Download as pdf or txt
You might also like
- QuickServe Online - (4310591) N14 Base Engine (STC, Celect™, Celect Plus™) Service ManualDocument10 pagesQuickServe Online - (4310591) N14 Base Engine (STC, Celect™, Celect Plus™) Service Manualcarlosar1477No ratings yet
- Cub Cadet RZT Series Zero Turn Service Repair ManualDocument30 pagesCub Cadet RZT Series Zero Turn Service Repair ManualRoger Miller60% (5)
- Caterpiller 3508 SettingsDocument11 pagesCaterpiller 3508 SettingsHalit Yalçınkaya88% (16)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Massey Harris Pony11 ManuelDocument18 pagesMassey Harris Pony11 ManuelRobert MoreauNo ratings yet
- Modern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingFrom EverandModern Engine Blueprinting Techniques: A Practical Guide to Precision Engine BlueprintingRating: 4.5 out of 5 stars4.5/5 (9)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- Wokshop Manual X1,7 & X2,5 A030D087 - I1 - 200912Document69 pagesWokshop Manual X1,7 & X2,5 A030D087 - I1 - 200912Wahyu82% (11)
- X30592Document16 pagesX30592CTN2010No ratings yet
- Ajuste de Valvulas PDFDocument8 pagesAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- Mini Lathe Dismantling and Reassembly Guide PDFDocument18 pagesMini Lathe Dismantling and Reassembly Guide PDFkennkki100% (4)
- 1 634 TechnicalDocument11 pages1 634 Technicalmarsianin1_702850066No ratings yet
- GM Engines v-6, V-8Document23 pagesGM Engines v-6, V-8jads301179No ratings yet
- Mark Series Maintenance DouggyDocument41 pagesMark Series Maintenance DouggytosalemalNo ratings yet
- Bài tập tự động hóa sản xuất - 0005-0005Document1 pageBài tập tự động hóa sản xuất - 0005-0005Minh NhậtNo ratings yet
- 1A Motorkapitlet Diesel Motor VerkstadsmanualDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanualgdrakas42100% (1)
- 3304-3306 Medidas de Bielas y BancadasDocument3 pages3304-3306 Medidas de Bielas y BancadasJuan Carlos RivasNo ratings yet
- Remove & Install Connecting Rod BearingsDocument4 pagesRemove & Install Connecting Rod BearingsRichard ChuaNo ratings yet
- 001-008 Camshaft: InstallDocument6 pages001-008 Camshaft: InstallNaing Min HtunNo ratings yet
- 1A Motorkapitlet Diesel Motor Verkstadsmanual PDFDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanual PDFSalisburNo ratings yet
- MC 10245814 9999Document10 pagesMC 10245814 9999abdatmeh99No ratings yet
- Rocket Sprocket InstallDocument18 pagesRocket Sprocket InstallJulio AlarconNo ratings yet
- Acme A349 Service ManualDocument34 pagesAcme A349 Service ManualCristian DavidNo ratings yet
- Lathe - Spindle - Replacement - RemovalDocument3 pagesLathe - Spindle - Replacement - RemovalAriel MercochaNo ratings yet
- QSB-6.7 BielaDocument4 pagesQSB-6.7 BielaCHEMA BASANNo ratings yet
- Remove & Install Fuel PumpDocument4 pagesRemove & Install Fuel PumpjasleenNo ratings yet
- EA888.3 Port Injection Install Guide r2Document20 pagesEA888.3 Port Injection Install Guide r2eliasbjrNo ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- Eng 5.4-97Document25 pagesEng 5.4-97Alexey KolmakovNo ratings yet
- 7 - Lubrification and RepairsDocument5 pages7 - Lubrification and RepairsGabriel vieiraNo ratings yet
- Valve Lash G3408Document9 pagesValve Lash G3408Djebali MouradNo ratings yet
- Repair Manual: PS-6400, PS-6400 H PS-7300, PS-7300 H PS-7900, PS-7900 HDocument44 pagesRepair Manual: PS-6400, PS-6400 H PS-7300, PS-7300 H PS-7900, PS-7900 HRepairmanJimNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- CV Carb TuningDocument7 pagesCV Carb Tuningmark_dayNo ratings yet
