Download as doc, pdf, or txt
You might also like
- Handjobs Mag 2010 SeptDocument84 pagesHandjobs Mag 2010 SeptGeorge Sy25% (12)
- WR Design and Fabrication of Anodes Rev 0Document10 pagesWR Design and Fabrication of Anodes Rev 0Mathias OnosemuodeNo ratings yet
- 4100XPB 4198 Grupo Mexico CananDocument758 pages4100XPB 4198 Grupo Mexico CananWalissonNo ratings yet
- NRF 204 Pemex 2012.englishDocument36 pagesNRF 204 Pemex 2012.englishAlexa HarperNo ratings yet
- Prelim ExamDocument17 pagesPrelim Examsaci PTNo ratings yet
- Holistic Self Health CareDocument80 pagesHolistic Self Health Careadkittipong100% (1)
- Report Lifting Frame CKX GeneratorDocument3 pagesReport Lifting Frame CKX GeneratorJoe FizzoNo ratings yet
- CE & EH WHP - Pressure Test & Test Pack Procedure: Block 5 - AL SHAHEEN FIELD DevelopmentDocument20 pagesCE & EH WHP - Pressure Test & Test Pack Procedure: Block 5 - AL SHAHEEN FIELD DevelopmentkristianNo ratings yet
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Document14 pagesExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggNo ratings yet
- Gen 00 Aa 8466 - C1Document38 pagesGen 00 Aa 8466 - C1Nizam AshrafNo ratings yet
- 0015-2 GL Guidelines For Approval of Construct, Towage and InstallDocument22 pages0015-2 GL Guidelines For Approval of Construct, Towage and InstalldamnagedNo ratings yet
- Fpso OtcDocument7 pagesFpso OtcMartinus LuckyantoNo ratings yet
- 20samarat Annd1Document35 pages20samarat Annd1Prabhakar Tiwari100% (1)
- EMA-2024 Survey ResultsDocument19 pagesEMA-2024 Survey Resultsart_5No ratings yet
- De-119959 Vesbsel Conformance RequirementsDocument14 pagesDe-119959 Vesbsel Conformance RequirementsJithuJohnNo ratings yet
- OFFSHORE - Rules For Classif and Constr IV-6-4 PDFDocument214 pagesOFFSHORE - Rules For Classif and Constr IV-6-4 PDFleo salumbidesNo ratings yet
- 00000-Hx-0001 - Pressure Vessels General SpecificationsDocument8 pages00000-Hx-0001 - Pressure Vessels General SpecificationsFernando SpinolaNo ratings yet
- Technical Volume Check Metering Rohtak GA 8416b5Document223 pagesTechnical Volume Check Metering Rohtak GA 8416b5HazopsilNo ratings yet
- Engineering Manager ResponsibilityDocument2 pagesEngineering Manager Responsibilitymyusuf_engineerNo ratings yet
- Pigging TheoryDocument10 pagesPigging TheoryTarunNo ratings yet
- Group 3 - FpsoDocument36 pagesGroup 3 - FpsoAzka Roby AntariNo ratings yet
- Pages From ONGC-SPEC-02-MS-03Document12 pagesPages From ONGC-SPEC-02-MS-03Prathamesh OmtechNo ratings yet
- Rules For Classification and Construction I Ship TechnologyDocument132 pagesRules For Classification and Construction I Ship TechnologyHiếu QuânNo ratings yet
- Section 26 32 13.13-LV Emergency Power Generation System PDFDocument18 pagesSection 26 32 13.13-LV Emergency Power Generation System PDFmasoodaeNo ratings yet
- Studded Outlet HSB News Letter PDFDocument4 pagesStudded Outlet HSB News Letter PDFG.SWAMINo ratings yet
- Wellhead PlatformDocument7 pagesWellhead PlatformMd KhanNo ratings yet
- Steel Fabrication Method StatementDocument13 pagesSteel Fabrication Method StatementAfiq JamalNo ratings yet
- Norsok StandardDocument58 pagesNorsok StandardstephlyonNo ratings yet
- 19 - Part III - Section 4.0 - Scope of WorkDocument100 pages19 - Part III - Section 4.0 - Scope of Workابومحمد الكنانيNo ratings yet
- Technical Specifications of HDPE Pipes As Per Indian Standards InstituteDocument1 pageTechnical Specifications of HDPE Pipes As Per Indian Standards InstituteZacharia JohnNo ratings yet
- 0397 Mi20 00S1 0031 01 ADocument20 pages0397 Mi20 00S1 0031 01 AGalih Suksmono Adi100% (1)
