Download as doc, pdf, or txt
You might also like
- WR Design and Fabrication of Anodes Rev 0Document10 pagesWR Design and Fabrication of Anodes Rev 0Mathias OnosemuodeNo ratings yet
- Design of Timber To BS 5268 NewDocument28 pagesDesign of Timber To BS 5268 NewSamith Sandaruwan83% (6)
- Unit 3 Jan 2019 QPDocument28 pagesUnit 3 Jan 2019 QPThe Game SlackerNo ratings yet
- BE-WI-248-01-F19 Datasheet Breather ValveDocument3 pagesBE-WI-248-01-F19 Datasheet Breather Valvemika cabelloNo ratings yet
- Piping Design Requirements PDFDocument6 pagesPiping Design Requirements PDFkarunaNo ratings yet
- Dual-Plate Lug Check Valves - Face To Face Dimensions - API Standard 594Document2 pagesDual-Plate Lug Check Valves - Face To Face Dimensions - API Standard 594unknownNo ratings yet
- BlockTec AAC PresentationDocument53 pagesBlockTec AAC Presentationluigi firmalinoNo ratings yet
- Tutorial MSEWDocument1 pageTutorial MSEWSUNDARAVELNo ratings yet
- BP GS162-1 Valves PDFDocument24 pagesBP GS162-1 Valves PDFMohd Khairul100% (1)
- DS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFDocument2 pagesDS-50-0804.02-6000-004 Rev D2 Non Slam Check Valve PDFjhon smithNo ratings yet
- ANZ Technical Guide Heat Exchanger DesigDocument13 pagesANZ Technical Guide Heat Exchanger DesigvikramNo ratings yet
- Needle ValveDocument8 pagesNeedle ValveMuhammad Chilmi100% (1)
- General Notice For AG Piping Layout - TSA - RADocument35 pagesGeneral Notice For AG Piping Layout - TSA - RAkienhg96No ratings yet
- Ball Valve Catalogue-2Document12 pagesBall Valve Catalogue-2tndeshmukhNo ratings yet
- 50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFDocument19 pages50 Chemical Injection System Access Fitting Assemblies - 50-DS Revc PDFChemkhiNo ratings yet
- Data Sheet Sight GlassDocument5 pagesData Sheet Sight GlassAdhya RazanNo ratings yet
- Globe Valve: Fundamental of Engineering DataDocument16 pagesGlobe Valve: Fundamental of Engineering Datarieza_fNo ratings yet
- MR ValvesDocument56 pagesMR ValvesIdris SiddiquiNo ratings yet
- MC20005-WHP-WI-P-0117 Chemical Injection Datasheet WI - Rev D1Document10 pagesMC20005-WHP-WI-P-0117 Chemical Injection Datasheet WI - Rev D1nguyenmainamNo ratings yet
- Welker 2Document2 pagesWelker 2faradbNo ratings yet
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocument8 pages8 AS4041 ASME B31 3 Pipe Wall ThicknessĐinh Thiện SỹNo ratings yet
- Piping and Valve Specifications Rev. A PDFDocument28 pagesPiping and Valve Specifications Rev. A PDFYessine RebaiNo ratings yet
- 020-GN-BK-101AB, Rev.1 PDFDocument1 page020-GN-BK-101AB, Rev.1 PDFVeena S VNo ratings yet
- MaterialsDocument2 pagesMaterialsAkshay PoddarNo ratings yet
- Piping Engineering E PI 221Document5 pagesPiping Engineering E PI 221vikramNo ratings yet
- SPREADSHEETS SERIES No. 0009S - 2Document4 pagesSPREADSHEETS SERIES No. 0009S - 2Emma DNo ratings yet
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- L&T Double Block and Bleed Plug ValvesDocument12 pagesL&T Double Block and Bleed Plug Valvesvijay10484No ratings yet
- Material Requisition For Flexible Hose - Rev0Document5 pagesMaterial Requisition For Flexible Hose - Rev0altipatlarNo ratings yet
- Datasheet For Steel Grades Special Alloy Gs-25Crmo4Document2 pagesDatasheet For Steel Grades Special Alloy Gs-25Crmo4ssvrNo ratings yet
- Vdocuments - MX Valves Valves Nozzle Check Valves 44 Swing Check ValvesDocument59 pagesVdocuments - MX Valves Valves Nozzle Check Valves 44 Swing Check ValvesKURAF MUHENDISLIK AŞ.No ratings yet