- Camry Solara SLEV6Document13 pagesCamry Solara SLEV6arturmikieNo ratings yet
- 42" Side Discharge Mower: Operator's ManualDocument24 pages42" Side Discharge Mower: Operator's ManualChad Zimmerman100% (1)
- Timing Belt 1.8lDocument13 pagesTiming Belt 1.8lStuartBohmNo ratings yet
- Sum-Carb InstrDocument14 pagesSum-Carb InstrbobNo ratings yet
- SSS CLUTCH 10T S Short Shaft Instructions 270907 PDFDocument4 pagesSSS CLUTCH 10T S Short Shaft Instructions 270907 PDFferayiNo ratings yet
- 50cc Scooter ManualDocument0 pages50cc Scooter ManualMarcelo FerreiraNo ratings yet
- EP Camshaft Installation Manual - Rev1.0Document10 pagesEP Camshaft Installation Manual - Rev1.0Paweł TopolewiczNo ratings yet
- Contitech: Installation Tips - Changing Timing Belts: Press ReleaseDocument6 pagesContitech: Installation Tips - Changing Timing Belts: Press Releasecabral_bhNo ratings yet
- Cat Engine Fundamentals Lab Manual: Student's Name(s)Document32 pagesCat Engine Fundamentals Lab Manual: Student's Name(s)masabaraoiNo ratings yet
- MercjetDocument30 pagesMercjetBaxter LoachNo ratings yet
- Slab Gate Valve ManualDocument17 pagesSlab Gate Valve Manualpasanac77No ratings yet
- MitzuDocument2 pagesMitzuLuis Fabio Aguilar MontoyaNo ratings yet
- Tulsa Guinches Manual Operativo PDFDocument17 pagesTulsa Guinches Manual Operativo PDFJuan MorgadoNo ratings yet
- Rear SealDocument9 pagesRear SealHammad Uddin JamilyNo ratings yet
- Camry Solara SEV6Document13 pagesCamry Solara SEV6arturmikieNo ratings yet
- Volvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)Document38 pagesVolvo Penta Md5A Diesel Marine Engine Workshop Manual (REPARACION de MOTORES)todogif100% (1)
- Technical Service BulletinDocument8 pagesTechnical Service Bulletinfishhunter18No ratings yet
- Workshop Manual 500R Reversing Drum Mixers Issue 10 2016Document176 pagesWorkshop Manual 500R Reversing Drum Mixers Issue 10 2016ZimChild GAMINGNo ratings yet
- Specifications 5.1: Starter Torque ValuesDocument14 pagesSpecifications 5.1: Starter Torque Valuesvette512No ratings yet
- Timing BeltDocument28 pagesTiming BeltRaj Bikram MaharjanNo ratings yet
- Volvo D13H Shop Armed Vol2Document34 pagesVolvo D13H Shop Armed Vol2Juan José AldanaNo ratings yet
- Procedure For Removing Main Bearing of MAN B&W MC-C EngineDocument16 pagesProcedure For Removing Main Bearing of MAN B&W MC-C EngineSuhas KassaNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 35Pfr Plunger Pump Service Manual: 35 Frame Split Manifold: 3507 and 3517Document8 pages35Pfr Plunger Pump Service Manual: 35 Frame Split Manifold: 3507 and 3517Jordan aguilarNo ratings yet
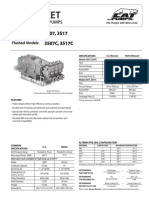
- Data Sheet: 35 Frame Plunger PumpsDocument4 pagesData Sheet: 35 Frame Plunger PumpsJordan aguilarNo ratings yet
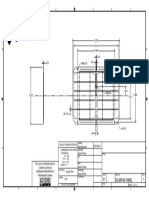
- Solarpad Panel Os Dim DWGDocument1 pageSolarpad Panel Os Dim DWGJordan aguilarNo ratings yet
- SVF15A18CXB: Thin and LightDocument2 pagesSVF15A18CXB: Thin and LightJordan aguilarNo ratings yet
- Solarpad Panel Os DWGDocument1 pageSolarpad Panel Os DWGJordan aguilarNo ratings yet
- 785B - (6hk5123-Up) PDFDocument2 pages785B - (6hk5123-Up) PDFRuan NortjeNo ratings yet
- Kanmanilla TintumonDocument20 pagesKanmanilla TintumonAkash JanardhananNo ratings yet
- Guides Extra QuantityDocument42 pagesGuides Extra Quantitysurjeetsandhuria4481No ratings yet
