
Bright Report
Bright Report
You might also like
- KPMG Test-PackDocument403 pagesKPMG Test-PackEmmanuel100% (2)
- KPMG Numerical Test 3 SolutionDocument11 pagesKPMG Numerical Test 3 SolutionEmmanuel100% (1)
- Executive Coaching Workbook PDFDocument19 pagesExecutive Coaching Workbook PDFDiego Fortes100% (4)
- A Presentation On The Student Industrial Work Experience Scheme (Siwes) Undertaken at Armstrong Paints BY Ayodele Taiwo Ruth (CHM/2016/082)Document11 pagesA Presentation On The Student Industrial Work Experience Scheme (Siwes) Undertaken at Armstrong Paints BY Ayodele Taiwo Ruth (CHM/2016/082)Olushola Adebisi100% (2)
- Siwes Ii Report-1Document59 pagesSiwes Ii Report-1Ogundare Horlanrewhaju100% (2)
- Industrial Training ReportDocument22 pagesIndustrial Training ReportEja RotiKeju100% (1)
- 141 Jazz Guitar LicksDocument114 pages141 Jazz Guitar LicksINTJason100% (5)
- Professor Dr Francesco Capasso, Professor Dr Timothy S. Gaginella, Professor Dr Giuliano Grandolini, Professor Dr Angelo a. Izzo (Auth.)-Phytotherapy_ a Quick Reference to Herbal Medicine-Springer-VerDocument413 pagesProfessor Dr Francesco Capasso, Professor Dr Timothy S. Gaginella, Professor Dr Giuliano Grandolini, Professor Dr Angelo a. Izzo (Auth.)-Phytotherapy_ a Quick Reference to Herbal Medicine-Springer-VerJesus Ignacio Briceño PrietoNo ratings yet
- DOC-20200116-WA0002 - Copy3Document60 pagesDOC-20200116-WA0002 - Copy3EmmanuelNo ratings yet
- A Technical Report On Six 6 Months StudeDocument24 pagesA Technical Report On Six 6 Months StudeAdeyinka Samuel AdedejiNo ratings yet
- IT ReportDocument29 pagesIT ReportKingsley OgbavwuduNo ratings yet
- Addis Ababa University School of Graduate StudiesDocument51 pagesAddis Ababa University School of Graduate StudiesyohannesNo ratings yet
- Swep Report - WriteDocument23 pagesSwep Report - WriteDavid AkomolafeNo ratings yet
- EntrepreurshipDocument84 pagesEntrepreurshiptesfayergsNo ratings yet
- Chi Bu Zo PreliminaryDocument8 pagesChi Bu Zo PreliminaryChinwuba Samuel EbukaNo ratings yet
- Student Industrial Work Experience SchemeDocument29 pagesStudent Industrial Work Experience Schemewinifred ekpoNo ratings yet
- Ede Kingsley PaintDocument41 pagesEde Kingsley PaintOkorie VictorNo ratings yet
- Esther Eli It ReportDocument22 pagesEsther Eli It ReportDesmond AyeNo ratings yet
- My It Technical ReportDocument37 pagesMy It Technical ReportChinwuba Samuel EbukaNo ratings yet
- Okeke Louis Chemical Analyst in PharmDocument52 pagesOkeke Louis Chemical Analyst in PharmOkorie VictorNo ratings yet
- Report On PaintDocument35 pagesReport On PaintEzeifegbu ChetachukwuNo ratings yet
- NNPCDocument42 pagesNNPCAdamu DaudaNo ratings yet
- Kepong IiDocument15 pagesKepong IiShahiera ShafieNo ratings yet
- 300l - IT Report-1Document35 pages300l - IT Report-1Nwanorim NnaemekaNo ratings yet
- Production of Continuous Catalytic Reforming CatalystDocument182 pagesProduction of Continuous Catalytic Reforming Catalystيزيد العزانيNo ratings yet
- FYP Titles Chemical EngrDocument3 pagesFYP Titles Chemical EngrAsim MansoorNo ratings yet
- #ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyDocument9 pages#ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyNishant Kumar GuptaNo ratings yet
- Heavy Metals in Soils and Vegetables Irrigated With Urban Grey Waste Water in Fagge, Kano, NigeriaDocument10 pagesHeavy Metals in Soils and Vegetables Irrigated With Urban Grey Waste Water in Fagge, Kano, NigeriaijsretNo ratings yet