- Unicom ValveDocument27 pagesUnicom ValveSandi AslanNo ratings yet
- 01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentDocument13 pages01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentAbdul HannanNo ratings yet
- Interplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)Document17 pagesInterplant Standard - Steel Industry: Code of Practice For Oxygen Gas Pipeline IPSS:1-06-034-17 (First Revision)siddhesh_guessNo ratings yet
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDocument60 pagesAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyNo ratings yet
- DBB CatalogueDocument20 pagesDBB Cataloguerawrr90No ratings yet
- 7-12-0033 Rev 4Document1 page7-12-0033 Rev 4cynideNo ratings yet
- Flame Arrester - Technical DetailsDocument16 pagesFlame Arrester - Technical DetailsAnonymous 3DHogINo ratings yet
- FastenersDocument46 pagesFastenerser_lalitgargNo ratings yet
- CSI Bolt-On Heating SystemsDocument12 pagesCSI Bolt-On Heating Systemspeubrandao100% (1)
- Inspection of ValvesDocument85 pagesInspection of ValvesChetan kharkarNo ratings yet
- 316 316L 317L Spec SheetDocument3 pages316 316L 317L Spec SheetLinnie McleodNo ratings yet
- Valve Material ApplicationDocument16 pagesValve Material Applicationswapneel_kulkarniNo ratings yet
- Buried Pipes and Fittings Painting SpecDocument5 pagesBuried Pipes and Fittings Painting SpecRohan Sharma50% (2)
- VP - Rawat - Dev. FDocument28 pagesVP - Rawat - Dev. FMohammadShamimNo ratings yet
- Datasheet of Butterfly ValveDocument2 pagesDatasheet of Butterfly Valvedhaval3gNo ratings yet
- Pikotek Vcs Tech SpecsDocument2 pagesPikotek Vcs Tech SpecsBaskar KannaiahNo ratings yet
- Triple-Offset Butterflyvalves PDFDocument8 pagesTriple-Offset Butterflyvalves PDFDiwakar NigamNo ratings yet
- Actuated Ball Valve 357 D - BDKDocument4 pagesActuated Ball Valve 357 D - BDKfarhanakhtar ansariNo ratings yet
- Monolithic Isolating Joint DatasheetDocument3 pagesMonolithic Isolating Joint DatasheetEpwe100% (1)
- Rite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Document8 pagesRite Sized Check Valves: ASME Class 125 - 2500 1" (25mm) - 60" (1500mm)Cristian PisitelloNo ratings yet
- Insulation ExampleDocument6 pagesInsulation ExampleHarry Ccayascca FloresNo ratings yet
- Pipe FittingsDocument26 pagesPipe FittingsJaypal SindhaNo ratings yet
- Diaphragm ValveDocument1 pageDiaphragm ValveS AMNo ratings yet
- Carpenter & Paterson Hardware Price Book CP-0213Document54 pagesCarpenter & Paterson Hardware Price Book CP-0213Sargunam SankaravadivelNo ratings yet
- T-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight GlassDocument3 pagesT-25-2018-00-Pe-Das-1048 - Rev-2 - Datasheet For Sight Glassvinoj chandranNo ratings yet
- Wiik Catalogue 2007Document16 pagesWiik Catalogue 2007suosvannakNo ratings yet
- EGP3-03.00 Piping Specifications For Valves, Material and Service ClassesDocument162 pagesEGP3-03.00 Piping Specifications For Valves, Material and Service ClassesMathias Onosemuode100% (1)
- EGP3-01.16 Welding For Skids and Miscellaneous SteelDocument10 pagesEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeNo ratings yet
- EGP3-03.31 Pipe Support Spring DesignDocument8 pagesEGP3-03.31 Pipe Support Spring DesignMathias OnosemuodeNo ratings yet
- 05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2Document17 pages05-3300-01-W-01-009 Pipeline Welding and NDT Spec (Onshore) Rev P2AdvisNo ratings yet
- 8381-4000-SX-0001 Piping & Valve Material SpecificationDocument46 pages8381-4000-SX-0001 Piping & Valve Material Specificationthorster12345No ratings yet