- EnclosureDocument586 pagesEnclosureAndrei UrsacheNo ratings yet
- Hull Part Piping Diagram Of: Plan HistoryDocument63 pagesHull Part Piping Diagram Of: Plan HistoryRavindraNo ratings yet
- FPSO SystemsDocument29 pagesFPSO Systemspraving76100% (2)
- B - 4.5 - 44LK-5100-00-V.02-0102-A4-General Spec For Heat ExchangersDocument22 pagesB - 4.5 - 44LK-5100-00-V.02-0102-A4-General Spec For Heat ExchangersAnitNo ratings yet
- J34 L DOC VE 678042 - Rev.0EDocument455 pagesJ34 L DOC VE 678042 - Rev.0Emohdbaquer_024No ratings yet
- TPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016Document10 pagesTPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016OlusayoNo ratings yet
- Functional Specification: Fixed Offshore Platforms and ShipsDocument8 pagesFunctional Specification: Fixed Offshore Platforms and Shipsbrome2014No ratings yet
- CST in IndonesiaDocument27 pagesCST in IndonesiaLukarsa2013No ratings yet
- Manned SubmersiblesDocument156 pagesManned SubmersiblesBuceo Mantto OCEAN INTREPIDNo ratings yet
- MyHDPE CatalogDocument4 pagesMyHDPE CatalogSulist N WahyudieNo ratings yet
- Internal Cleaning of PipingDocument14 pagesInternal Cleaning of PipingMcmiltondmordomNo ratings yet
- Spec - 2017-02 - A00 Standard Forms IndexDocument9 pagesSpec - 2017-02 - A00 Standard Forms IndexMadjid OUCHENENo ratings yet
- 12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksDocument12 pages12.PDE-CMG-G000-EC-00003 - 000 - 02 - ES Welding of Storage TanksIonut FloricaNo ratings yet
- cv5788987 FileDocument5 pagescv5788987 FileAbdul SaquibNo ratings yet
- Offshore Skills - Basic Project Planning Management 10 June'13Document21 pagesOffshore Skills - Basic Project Planning Management 10 June'13SSSPSNo ratings yet
- h-231 FABRICACION DE TUBERIA PDFDocument18 pagesh-231 FABRICACION DE TUBERIA PDFM Betzabe MoraNo ratings yet
- Barclay S-1272 Generator DieselDocument233 pagesBarclay S-1272 Generator DieselChristian Rodrigo Gonzalez CockbaineNo ratings yet
- Motor Standard, IP55, (Ah 180 - 315) - ENDocument60 pagesMotor Standard, IP55, (Ah 180 - 315) - ENkfathi55No ratings yet
- 2019.09.03 - EST & SCHED - r.2 - Combined OverviewDocument1 page2019.09.03 - EST & SCHED - r.2 - Combined OverviewSriNo ratings yet
- FS 4020 Subsea CableDocument24 pagesFS 4020 Subsea CableDinesh RajNo ratings yet
- Business Plan January 2011Document21 pagesBusiness Plan January 2011Hussein BoffuNo ratings yet
- S LV SWG Pub - 00Document31 pagesS LV SWG Pub - 00afsar.erNo ratings yet
- QGDL FSP 01Rv0Document16 pagesQGDL FSP 01Rv0rupeshNo ratings yet
- PI-13022-005 - Mounded Bullets PDFDocument5 pagesPI-13022-005 - Mounded Bullets PDFsélem AzNo ratings yet
- Ssg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDocument8 pagesSsg-Ng01017365-Gen-Mp-7303-00002 - D01 - MR For FlangesDaniel DamboNo ratings yet
- CV For Static Equipment Design Engineer PDFDocument10 pagesCV For Static Equipment Design Engineer PDFRatna Giridhar KavaliNo ratings yet
- Petrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321Document21 pagesPetrofac E&C Oman LLC Petroleum Development Oman Datasheet For Globe Valves Rabab Harweel Integrated Project Petrofac Job No.: Es-00002 Pdo Contract No. C311-321raj_hp2000No ratings yet
- LR BendDocument9 pagesLR BendGiridharan GanesanNo ratings yet
- TS - LR BendDocument9 pagesTS - LR BendMecon LtdNo ratings yet
- EGP3-03.31 Pipe Support Spring DesignDocument8 pagesEGP3-03.31 Pipe Support Spring DesignMathias OnosemuodeNo ratings yet