- Chapter 2Document10 pagesChapter 2Berry101No ratings yet
- EEB520 Project PansyDocument32 pagesEEB520 Project PansyPansy Jaguar NjekwaNo ratings yet
- Industrial Training - Report - Format MU (1) (1) FINAL REPORTDocument36 pagesIndustrial Training - Report - Format MU (1) (1) FINAL REPORTniraj kumarNo ratings yet
- QweenbeeDocument43 pagesQweenbeeAkinrinade Abisola OmopelolaNo ratings yet
- Progress Report Writing RP1 CBE684 - CHE687Document1 pageProgress Report Writing RP1 CBE684 - CHE687Addison JuttieNo ratings yet
- Process For The Polymerization of Vinyl ChlorideDocument32 pagesProcess For The Polymerization of Vinyl ChlorideThu TongNo ratings yet
- Car Paint PDFDocument30 pagesCar Paint PDFMekon-Engineering MkeNo ratings yet
- EmulsionDocument10 pagesEmulsionKalu ChouhanNo ratings yet
- Us 2556488Document3 pagesUs 2556488Ghina Fatikah SalimNo ratings yet
- LabReport Gas DiffusionDocument21 pagesLabReport Gas DiffusionAmeerRashidNo ratings yet
- Subject 4. - Product Design OCW PDFDocument33 pagesSubject 4. - Product Design OCW PDFJose Luis BarradasNo ratings yet
- Chapter One: 1.1.vision, Mission, Goals and ObjectivesDocument7 pagesChapter One: 1.1.vision, Mission, Goals and Objectivesmekonnen kasaNo ratings yet
- Ireport PDFDocument48 pagesIreport PDFtemesgen abebe100% (1)
- Industrial Training ReportDocument30 pagesIndustrial Training ReportHariz RoslanNo ratings yet
- Engineering Internship (HVAC)Document1 pageEngineering Internship (HVAC)fonash120No ratings yet
- Design ProjectfDocument15 pagesDesign Projectfudoh ekeminiNo ratings yet
- DYNO-MILL KD - Tomášová Lea, S.R.ODocument3 pagesDYNO-MILL KD - Tomášová Lea, S.R.OBhavin SolankiNo ratings yet
- SIWES REPORT - MIRACLE NNAMANI OriginalDocument48 pagesSIWES REPORT - MIRACLE NNAMANI OriginalMIRACLE NNAMANINo ratings yet
- Plant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessDocument46 pagesPlant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessFaisal MumtazNo ratings yet
- Dynamic Simulation of A Crude Oil DistillationDocument14 pagesDynamic Simulation of A Crude Oil DistillationAL-JABERI SADEQ AMEEN ABDO / UPMNo ratings yet
- I VationsDocument12 pagesI VationsDharma banothuNo ratings yet
- REPORTDocument31 pagesREPORTUnique Boss50% (2)
- Plant LocationDocument8 pagesPlant LocationEeHuey ChooNo ratings yet
- Research Framework Siti Nur Farhanis Dialysate EffluentDocument2 pagesResearch Framework Siti Nur Farhanis Dialysate EffluentChannis ExoNo ratings yet
- SDS Krystal KAP English Version 1.08.19Document8 pagesSDS Krystal KAP English Version 1.08.19Fikriey AbdullahNo ratings yet
- Sip Logbook ReportDocument39 pagesSip Logbook ReportAiman Latif0% (1)
- FypDocument11 pagesFypHassaan Ahmed100% (1)
- An Industrial Training ReportDocument26 pagesAn Industrial Training Reportkhodevedant980No ratings yet
- Siwes - VictorDocument20 pagesSiwes - VictorEZEJI GEORGE100% (1)
- Chemical EngineeringDocument10 pagesChemical EngineeringSulfuric Acid Chem100% (1)
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- Project ReportDocument80 pagesProject ReportVysakh Sharma100% (1)
- An Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorDocument15 pagesAn Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorIamsNo ratings yet
