Download as pdf or txt
You might also like
- Year 2020 Maths Entrance Test - QuestionsDocument5 pagesYear 2020 Maths Entrance Test - QuestionsAileen GohNo ratings yet
- Reinhold Ebertin - Transits - What Days Favor You - American Federation of Astrologers (2015)Document128 pagesReinhold Ebertin - Transits - What Days Favor You - American Federation of Astrologers (2015)ukoszapavlinje100% (24)
- Corrosion and Corrosion Test Methods of ZincDocument9 pagesCorrosion and Corrosion Test Methods of ZincMrPalm LimNo ratings yet
- Alginate AcidDocument13 pagesAlginate Acidputeri nurshihaNo ratings yet
- Flux Cored Wires (Elga) PDFDocument15 pagesFlux Cored Wires (Elga) PDFVladan TimotijevicNo ratings yet
- How To Determine The Arc Stability Marjan SubanDocument7 pagesHow To Determine The Arc Stability Marjan SubanMarjan Suban100% (1)
- Powder MetallurgyDocument6 pagesPowder MetallurgyjayadevakodiNo ratings yet
- BOC 216295 GeneralGasesBrochure AUS v12Document28 pagesBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNo ratings yet
- Welding of Stainless SteelsDocument48 pagesWelding of Stainless SteelsRamzi BEN AHMEDNo ratings yet
- 5.1 Alginate Production MethodsDocument13 pages5.1 Alginate Production Methodsyadi haryadiNo ratings yet
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- A Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsDocument25 pagesA Model For The Graphite Formation in Ductile Cast Iron Part I Inoculation MechanismsAdams GodoyNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Intro To AluminumDocument51 pagesIntro To AluminumAzmi NdtNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- Introduction To Thermal Analysis of Cast Iron PDFDocument21 pagesIntroduction To Thermal Analysis of Cast Iron PDFsachinguptachdNo ratings yet
- Welding Metallurgy of Carbon Steel PDFDocument17 pagesWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- The Mechanism of Acicular Ferrite in Weld DepositsDocument12 pagesThe Mechanism of Acicular Ferrite in Weld DepositsPedro CunhaNo ratings yet
- 2 Aluminium Fusion Welding 2015Document21 pages2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- Stud Welding Capacitive Discharge WeldingDocument30 pagesStud Welding Capacitive Discharge WeldingwenigmaNo ratings yet
- Ferrite Morphology and Variations inDocument9 pagesFerrite Morphology and Variations inAndrea CalderaNo ratings yet
- Cast Iron DampingDocument5 pagesCast Iron Dampinggabs88No ratings yet
- Sampling of Liquid Cast IronDocument2 pagesSampling of Liquid Cast Ironarnaldorcr8646No ratings yet
- UTP MaintenanceDocument28 pagesUTP MaintenanceAnonymous PkAjjOZBNo ratings yet
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 pagesFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahNo ratings yet
- 304L WeldingDocument6 pages304L Weldingeedbdmdud100% (1)
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocument11 pagesWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriNo ratings yet
- AL Alloy Details With WeldingDocument36 pagesAL Alloy Details With WeldingVelmohanaNo ratings yet
- HLAWDocument26 pagesHLAWFebu Luthfiani100% (1)
- Welding Distortion Control in Thin Metal Plates by Altering Heat Input Through Weld ParametersDocument7 pagesWelding Distortion Control in Thin Metal Plates by Altering Heat Input Through Weld ParametersGanesh R NairNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Document81 pagesMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Offsetting Macro-Shrinkage in Ductile IronDocument13 pagesOffsetting Macro-Shrinkage in Ductile IronmetkarthikNo ratings yet
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- Effect of Boron in D.I.Document2 pagesEffect of Boron in D.I.Sachin KumbharNo ratings yet
- Chapt 1 HistoryDocument47 pagesChapt 1 HistoryKamarul NizamNo ratings yet
- MT 03 - Mechanical Properties and Tests, A-Z Abbrev (Tinius Olsen - Kul 1)Document25 pagesMT 03 - Mechanical Properties and Tests, A-Z Abbrev (Tinius Olsen - Kul 1)zingerNo ratings yet
- EnDOtec Welding Cored WireDocument12 pagesEnDOtec Welding Cored WirecriuvosNo ratings yet