- Technical Data Welding Standard: Date 5 NOV 2010Document6 pagesTechnical Data Welding Standard: Date 5 NOV 2010Aob April100% (1)
- IGS-M-PL-027 (0) 1388 : ApprovedDocument9 pagesIGS-M-PL-027 (0) 1388 : ApprovedMamadNo ratings yet
- Welding of Ferritic or Austenitic Stainless SteelDocument22 pagesWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeNo ratings yet
- Vedra Trade Services (VTS) ProfileDocument94 pagesVedra Trade Services (VTS) ProfileMathias OnosemuodeNo ratings yet
- Activity Duration Estimates TemplateDocument1 pageActivity Duration Estimates TemplateMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00046 Rev A1 Interface RegisterDocument3 pagesJ08937A-A-RG-00046 Rev A1 Interface RegisterMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00012 Rev A1 Value Engineering RegisterDocument4 pagesJ08937A-A-RG-00012 Rev A1 Value Engineering RegisterMathias OnosemuodeNo ratings yet
- Schedule Model in PRA For The AG Plant & 16inch 25.5 KM Export Line To Amena EkponoDocument1 pageSchedule Model in PRA For The AG Plant & 16inch 25.5 KM Export Line To Amena EkponoMathias OnosemuodeNo ratings yet
- Duration REPORTDocument1 pageDuration REPORTMathias OnosemuodeNo ratings yet
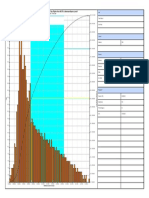
- Confident Level For Base Line Schedule Targeting Q4 2023-Using PRA SoftwareDocument1 pageConfident Level For Base Line Schedule Targeting Q4 2023-Using PRA SoftwareMathias OnosemuodeNo ratings yet
- J08937A-A-RG-00018 Rev D1 Risk RegisterDocument3 pagesJ08937A-A-RG-00018 Rev D1 Risk RegisterMathias OnosemuodeNo ratings yet
- Start Date ReportDocument1 pageStart Date ReportMathias OnosemuodeNo ratings yet
- 149AKQDocument1 page149AKQMathias OnosemuodeNo ratings yet
- Fop KC-2 - B102Document5 pagesFop KC-2 - B102Mathias OnosemuodeNo ratings yet
- 10'' Pipeline Activity Base CostingDocument2 pages10'' Pipeline Activity Base CostingMathias OnosemuodeNo ratings yet
- Book 1Document2 pagesBook 1Mathias OnosemuodeNo ratings yet
- DPR 18-05-2021Document18 pagesDPR 18-05-2021Mathias OnosemuodeNo ratings yet
- dESIGN FOR REBAR IN A CONCRETE SLABDocument1 pagedESIGN FOR REBAR IN A CONCRETE SLABMathias OnosemuodeNo ratings yet
- AphrodisiacDocument1 pageAphrodisiacMathias OnosemuodeNo ratings yet
- CIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand and Foundation Design ReportDocument37 pagesCIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand and Foundation Design ReportMathias OnosemuodeNo ratings yet
- In-Place Strength Evaluation of Existing Fixed Offshore PlatformDocument8 pagesIn-Place Strength Evaluation of Existing Fixed Offshore PlatformMathias OnosemuodeNo ratings yet
- CIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportDocument13 pagesCIGA-NG180100021-CGSA1-CX4019-000046-Elevated Water Tank Steel Structural Stand Design ReportMathias OnosemuodeNo ratings yet
- CIGA-NG18000021-CGSA1-CX4018-000027-001-D01 Portable Water Tank Stand ElevationDocument1 pageCIGA-NG18000021-CGSA1-CX4018-000027-001-D01 Portable Water Tank Stand ElevationMathias OnosemuodeNo ratings yet
- Yahoo Mail - FW - Outstanding Scope For PRSDocument2 pagesYahoo Mail - FW - Outstanding Scope For PRSMathias OnosemuodeNo ratings yet
- EGP3-10.00 Storage TanksDocument53 pagesEGP3-10.00 Storage TanksMathias OnosemuodeNo ratings yet
- Flare System Design For Oil and Gas Installations Chris ParkDocument43 pagesFlare System Design For Oil and Gas Installations Chris ParkMathias OnosemuodeNo ratings yet
- Detailed Engineering Design of Self-Supported Flare Stack UnitDocument6 pagesDetailed Engineering Design of Self-Supported Flare Stack UnitMathias OnosemuodeNo ratings yet