- Buk Siwes 1 Preliminary PagesDocument6 pagesBuk Siwes 1 Preliminary Pagesmuhyideen6abdulganiy100% (1)
- VOC Experiment Group 2Document14 pagesVOC Experiment Group 2AninaNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Prince's Tech Report (1) ReviewedDocument53 pagesPrince's Tech Report (1) ReviewedGeorge BlakeNo ratings yet
- UBA TestDocument44 pagesUBA TestEmmanuelNo ratings yet
- Pretreatment and Hydrolysis of Elephant Grass For The Optimisation of Fermentable Sugar For Butanol ProductionDocument81 pagesPretreatment and Hydrolysis of Elephant Grass For The Optimisation of Fermentable Sugar For Butanol ProductionEmmanuelNo ratings yet
- Detailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesDocument54 pagesDetailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesEmmanuelNo ratings yet
- KPMG Critical Reasoning Test 2: Solution BookletDocument19 pagesKPMG Critical Reasoning Test 2: Solution Booklet473Chirag GuptaNo ratings yet
- KPMG Verbal Solution - 2Document13 pagesKPMG Verbal Solution - 2EmmanuelNo ratings yet
- KPMG CRITICAL Test 4 SolutionDocument12 pagesKPMG CRITICAL Test 4 SolutionBro. JosephNo ratings yet
- Food Safety Attitude and Associated Factors AmongDocument6 pagesFood Safety Attitude and Associated Factors AmongEmmanuelNo ratings yet
- KPMG Null DocumentDocument13 pagesKPMG Null DocumentEmmanuelNo ratings yet
- KPMG Numerical Test 5 SolutionDocument11 pagesKPMG Numerical Test 5 SolutionEmmanuel100% (1)
- Acetone Design ReviewDocument66 pagesAcetone Design ReviewEmmanuelNo ratings yet
- Justice Design ProjectDocument67 pagesJustice Design ProjectEmmanuelNo ratings yet
- Design ReportDocument71 pagesDesign ReportEmmanuelNo ratings yet
- Production of Biodiesel From Used Vegetable OilDocument4 pagesProduction of Biodiesel From Used Vegetable OilEmmanuelNo ratings yet
- Efe DaveDocument44 pagesEfe DaveEmmanuelNo ratings yet
- Madai 2020Document11 pagesMadai 2020EmmanuelNo ratings yet
- SSFA201411 Basquiat by Hagenberg EbookDocument27 pagesSSFA201411 Basquiat by Hagenberg EbookEmmanuelNo ratings yet
- Applied Clay Science: Richard O. Afolabi, Oyinkepreye D. Orodu, Vincent E. EfeovbokhanDocument11 pagesApplied Clay Science: Richard O. Afolabi, Oyinkepreye D. Orodu, Vincent E. EfeovbokhanEmmanuelNo ratings yet
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDocument13 pagesThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Processing and Properties of Plastic LumberDocument16 pagesProcessing and Properties of Plastic LumberEmmanuelNo ratings yet
- Recycled-Plastic Lumber Standards: From Waste Plastics To Markets For Plastic Lumber BridgesDocument12 pagesRecycled-Plastic Lumber Standards: From Waste Plastics To Markets For Plastic Lumber BridgesEmmanuelNo ratings yet
- Report On BiodieselDocument32 pagesReport On BiodieselEmmanuelNo ratings yet
- Onoji's Thesis (PHD) - Final SubmissionDocument305 pagesOnoji's Thesis (PHD) - Final SubmissionEmmanuelNo ratings yet
- Examples of Long Vowel Words: With The Long "A" SoundDocument4 pagesExamples of Long Vowel Words: With The Long "A" SoundEmmanuelNo ratings yet
- Self-Dual Leonard PairsDocument13 pagesSelf-Dual Leonard PairsEmmanuelNo ratings yet
- DOC-20200116-WA0002 - Copy3Document60 pagesDOC-20200116-WA0002 - Copy3EmmanuelNo ratings yet
- Catalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionDocument28 pagesCatalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionEmmanuelNo ratings yet
