransfer Pricing in The Oil and Gas Sector - International Tax ReviewHanyNo ratings yet
- SWOT and TOWS MatrixDocument4 pagesSWOT and TOWS MatrixHanyNo ratings yet
- CDS 4.500 17.00lb Q125 VAM®+21 API+Drift+3.615 87.5Document1 pageCDS 4.500 17.00lb Q125 VAM®+21 API+Drift+3.615 87.5HanyNo ratings yet
- Water Based Drilling FluidsDocument4 pagesWater Based Drilling FluidsHanyNo ratings yet
- Oilfield Services Companies Unsung Workhorses Oil Industry PDFDocument24 pagesOilfield Services Companies Unsung Workhorses Oil Industry PDFHany100% (1)
- Oil and Gas Global Market Report: The Business Research CompanyDocument19 pagesOil and Gas Global Market Report: The Business Research CompanyHanyNo ratings yet
- Recommended Field Running Procedure For EUE-PA ConnectionsDocument3 pagesRecommended Field Running Procedure For EUE-PA ConnectionsHanyNo ratings yet
- Petroleum Industry Segments & Value ChainDocument34 pagesPetroleum Industry Segments & Value ChainHanyNo ratings yet
- Marker JointDocument1 pageMarker JointHanyNo ratings yet
- Dynamics NAV Is Now Business Central - Microsoft Dynamics 365Document1 pageDynamics NAV Is Now Business Central - Microsoft Dynamics 365HanyNo ratings yet
- 4LHA-STP Series: Marine Diesel EnginesDocument2 pages4LHA-STP Series: Marine Diesel EnginesRobert ChambersNo ratings yet
- Master Boot Record: Usman Mansoor Junaid Ali Husnain Manzoor Fahad AliDocument10 pagesMaster Boot Record: Usman Mansoor Junaid Ali Husnain Manzoor Fahad AliJunaidAliNo ratings yet
- Overpressure Protection - Consider Low Temperature Effects in Design - Chemical Engineering - Page 1Document11 pagesOverpressure Protection - Consider Low Temperature Effects in Design - Chemical Engineering - Page 1l_badellNo ratings yet
- RSRP RSRQ RssiDocument10 pagesRSRP RSRQ RssiNeelabh Krishna100% (6)
- T-Wim EngDocument4 pagesT-Wim EngmileuzengijaNo ratings yet
- Quant Checklist 434 by Aashish Arora For Bank Exams 2023Document99 pagesQuant Checklist 434 by Aashish Arora For Bank Exams 2023pallabdey4860No ratings yet
- Individual Assignment 1 - IT and Project ManagementDocument37 pagesIndividual Assignment 1 - IT and Project Managementputeri umairaNo ratings yet
- Sl. No. Institute Name Instcd Branch Name Brcd-CIWG Seat-CIWG BRCD - General Seat - General Total SeatDocument6 pagesSl. No. Institute Name Instcd Branch Name Brcd-CIWG Seat-CIWG BRCD - General Seat - General Total Seatkaruna bollepalliNo ratings yet
- LBM FinalDocument7 pagesLBM FinalJohan NicholasNo ratings yet
- Liebert Intellislot Web CardsDocument56 pagesLiebert Intellislot Web CardsMarco TorresNo ratings yet
- Application of Water Quality Model QUAL2K To Model The Dispersion of Pullutants in River Ndarug, KenyaDocument9 pagesApplication of Water Quality Model QUAL2K To Model The Dispersion of Pullutants in River Ndarug, KenyasteveNo ratings yet
- Symmetry (Planes Of)Document38 pagesSymmetry (Planes Of)littlegusNo ratings yet
- Technical Data: Air ConditioningDocument17 pagesTechnical Data: Air ConditioningTomaž BajželjNo ratings yet
- TeleDNA SMSC Acceptance Test Plan UnitechDocument30 pagesTeleDNA SMSC Acceptance Test Plan Unitechankush_apjNo ratings yet
- Physical Design Objective Type of Questions and AnswersDocument7 pagesPhysical Design Objective Type of Questions and AnswersDivya Jiya0% (1)
- 04 Oxygen DemandDocument19 pages04 Oxygen DemandCharisma SubaNo ratings yet
- Behaviour of High Density Concrete and Low Density Concrete in Alkaline EnvironmentDocument94 pagesBehaviour of High Density Concrete and Low Density Concrete in Alkaline EnvironmentFrank JohnNo ratings yet
- 081 - ME8594 Dynamics of Machines - Anna University 2017 Regulation Syllabus PDFDocument2 pages081 - ME8594 Dynamics of Machines - Anna University 2017 Regulation Syllabus PDFKrish NarayananNo ratings yet
- MiFlash Result@2021719Document2 pagesMiFlash Result@2021719Kehidupan Dalam JendelaNo ratings yet
- Melamine Test (HPLC GC)Document5 pagesMelamine Test (HPLC GC)widodoNo ratings yet
- 10 1109@ieeestd 2018 8546832Document68 pages10 1109@ieeestd 2018 8546832jel3electricalNo ratings yet
- Inheritance in C++Document51 pagesInheritance in C++Garry ManochaNo ratings yet
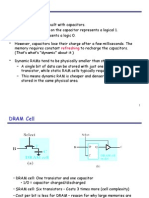
- 14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Document8 pages14-RAM&ROM - Dynamic Memory Is Built With Capacitors. A Stored Charge On The Capacitor Represents A Logical 1. No Charge Represents A Logic 0.Nava KrishnanNo ratings yet
- IDES MK Cable Scenario MTODocument16 pagesIDES MK Cable Scenario MTOaprian100% (1)
- Mechanical Thrombectomy For Acute Ischemic Stroke - UpToDateDocument20 pagesMechanical Thrombectomy For Acute Ischemic Stroke - UpToDateisabel pangNo ratings yet
- NTPC Badarpur Mechanical ReportDocument68 pagesNTPC Badarpur Mechanical Reportdeveshsingh0760% (20)
- Hexen User ManualDocument81 pagesHexen User ManualDimitri PetrenkoNo ratings yet
- Bio 102 Lab ReportDocument9 pagesBio 102 Lab ReportLisa IvesterNo ratings yet