- PRICE LIST Solid Carbide End Mill Cutter PDFDocument1 pagePRICE LIST Solid Carbide End Mill Cutter PDFSuraj KadamNo ratings yet
- Operating, Installation & Maintenance Manual FOR Series 210 MK - Ii Sample ProbeDocument44 pagesOperating, Installation & Maintenance Manual FOR Series 210 MK - Ii Sample ProbeJuLian D RodriguezNo ratings yet
- PPM 2Document4 pagesPPM 2John Alejandro Rangel RetaviscaNo ratings yet
- BOSCH POWER TOOLS DEALER Pricelist Effective 1st March 2024Document5 pagesBOSCH POWER TOOLS DEALER Pricelist Effective 1st March 2024imranNo ratings yet
- 8209-Models D, DA, DAB and DB Retainer Production Packers FoDocument12 pages8209-Models D, DA, DAB and DB Retainer Production Packers Fodanonnino0% (1)
- Find and Circle The Words in The Word Search Puzzle and Number The PicturesDocument6 pagesFind and Circle The Words in The Word Search Puzzle and Number The PicturesJhulieth CollazosNo ratings yet
- Technical Data Linear Units Lez Iselgermany enDocument9 pagesTechnical Data Linear Units Lez Iselgermany enJOhnNo ratings yet
- Appendix I - Pattern Making ProceduresDocument6 pagesAppendix I - Pattern Making ProceduresRafiah N Kamal100% (2)
- Woodwork&metalwork MachinesDocument35 pagesWoodwork&metalwork MachinesKinsley David AdaigbeNo ratings yet
- Sig P365 Installation InstructionsDocument1 pageSig P365 Installation InstructionsecalzoNo ratings yet
- Edelmann 90079 Brass Catalog - LoResDocument68 pagesEdelmann 90079 Brass Catalog - LoResBillNo ratings yet
- 10 MM Mini Hitachi PDFDocument4 pages10 MM Mini Hitachi PDFAshish AgrawalNo ratings yet
- Introduction Metal HammerDocument4 pagesIntroduction Metal HammerAshton Poovarasu JhonsonNo ratings yet
- Zorrito Sentado - Wonder Ming StudioDocument15 pagesZorrito Sentado - Wonder Ming StudioAmanda López RoselNo ratings yet
- The 6 Simple Machines1111Document27 pagesThe 6 Simple Machines1111सुमित नेमाNo ratings yet
- Criminology Board Exam ReviewerDocument4 pagesCriminology Board Exam ReviewerAceAsabuNo ratings yet
- Micrometer HeadsDocument44 pagesMicrometer HeadsHamdan Rusli HabibiNo ratings yet
- Vnt19-Area 13 Mil-R0Document7 pagesVnt19-Area 13 Mil-R0Hân TiênNo ratings yet
- NC Tool StorageDocument6 pagesNC Tool StorageabhayiimcNo ratings yet
- Dry Cooler Outdoor Installation: 200-5775-CV-201 Overland Conveyor #1 Length: 6515m Lift: 146m Power: 2 X 6000kWDocument1 pageDry Cooler Outdoor Installation: 200-5775-CV-201 Overland Conveyor #1 Length: 6515m Lift: 146m Power: 2 X 6000kWRavenShieldXNo ratings yet
- School Supplies Vocabulary Esl Crossword Puzzle Worksheets For KidsDocument4 pagesSchool Supplies Vocabulary Esl Crossword Puzzle Worksheets For KidsRosana Sánchez Di DomenicoNo ratings yet
- 30 1315 Kia Sorento Instal CaridDocument2 pages30 1315 Kia Sorento Instal CaridenthonytopmakNo ratings yet
- Service Parts List Genesis R70: Starting With Serial Number G800490Document55 pagesService Parts List Genesis R70: Starting With Serial Number G800490NizarChouchene100% (2)
- Esp Calculation Table (Ranjith)Document6 pagesEsp Calculation Table (Ranjith)RanjithNo ratings yet
- XATS 156 DD: Parts List For Portable CompressorsDocument132 pagesXATS 156 DD: Parts List For Portable Compressorsdavid perezNo ratings yet
- Sl. No. Short Description: 1 Central AC Material Rate 2 Installation Rate Total AmountDocument23 pagesSl. No. Short Description: 1 Central AC Material Rate 2 Installation Rate Total AmountSofiqNo ratings yet