- Unit 1: Introduction To Short VowelsDocument8 pagesUnit 1: Introduction To Short VowelsEmmanuelNo ratings yet
- Retrieving and Visualizing Data: Charles SeveranceDocument19 pagesRetrieving and Visualizing Data: Charles SeveranceEmmanuelNo ratings yet
- Data Compression (RCS 087)Document51 pagesData Compression (RCS 087)sakshi mishraNo ratings yet
- Minimalist Business Slides by SlidesgoDocument55 pagesMinimalist Business Slides by SlidesgoTera Store OsornoNo ratings yet
- BEY, Marquis - Black Trans FeminismDocument305 pagesBEY, Marquis - Black Trans FeminismSilvana SouzaNo ratings yet
- FC GundlachDocument17 pagesFC GundlachRodrigo PeixotoNo ratings yet
- Spe 199993 MSDocument28 pagesSpe 199993 MSHussam AgabNo ratings yet
- Duxbury Clipper 2011 - 02 - 02Document44 pagesDuxbury Clipper 2011 - 02 - 02Duxbury ClipperNo ratings yet
- Plaintiffs' Motion For Entry of JudgmentDocument14 pagesPlaintiffs' Motion For Entry of JudgmentBen SheffnerNo ratings yet
- Army Aviation Digest - Jan 1982Document52 pagesArmy Aviation Digest - Jan 1982Aviation/Space History LibraryNo ratings yet
- Ixys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Document14 pagesIxys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Kikuvi JohnNo ratings yet
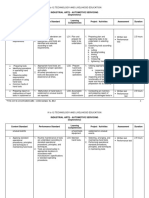
- Industrial Arts - Automotive Servicing (Exploratory) : K To 12 Technology and Livelihood EducationDocument7 pagesIndustrial Arts - Automotive Servicing (Exploratory) : K To 12 Technology and Livelihood Educationjayson acunaNo ratings yet
- Credit RatingDocument15 pagesCredit RatingManisha SinghNo ratings yet
- Resume Jennifer Matute 1Document1 pageResume Jennifer Matute 1api-659744227No ratings yet
- Cobol 1.0Document43 pagesCobol 1.0sarathNo ratings yet
- Text - Cambay BasinDocument58 pagesText - Cambay BasinBidyut MandalNo ratings yet
- Ganesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Document181 pagesGanesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Jesus Moreno Castillo100% (1)
- Rotational Motion 8.0Document11 pagesRotational Motion 8.0adnan khanNo ratings yet
- Introduction To System Analysis and DesignDocument22 pagesIntroduction To System Analysis and DesignHiranya100% (2)
- The Seven Types of Yellow Sapphire and Their Stability To Light PDFDocument10 pagesThe Seven Types of Yellow Sapphire and Their Stability To Light PDFdebjeet royNo ratings yet
- Activity 6Document4 pagesActivity 6Junior SmithNo ratings yet
- Selection of Materials For WeldingDocument1 pageSelection of Materials For WeldingIshwarNo ratings yet
- Continuous Beam Lab G4Document11 pagesContinuous Beam Lab G4Najmuddin Aliff67% (3)
- En - S8018II Spec SheetDocument3 pagesEn - S8018II Spec SheetAndrea PaoNo ratings yet
- Maxey Mark Pauline 1965 JapanDocument28 pagesMaxey Mark Pauline 1965 Japanthe missions networkNo ratings yet
- Introduction To Spread Spectrum CommunicationDocument7 pagesIntroduction To Spread Spectrum CommunicationAli KashiNo ratings yet
- BELSummer Training ReportDocument33 pagesBELSummer Training ReportPalak MeenaNo ratings yet
- EN Quick Reference Guide Fabian HFOi-V4.0Document30 pagesEN Quick Reference Guide Fabian HFOi-V4.0Tanzimul IslamNo ratings yet
- User Flow DiagramDocument1 pageUser Flow DiagramjimNo ratings yet





















































































