- Guideword Deviation Example of Potential Problem: Hazop GuidewordsDocument2 pagesGuideword Deviation Example of Potential Problem: Hazop GuidewordsMathias OnosemuodeNo ratings yet
- Chapter4 Questions WithoutSupersonicDocument5 pagesChapter4 Questions WithoutSupersonicsh1999No ratings yet
- G10 1st PERIODICAL TEST MAPEH10 TQDocument5 pagesG10 1st PERIODICAL TEST MAPEH10 TQMaricel LajeraNo ratings yet
- Model ETR-9200 Automatic Tuning Smarter Logic ControllerDocument26 pagesModel ETR-9200 Automatic Tuning Smarter Logic ControllervhelectronicaNo ratings yet
- Duolingo Word ListDocument30 pagesDuolingo Word ListSabira AlizadaNo ratings yet
- Cognitive Chapter 6 Cornell NotesDocument10 pagesCognitive Chapter 6 Cornell Notesvalcobacl.681.studNo ratings yet
- Carbon & Its CompoundDocument13 pagesCarbon & Its CompoundNeeraj PoddarNo ratings yet
- Test Bank For The Practice of Statistics in The Life Sciences 4th Edition Brigitte BaldiDocument23 pagesTest Bank For The Practice of Statistics in The Life Sciences 4th Edition Brigitte BaldiDebra Franken100% (31)
- Analise de Agua e EfluentesDocument28 pagesAnalise de Agua e EfluentesFabiano Luiz NavesNo ratings yet
- Busbar Protect1Document9 pagesBusbar Protect1syahira87No ratings yet
- Manual Spray GunDocument6 pagesManual Spray GunSyazwan KhairulNo ratings yet
- Ensuring Safety and Cleanliness in The SalonDocument21 pagesEnsuring Safety and Cleanliness in The SalonMa Christina Encinas83% (6)
- Ramsay Health Care - BudgetDocument13 pagesRamsay Health Care - BudgetTatiana Garcia MendozaNo ratings yet
- Manual de Mantenimieno Cilindros Redondos Series MMB - HY07 - 1215 - M2 - UKDocument8 pagesManual de Mantenimieno Cilindros Redondos Series MMB - HY07 - 1215 - M2 - UKMiguel Angel LopezNo ratings yet
- Compensation Practice Cathy Alonso Strayer University (BUS409008VA016-1174-001) Compensation Management Anthony Jacob April 29, 2017Document8 pagesCompensation Practice Cathy Alonso Strayer University (BUS409008VA016-1174-001) Compensation Management Anthony Jacob April 29, 2017Srestha ChatterjeeNo ratings yet
- Early Alt-RAMEC and Facial Mask Protocol in Class III MalocclusionDocument9 pagesEarly Alt-RAMEC and Facial Mask Protocol in Class III MalocclusionNievecillaNeiraNo ratings yet
- Mina NEGRA HUANUSHA 2 ParteDocument23 pagesMina NEGRA HUANUSHA 2 ParteRoberto VillegasNo ratings yet
- Silvestres Grupo 5Document39 pagesSilvestres Grupo 5Juliana DiazNo ratings yet
- Mother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorDocument12 pagesMother's Personality and Its Interaction With Child Temperament As Predictors of Parenting BehaviorMichelle PajueloNo ratings yet
- Material HPLCDocument19 pagesMaterial HPLCIsmil ImamaNo ratings yet
- PLKS321 Unit 8.9 PMDocument56 pagesPLKS321 Unit 8.9 PMmonagomolemo9No ratings yet
- Jedec Standard: Els ServiçosDocument18 pagesJedec Standard: Els ServiçosEverton LuizNo ratings yet
- Why Aws Is Even Better With CloudcheckrDocument7 pagesWhy Aws Is Even Better With CloudcheckrPardha SaradhiNo ratings yet
- Background of The StudyDocument13 pagesBackground of The Studyjeffrey rodriguezNo ratings yet
- Department of Education: Learning Activity SheetDocument7 pagesDepartment of Education: Learning Activity SheetKaren May UrlandaNo ratings yet
- Sdfsdynamic AuscultationDocument3 pagesSdfsdynamic AuscultationrichardNo ratings yet
- Implications of Operating Boilers at Lower Pressures Than Design PressureDocument2 pagesImplications of Operating Boilers at Lower Pressures Than Design PressureAu TagolimotNo ratings yet