- CPOC-GS-PI-0001 Rev 0Document34 pagesCPOC-GS-PI-0001 Rev 0PCHAN@TOMNo ratings yet
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- Koc MP 016Document18 pagesKoc MP 016Ravi MahetoNo ratings yet
- Vedra Trade Services (VTS) ProfileDocument94 pagesVedra Trade Services (VTS) ProfileMathias OnosemuodeNo ratings yet
- Activity Duration Estimates TemplateDocument1 pageActivity Duration Estimates TemplateMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00046 Rev A1 Interface RegisterDocument3 pagesJ08937A-A-RG-00046 Rev A1 Interface RegisterMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00012 Rev A1 Value Engineering RegisterDocument4 pagesJ08937A-A-RG-00012 Rev A1 Value Engineering RegisterMathias OnosemuodeNo ratings yet
- Schedule Model in PRA For The AG Plant & 16inch 25.5 KM Export Line To Amena EkponoDocument1 pageSchedule Model in PRA For The AG Plant & 16inch 25.5 KM Export Line To Amena EkponoMathias OnosemuodeNo ratings yet
- Duration REPORTDocument1 pageDuration REPORTMathias OnosemuodeNo ratings yet
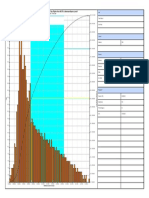
- Confident Level For Base Line Schedule Targeting Q4 2023-Using PRA SoftwareDocument1 pageConfident Level For Base Line Schedule Targeting Q4 2023-Using PRA SoftwareMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00018 Rev D1 Risk RegisterDocument3 pagesJ08937A-A-RG-00018 Rev D1 Risk RegisterMathias OnosemuodeNo ratings yet
- Start Date ReportDocument1 pageStart Date ReportMathias OnosemuodeNo ratings yet
- 149AKQDocument1 page149AKQMathias OnosemuodeNo ratings yet
- Fop KC-2 - B102Document5 pagesFop KC-2 - B102Mathias OnosemuodeNo ratings yet
- 10'' Pipeline Activity Base CostingDocument2 pages10'' Pipeline Activity Base CostingMathias OnosemuodeNo ratings yet
- Book 1Document2 pagesBook 1Mathias OnosemuodeNo ratings yet
- DPR 18-05-2021Document18 pagesDPR 18-05-2021Mathias OnosemuodeNo ratings yet
- dESIGN FOR REBAR IN A CONCRETE SLABDocument1 pagedESIGN FOR REBAR IN A CONCRETE SLABMathias OnosemuodeNo ratings yet
- AphrodisiacDocument1 pageAphrodisiacMathias OnosemuodeNo ratings yet
- CIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand and Foundation Design ReportDocument37 pagesCIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand and Foundation Design ReportMathias OnosemuodeNo ratings yet
- In-Place Strength Evaluation of Existing Fixed Offshore PlatformDocument8 pagesIn-Place Strength Evaluation of Existing Fixed Offshore PlatformMathias OnosemuodeNo ratings yet
- CIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportDocument13 pagesCIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportMathias OnosemuodeNo ratings yet
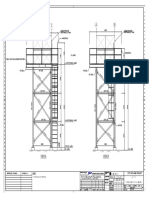
- CIGA-NG18000021-CGSA1-CX4018-000027-001-D01 Portable Water Tank Stand ElevationDocument1 pageCIGA-NG18000021-CGSA1-CX4018-000027-001-D01 Portable Water Tank Stand ElevationMathias OnosemuodeNo ratings yet
- Yahoo Mail - FW - Outstanding Scope For PRSDocument2 pagesYahoo Mail - FW - Outstanding Scope For PRSMathias OnosemuodeNo ratings yet
- EGP3-10.00 Storage TanksDocument53 pagesEGP3-10.00 Storage TanksMathias OnosemuodeNo ratings yet
- Flare System Design For Oil and Gas Installations Chris ParkDocument43 pagesFlare System Design For Oil and Gas Installations Chris ParkMathias OnosemuodeNo ratings yet
- Detailed Engineering Design of Self-Supported Flare Stack UnitDocument6 pagesDetailed Engineering Design of Self-Supported Flare Stack UnitMathias OnosemuodeNo ratings yet