Download as pdf or txt
You might also like
- KPMG Test-PackDocument403 pagesKPMG Test-PackEmmanuel100% (2)
- KPMG Numerical Test 3 SolutionDocument11 pagesKPMG Numerical Test 3 SolutionEmmanuel100% (1)
- Executive Coaching Workbook PDFDocument19 pagesExecutive Coaching Workbook PDFDiego Fortes100% (4)
- A Presentation On The Student Industrial Work Experience Scheme (Siwes) Undertaken at Armstrong Paints BY Ayodele Taiwo Ruth (CHM/2016/082)Document11 pagesA Presentation On The Student Industrial Work Experience Scheme (Siwes) Undertaken at Armstrong Paints BY Ayodele Taiwo Ruth (CHM/2016/082)Olushola Adebisi100% (2)
- Siwes Ii Report-1Document59 pagesSiwes Ii Report-1Ogundare Horlanrewhaju100% (2)
- Industrial Training ReportDocument22 pagesIndustrial Training ReportEja RotiKeju100% (1)
- 141 Jazz Guitar LicksDocument114 pages141 Jazz Guitar LicksINTJason100% (5)
- Professor Dr Francesco Capasso, Professor Dr Timothy S. Gaginella, Professor Dr Giuliano Grandolini, Professor Dr Angelo a. Izzo (Auth.)-Phytotherapy_ a Quick Reference to Herbal Medicine-Springer-VerDocument413 pagesProfessor Dr Francesco Capasso, Professor Dr Timothy S. Gaginella, Professor Dr Giuliano Grandolini, Professor Dr Angelo a. Izzo (Auth.)-Phytotherapy_ a Quick Reference to Herbal Medicine-Springer-VerJesus Ignacio Briceño PrietoNo ratings yet
- DOC-20200116-WA0002 - Copy3Document60 pagesDOC-20200116-WA0002 - Copy3EmmanuelNo ratings yet
- A Technical Report On Six 6 Months StudeDocument24 pagesA Technical Report On Six 6 Months StudeAdeyinka Samuel AdedejiNo ratings yet
- IT ReportDocument29 pagesIT ReportKingsley OgbavwuduNo ratings yet
- Addis Ababa University School of Graduate StudiesDocument51 pagesAddis Ababa University School of Graduate StudiesyohannesNo ratings yet
- Swep Report - WriteDocument23 pagesSwep Report - WriteDavid AkomolafeNo ratings yet
- EntrepreurshipDocument84 pagesEntrepreurshiptesfayergsNo ratings yet
- Chi Bu Zo PreliminaryDocument8 pagesChi Bu Zo PreliminaryChinwuba Samuel EbukaNo ratings yet
- Student Industrial Work Experience SchemeDocument29 pagesStudent Industrial Work Experience Schemewinifred ekpoNo ratings yet
- Ede Kingsley PaintDocument41 pagesEde Kingsley PaintOkorie VictorNo ratings yet
- Esther Eli It ReportDocument22 pagesEsther Eli It ReportDesmond AyeNo ratings yet
- My It Technical ReportDocument37 pagesMy It Technical ReportChinwuba Samuel EbukaNo ratings yet
- Okeke Louis Chemical Analyst in PharmDocument52 pagesOkeke Louis Chemical Analyst in PharmOkorie VictorNo ratings yet
- Report On PaintDocument35 pagesReport On PaintEzeifegbu ChetachukwuNo ratings yet
- NNPCDocument42 pagesNNPCAdamu DaudaNo ratings yet
- Kepong IiDocument15 pagesKepong IiShahiera ShafieNo ratings yet
- 300l - IT Report-1Document35 pages300l - IT Report-1Nwanorim NnaemekaNo ratings yet
- Production of Continuous Catalytic Reforming CatalystDocument182 pagesProduction of Continuous Catalytic Reforming Catalystيزيد العزانيNo ratings yet
- FYP Titles Chemical EngrDocument3 pagesFYP Titles Chemical EngrAsim MansoorNo ratings yet
- #ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyDocument9 pages#ZQ) A, B,: Development and Commercial Application of Methyl-Ethyl-Ketone Production TechnologyNishant Kumar GuptaNo ratings yet