- Microstructure Study of Welded JointDocument17 pagesMicrostructure Study of Welded JointRatul Islam Antor100% (1)
- AWS Welding Standard PreviewDocument5 pagesAWS Welding Standard PreviewRavi YadavNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- MN Steel WeldingDocument4 pagesMN Steel WeldingRam KadamNo ratings yet
- Nickel Base Alloys: Topics To Discuss .Document15 pagesNickel Base Alloys: Topics To Discuss .Muhammad Zam-zamNo ratings yet
- Chapter 5 Steel (23-24)Document41 pagesChapter 5 Steel (23-24)nyankyalps5No ratings yet
- GTAW PrinciplesDocument62 pagesGTAW PrinciplesReza SalimiNo ratings yet
- WM 0977 01Document276 pagesWM 0977 01Sun SunNo ratings yet
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDocument40 pagesFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeNo ratings yet
- Specification Data Sheet AISI 304Document8 pagesSpecification Data Sheet AISI 304Luis Enrique Carreon TorresNo ratings yet
- FAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowDocument2 pagesFAQ - What Is The Procedure For Welding En24 (Subsequently Known As 817M40 and 1.6582 34CrNiMo6), A 0.4% C, 1.25% CR, 0.3% Mo LowSubhra S SanyalNo ratings yet
- Cast Iron SolidificationDocument12 pagesCast Iron Solidificationkatchani123100% (1)
- CFA Guidance Note - Fixings and CorrosionDocument4 pagesCFA Guidance Note - Fixings and CorrosionkanekuenenNo ratings yet
- Elkem 13 Compacted Graphite IronDocument2 pagesElkem 13 Compacted Graphite Ironmarcotulio123No ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Magnesium & Its AlloysDocument24 pagesMagnesium & Its AlloysNataliyaNo ratings yet
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- BrazingDocument40 pagesBrazingnagoreorueNo ratings yet
- Variaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja AleaciónDocument10 pagesVariaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja Aleacióndavid perezNo ratings yet
- Prcat WeldingDocument6 pagesPrcat WeldingFrancoisNo ratings yet
- Considerations For The Weldability of Types 304L and 316L Stainless SteelDocument8 pagesConsiderations For The Weldability of Types 304L and 316L Stainless Steelluisgonzalezf95No ratings yet
- Mmscience - 2016 11 - Welded Joint of High Strength Steels Weldox 700 and Common Grade Steel S 355Document4 pagesMmscience - 2016 11 - Welded Joint of High Strength Steels Weldox 700 and Common Grade Steel S 355Said ElhamydyNo ratings yet
- Welding Guidelines: Welding Guidelines For Non-Alloy Construction Materials Submerged Arc Welding of Non-Alloy SteelsDocument2 pagesWelding Guidelines: Welding Guidelines For Non-Alloy Construction Materials Submerged Arc Welding of Non-Alloy SteelsRamzi BEN AHMEDNo ratings yet
- Criteria Which Assist in The Selection of ISO 3834-2, ISO 3834-3Document1 pageCriteria Which Assist in The Selection of ISO 3834-2, ISO 3834-3Ramzi BEN AHMEDNo ratings yet
- Max Allowable Pressure of Pipes and PipellinesDocument73 pagesMax Allowable Pressure of Pipes and PipellinesRamzi BEN AHMEDNo ratings yet
- Butterfly Valves - CatalogDocument30 pagesButterfly Valves - CatalogRamzi BEN AHMEDNo ratings yet
- Maximum Temperature and Pressure Ratings of Flanges Conforming Dimensions ASME B16.5 and Materials Specification ASTM A-105Document4 pagesMaximum Temperature and Pressure Ratings of Flanges Conforming Dimensions ASME B16.5 and Materials Specification ASTM A-105Ramzi BEN AHMEDNo ratings yet
- Api 6a FLG Slide Rule SizeDocument9 pagesApi 6a FLG Slide Rule SizeRamzi BEN AHMEDNo ratings yet
- Destructive TestDocument17 pagesDestructive TestRamzi BEN AHMEDNo ratings yet
- Influence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelDocument9 pagesInfluence of Heat Inputs On Weld Profiles and Mechanical Properties of Carbon and Stainless SteelRamzi BEN AHMEDNo ratings yet
- GTAW & TIG Welding Question BankDocument19 pagesGTAW & TIG Welding Question BankRamzi BEN AHMEDNo ratings yet
- API Flanged - Studded Crosses and Tees Slide RuleDocument3 pagesAPI Flanged - Studded Crosses and Tees Slide RuleRamzi BEN AHMEDNo ratings yet
- Fusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForDocument4 pagesFusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForRamzi BEN AHMEDNo ratings yet