- Guideword Deviation Example of Potential Problem: Hazop GuidewordsDocument2 pagesGuideword Deviation Example of Potential Problem: Hazop GuidewordsMathias OnosemuodeNo ratings yet
- Waste Management - WikipediaDocument38 pagesWaste Management - WikipediaVitthal ShikhareNo ratings yet
- 5-Explosion WeldingDocument13 pages5-Explosion WeldingRamu AmaraNo ratings yet
- Worksheet: Rosales National High School Senior DepartmentDocument1 pageWorksheet: Rosales National High School Senior DepartmentGhaniella B. JulianNo ratings yet
- INORGANIC CHEM - CH 3 PPT - Structure of Crystalline SolidsDocument17 pagesINORGANIC CHEM - CH 3 PPT - Structure of Crystalline SolidsGreg UlmerNo ratings yet
- Magnetism MSDocument14 pagesMagnetism MSSamer Ahmed RownakNo ratings yet
- Compressed Gas Cylinders Safety ChecklistDocument4 pagesCompressed Gas Cylinders Safety Checklistfathul syaafNo ratings yet
- ZDHC MRSL v3.1 Aug 2023Document55 pagesZDHC MRSL v3.1 Aug 2023y-tsugeNo ratings yet
- Evaluation of Factors Affecting Earth Pressures On Buried Box CulDocument593 pagesEvaluation of Factors Affecting Earth Pressures On Buried Box CulMarcus LindonNo ratings yet
- Presentation - Vinayak Ghotge ForaceDocument35 pagesPresentation - Vinayak Ghotge ForacedhanuNo ratings yet
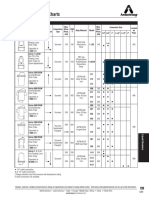
- Armstrong Liquid Drain Trap Id ChartDocument3 pagesArmstrong Liquid Drain Trap Id ChartJuan Carlos Vazquez RosasNo ratings yet
- TDS OF Hydroxy Ethyl Cellulose (HEC) : Vamcell™ Is Our Registered Trademark of Cellulose EthersDocument2 pagesTDS OF Hydroxy Ethyl Cellulose (HEC) : Vamcell™ Is Our Registered Trademark of Cellulose EthersLab - Nguyên liệu thảo mộc HerbalNo ratings yet
- B17 - 52 - A Guide To Heat Exchangers For Industrial Heat Recovery - State of New York PDFDocument24 pagesB17 - 52 - A Guide To Heat Exchangers For Industrial Heat Recovery - State of New York PDFKailas NimbalkarNo ratings yet
- Resources, Conservation & RecyclingDocument8 pagesResources, Conservation & RecyclingMiftahur RahmiNo ratings yet
- The X-Ray BeamDocument26 pagesThe X-Ray Beamdanlen faye flojoNo ratings yet
- KIO Technical Manual 2016Document34 pagesKIO Technical Manual 2016vuqar0979No ratings yet
- Cambridge IGCSE: Combined Science 0653/51Document16 pagesCambridge IGCSE: Combined Science 0653/51Paca GorriónNo ratings yet
- Bending Stresses & Direct Stresses CombinedDocument12 pagesBending Stresses & Direct Stresses Combinedvsathees2350% (2)
- 1.0 Fundamentals of CastingDocument43 pages1.0 Fundamentals of CastingLoo Tong ShianNo ratings yet
- CH311 - Experiment 6 - Sterol Extraction From Sea WaterDocument2 pagesCH311 - Experiment 6 - Sterol Extraction From Sea WaterNarelle IaumaNo ratings yet
- Learning Guide in Science 9 Q2 W3Document2 pagesLearning Guide in Science 9 Q2 W3Angela La Guardia LolongNo ratings yet
- Chemical Engineering Journal: A B C D e e CDocument10 pagesChemical Engineering Journal: A B C D e e CHemanth Peddavenkatappa GariNo ratings yet
- Manganese Oxidation StatesDocument4 pagesManganese Oxidation StatesxbokyxNo ratings yet
- SMD TR60-1.0mm With 12mm Bar (Office Floor 3.64m Span) PDFDocument2 pagesSMD TR60-1.0mm With 12mm Bar (Office Floor 3.64m Span) PDFabhijitkolheNo ratings yet
- Standard Details DrawingsDocument61 pagesStandard Details DrawingsagilaliqqaNo ratings yet
- Aços para Fundidos - HandbookDocument66 pagesAços para Fundidos - HandbookMarcelo Noé CorsiNo ratings yet