- Heavy Metals in Soils and Vegetables Irrigated With Urban Grey Waste Water in Fagge, Kano, NigeriaDocument10 pagesHeavy Metals in Soils and Vegetables Irrigated With Urban Grey Waste Water in Fagge, Kano, NigeriaijsretNo ratings yet
- Chapter 2Document10 pagesChapter 2Berry101No ratings yet
- EEB520 Project PansyDocument32 pagesEEB520 Project PansyPansy Jaguar NjekwaNo ratings yet
- Industrial Training - Report - Format MU (1) (1) FINAL REPORTDocument36 pagesIndustrial Training - Report - Format MU (1) (1) FINAL REPORTniraj kumarNo ratings yet
- QweenbeeDocument43 pagesQweenbeeAkinrinade Abisola OmopelolaNo ratings yet
- Progress Report Writing RP1 CBE684 - CHE687Document1 pageProgress Report Writing RP1 CBE684 - CHE687Addison JuttieNo ratings yet
- Process For The Polymerization of Vinyl ChlorideDocument32 pagesProcess For The Polymerization of Vinyl ChlorideThu TongNo ratings yet
- Car Paint PDFDocument30 pagesCar Paint PDFMekon-Engineering MkeNo ratings yet
- EmulsionDocument10 pagesEmulsionKalu ChouhanNo ratings yet
- Us 2556488Document3 pagesUs 2556488Ghina Fatikah SalimNo ratings yet
- LabReport Gas DiffusionDocument21 pagesLabReport Gas DiffusionAmeerRashidNo ratings yet
- Subject 4. - Product Design OCW PDFDocument33 pagesSubject 4. - Product Design OCW PDFJose Luis BarradasNo ratings yet
- Chapter One: 1.1.vision, Mission, Goals and ObjectivesDocument7 pagesChapter One: 1.1.vision, Mission, Goals and Objectivesmekonnen kasaNo ratings yet
- Ireport PDFDocument48 pagesIreport PDFtemesgen abebe100% (1)
- Industrial Training ReportDocument30 pagesIndustrial Training ReportHariz RoslanNo ratings yet
- Engineering Internship (HVAC)Document1 pageEngineering Internship (HVAC)fonash120No ratings yet
- Design ProjectfDocument15 pagesDesign Projectfudoh ekeminiNo ratings yet
- DYNO-MILL KD - Tomášová Lea, S.R.ODocument3 pagesDYNO-MILL KD - Tomášová Lea, S.R.OBhavin SolankiNo ratings yet
- SIWES REPORT - MIRACLE NNAMANI OriginalDocument48 pagesSIWES REPORT - MIRACLE NNAMANI OriginalMIRACLE NNAMANINo ratings yet
- Plant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessDocument46 pagesPlant Design For Microbial Treatment of Waste Water With Advanced Oxidation ProcessFaisal MumtazNo ratings yet
- Dynamic Simulation of A Crude Oil DistillationDocument14 pagesDynamic Simulation of A Crude Oil DistillationAL-JABERI SADEQ AMEEN ABDO / UPMNo ratings yet
- I VationsDocument12 pagesI VationsDharma banothuNo ratings yet
- REPORTDocument31 pagesREPORTUnique Boss50% (2)
- Plant LocationDocument8 pagesPlant LocationEeHuey ChooNo ratings yet
- Research Framework Siti Nur Farhanis Dialysate EffluentDocument2 pagesResearch Framework Siti Nur Farhanis Dialysate EffluentChannis ExoNo ratings yet
- SDS Krystal KAP English Version 1.08.19Document8 pagesSDS Krystal KAP English Version 1.08.19Fikriey AbdullahNo ratings yet
- Sip Logbook ReportDocument39 pagesSip Logbook ReportAiman Latif0% (1)
- FypDocument11 pagesFypHassaan Ahmed100% (1)
- An Industrial Training ReportDocument26 pagesAn Industrial Training Reportkhodevedant980No ratings yet
- Siwes - VictorDocument20 pagesSiwes - VictorEZEJI GEORGE100% (1)
- Chemical EngineeringDocument10 pagesChemical EngineeringSulfuric Acid Chem100% (1)
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- Project ReportDocument80 pagesProject ReportVysakh Sharma100% (1)
- An Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorDocument15 pagesAn Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorIamsNo ratings yet