- Steel Castings, Surface Acceptance Standards, Visual ExaminationDocument3 pagesSteel Castings, Surface Acceptance Standards, Visual ExaminationRamzi BEN AHMEDNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- PD Iec 61394 1997 (En)Document20 pagesPD Iec 61394 1997 (En)Ramzi BEN AHMEDNo ratings yet
- Api 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthDocument4 pagesApi 6a Flanged, Gate, Plug and Ball Valves Face To Face LengthRamzi BEN AHMEDNo ratings yet
- The Path To The Software-Defined Radio Receiver: Asad A. Abidi, Fellow, IEEEDocument13 pagesThe Path To The Software-Defined Radio Receiver: Asad A. Abidi, Fellow, IEEEEnos Marcos BastosNo ratings yet
- Linde C-Matic AutobonicsDocument6 pagesLinde C-Matic AutobonicsJONHHY NGUYEN DANGNo ratings yet
- Database Functions - DSUM DAVERAGE DCOUNT PDFDocument3 pagesDatabase Functions - DSUM DAVERAGE DCOUNT PDFPrateek MohapatraNo ratings yet
- ISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFDocument8 pagesISA RP3.2-1960 Flange Mounted Sharp Edged Orifice Plate For Flow Measurement PDFamshahNo ratings yet
- Tool ManagementDocument6 pagesTool ManagementRoshan RamnaniNo ratings yet
- FrictionDocument4 pagesFrictiondanNo ratings yet
- Kitab TayarDocument50 pagesKitab TayarAhmad Adzha100% (1)
- The Clinical Relevance of The Relation Between Maximum Flow Declination Rate and Sound Pressure Level in Predicting Vocal FatigueDocument10 pagesThe Clinical Relevance of The Relation Between Maximum Flow Declination Rate and Sound Pressure Level in Predicting Vocal FatigueChrisNo ratings yet
- Yarn Examining MachineDocument3 pagesYarn Examining MachineAbrõ Wazir100% (1)
- Synopsis On LPGDocument19 pagesSynopsis On LPGSamuel DavisNo ratings yet
- Steel Pipe Thickness Tolerance of API 5L, ASTM A53 and EN10219 - HYSP - Steel Pipe SupplierDocument4 pagesSteel Pipe Thickness Tolerance of API 5L, ASTM A53 and EN10219 - HYSP - Steel Pipe SupplierShoaib NazirNo ratings yet
- An Assay of SO3 Through Gravimetric Analysis in A Soluble SulfateDocument12 pagesAn Assay of SO3 Through Gravimetric Analysis in A Soluble SulfateJovel Arne Arquero YadaoNo ratings yet
- Welcome To The Test and Production Separation Production Separation PresentationDocument73 pagesWelcome To The Test and Production Separation Production Separation PresentationhamdiiiiiiiiiiiiiiiiNo ratings yet
- Residential Multi Split CatalogueDocument51 pagesResidential Multi Split Cataloguengocdhxd92No ratings yet
- Sense OrgansDocument6 pagesSense Organsannmarie100% (1)
- Basu 1985Document18 pagesBasu 1985sandraNo ratings yet
- An Improved Frequency Compensation Technique For CMOS Operational AmplifiersDocument5 pagesAn Improved Frequency Compensation Technique For CMOS Operational AmplifiersSajjad HossainNo ratings yet
- Linear Correlation Study and Regression Analysis of Drinking Water Quality in Mokokchung Town, Nagaland, IndiaDocument6 pagesLinear Correlation Study and Regression Analysis of Drinking Water Quality in Mokokchung Town, Nagaland, IndiaInternational Journal of Engineering Research & ManagementNo ratings yet
- Comptia A+ 220-601 Practice Test QuestionsDocument32 pagesComptia A+ 220-601 Practice Test Questionsmidnight sun fanNo ratings yet
- Murach Java - Overview.ch2Document63 pagesMurach Java - Overview.ch2Ifeanyi EzeakaNo ratings yet
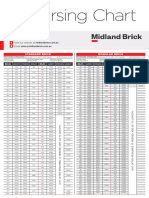
- Midland Brick Coursing ChartDocument2 pagesMidland Brick Coursing ChartMichael Slater100% (1)
- Devinfo E6350v2Document4 pagesDevinfo E6350v2Safi Ud Din KhanNo ratings yet
- 17 A02 PHExDocument6 pages17 A02 PHExPeter LeaderNo ratings yet
- Hw1 2 SolutionsDocument7 pagesHw1 2 SolutionsFrancisco AlvesNo ratings yet
- Modeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersDocument7 pagesModeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersLucas BomfimNo ratings yet
- Background To Fatigue Load ModelsDocument11 pagesBackground To Fatigue Load ModelsrwaidaabbasNo ratings yet
- Flooded CondensersDocument13 pagesFlooded Condensersstreamt100% (1)
- KSB PUMPS Co. Ama DrainerDocument2 pagesKSB PUMPS Co. Ama DrainerHuzaifa KhanNo ratings yet