- Buk Siwes 1 Preliminary PagesDocument6 pagesBuk Siwes 1 Preliminary Pagesmuhyideen6abdulganiy100% (1)
- VOC Experiment Group 2Document14 pagesVOC Experiment Group 2AninaNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Prince's Tech Report (1) ReviewedDocument53 pagesPrince's Tech Report (1) ReviewedGeorge BlakeNo ratings yet
- UBA TestDocument44 pagesUBA TestEmmanuelNo ratings yet
- Pretreatment and Hydrolysis of Elephant Grass For The Optimisation of Fermentable Sugar For Butanol ProductionDocument81 pagesPretreatment and Hydrolysis of Elephant Grass For The Optimisation of Fermentable Sugar For Butanol ProductionEmmanuelNo ratings yet
- Detailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesDocument54 pagesDetailed Characteristics of Nigerian Clay in Oil Drilling Using SamplesEmmanuelNo ratings yet
- KPMG Critical Reasoning Test 2: Solution BookletDocument19 pagesKPMG Critical Reasoning Test 2: Solution Booklet473Chirag GuptaNo ratings yet
- KPMG Verbal Solution - 2Document13 pagesKPMG Verbal Solution - 2EmmanuelNo ratings yet
- KPMG CRITICAL Test 4 SolutionDocument12 pagesKPMG CRITICAL Test 4 SolutionBro. JosephNo ratings yet
- Food Safety Attitude and Associated Factors AmongDocument6 pagesFood Safety Attitude and Associated Factors AmongEmmanuelNo ratings yet
- KPMG Null DocumentDocument13 pagesKPMG Null DocumentEmmanuelNo ratings yet
- KPMG Numerical Test 5 SolutionDocument11 pagesKPMG Numerical Test 5 SolutionEmmanuel100% (1)
- Acetone Design ReviewDocument66 pagesAcetone Design ReviewEmmanuelNo ratings yet
- Justice Design ProjectDocument67 pagesJustice Design ProjectEmmanuelNo ratings yet
- Design ReportDocument71 pagesDesign ReportEmmanuelNo ratings yet
- Production of Biodiesel From Used Vegetable OilDocument4 pagesProduction of Biodiesel From Used Vegetable OilEmmanuelNo ratings yet
- Efe DaveDocument44 pagesEfe DaveEmmanuelNo ratings yet
- Madai 2020Document11 pagesMadai 2020EmmanuelNo ratings yet
- SSFA201411 Basquiat by Hagenberg EbookDocument27 pagesSSFA201411 Basquiat by Hagenberg EbookEmmanuelNo ratings yet
- Applied Clay Science: Richard O. Afolabi, Oyinkepreye D. Orodu, Vincent E. EfeovbokhanDocument11 pagesApplied Clay Science: Richard O. Afolabi, Oyinkepreye D. Orodu, Vincent E. EfeovbokhanEmmanuelNo ratings yet
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDocument13 pagesThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Processing and Properties of Plastic LumberDocument16 pagesProcessing and Properties of Plastic LumberEmmanuelNo ratings yet
- Recycled-Plastic Lumber Standards: From Waste Plastics To Markets For Plastic Lumber BridgesDocument12 pagesRecycled-Plastic Lumber Standards: From Waste Plastics To Markets For Plastic Lumber BridgesEmmanuelNo ratings yet
- Report On BiodieselDocument32 pagesReport On BiodieselEmmanuelNo ratings yet
- Onoji's Thesis (PHD) - Final SubmissionDocument305 pagesOnoji's Thesis (PHD) - Final SubmissionEmmanuelNo ratings yet
- Examples of Long Vowel Words: With The Long "A" SoundDocument4 pagesExamples of Long Vowel Words: With The Long "A" SoundEmmanuelNo ratings yet
- Self-Dual Leonard PairsDocument13 pagesSelf-Dual Leonard PairsEmmanuelNo ratings yet
- DOC-20200116-WA0002 - Copy3Document60 pagesDOC-20200116-WA0002 - Copy3EmmanuelNo ratings yet
- Catalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionDocument28 pagesCatalysts: Bio-Derived Catalysts: A Current Trend of Catalysts Used in Biodiesel ProductionEmmanuelNo ratings yet
- Unit 1: Introduction To Short VowelsDocument8 pagesUnit 1: Introduction To Short VowelsEmmanuelNo ratings yet
- Retrieving and Visualizing Data: Charles SeveranceDocument19 pagesRetrieving and Visualizing Data: Charles SeveranceEmmanuelNo ratings yet
- Data Compression (RCS 087)Document51 pagesData Compression (RCS 087)sakshi mishraNo ratings yet
- Minimalist Business Slides by SlidesgoDocument55 pagesMinimalist Business Slides by SlidesgoTera Store OsornoNo ratings yet
- BEY, Marquis - Black Trans FeminismDocument305 pagesBEY, Marquis - Black Trans FeminismSilvana SouzaNo ratings yet
- FC GundlachDocument17 pagesFC GundlachRodrigo PeixotoNo ratings yet
- Spe 199993 MSDocument28 pagesSpe 199993 MSHussam AgabNo ratings yet
- Duxbury Clipper 2011 - 02 - 02Document44 pagesDuxbury Clipper 2011 - 02 - 02Duxbury ClipperNo ratings yet
- Plaintiffs' Motion For Entry of JudgmentDocument14 pagesPlaintiffs' Motion For Entry of JudgmentBen SheffnerNo ratings yet
- Army Aviation Digest - Jan 1982Document52 pagesArmy Aviation Digest - Jan 1982Aviation/Space History LibraryNo ratings yet
- Ixys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Document14 pagesIxys P-Channel Power Mosfets and Applications Abdus Sattar, Kyoung-Wook Seok, Ixan0064Kikuvi JohnNo ratings yet
- Industrial Arts - Automotive Servicing (Exploratory) : K To 12 Technology and Livelihood EducationDocument7 pagesIndustrial Arts - Automotive Servicing (Exploratory) : K To 12 Technology and Livelihood Educationjayson acunaNo ratings yet
- Credit RatingDocument15 pagesCredit RatingManisha SinghNo ratings yet
- Resume Jennifer Matute 1Document1 pageResume Jennifer Matute 1api-659744227No ratings yet
- Cobol 1.0Document43 pagesCobol 1.0sarathNo ratings yet
- Text - Cambay BasinDocument58 pagesText - Cambay BasinBidyut MandalNo ratings yet
- Ganesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Document181 pagesGanesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Jesus Moreno Castillo100% (1)
- Rotational Motion 8.0Document11 pagesRotational Motion 8.0adnan khanNo ratings yet
- Introduction To System Analysis and DesignDocument22 pagesIntroduction To System Analysis and DesignHiranya100% (2)
- The Seven Types of Yellow Sapphire and Their Stability To Light PDFDocument10 pagesThe Seven Types of Yellow Sapphire and Their Stability To Light PDFdebjeet royNo ratings yet
- Activity 6Document4 pagesActivity 6Junior SmithNo ratings yet
- Selection of Materials For WeldingDocument1 pageSelection of Materials For WeldingIshwarNo ratings yet
- Continuous Beam Lab G4Document11 pagesContinuous Beam Lab G4Najmuddin Aliff67% (3)
- En - S8018II Spec SheetDocument3 pagesEn - S8018II Spec SheetAndrea PaoNo ratings yet
- Maxey Mark Pauline 1965 JapanDocument28 pagesMaxey Mark Pauline 1965 Japanthe missions networkNo ratings yet
- Introduction To Spread Spectrum CommunicationDocument7 pagesIntroduction To Spread Spectrum CommunicationAli KashiNo ratings yet
- BELSummer Training ReportDocument33 pagesBELSummer Training ReportPalak MeenaNo ratings yet
- EN Quick Reference Guide Fabian HFOi-V4.0Document30 pagesEN Quick Reference Guide Fabian HFOi-V4.0Tanzimul IslamNo ratings yet
- User Flow DiagramDocument1 pageUser Flow DiagramjimNo ratings yet