Download as doc, pdf, or txt
You might also like
- Aprilia SL 750 Shiver Workshop ManualDocument303 pagesAprilia SL 750 Shiver Workshop Manuallynhaven1100% (13)
- Heat-Treatment of High Carbon Steel Wire - PatentingDocument4 pagesHeat-Treatment of High Carbon Steel Wire - Patentingعزت عبد المنعم100% (1)
- Lab Report 2 - Formula of Compound From Exp DataDocument4 pagesLab Report 2 - Formula of Compound From Exp DataKevin LeeNo ratings yet
- Books For Beginners To Learn Vedic AstrologyDocument5 pagesBooks For Beginners To Learn Vedic AstrologyrabikmNo ratings yet
- PLC Lab ExercisesDocument33 pagesPLC Lab ExercisesShaheerLatif100% (5)
- Microsoft Office 365 Installation GuideDocument2 pagesMicrosoft Office 365 Installation GuideAnshu GauravNo ratings yet
- Brenco - CTRBMDocument48 pagesBrenco - CTRBMDevendra SinghNo ratings yet
- Vital Signs ChecklistDocument4 pagesVital Signs ChecklistMS.N100% (1)
- 10 Bedmaking and Unit Care: Multiple Choice. Choose The Correct AnswerDocument9 pages10 Bedmaking and Unit Care: Multiple Choice. Choose The Correct AnswerKhibul LimNo ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Temperature Measurement TheoryDocument5 pagesTemperature Measurement TheoryMarco PlaysNo ratings yet
- PIPINGwerwerDocument103 pagesPIPINGwerwerJennifer FrenchNo ratings yet
- Andy Strait Biodiesel Lab and Lab 20: Calorimetry Joe Conard and Preston Childers 10.03.10Document10 pagesAndy Strait Biodiesel Lab and Lab 20: Calorimetry Joe Conard and Preston Childers 10.03.10Andy StraitNo ratings yet
- Control of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanDocument8 pagesControl of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanSadhasivam VeluNo ratings yet
- $RYMI2T7Document24 pages$RYMI2T7sid mebarekNo ratings yet
- PM - Lecture 02Document45 pagesPM - Lecture 02Sheikh Sabbir SarforazNo ratings yet
- Heat Treatment PDFDocument21 pagesHeat Treatment PDFRatan PanditNo ratings yet
- Metallurgical Studies of Quench-and-Self-Tempered-Produced RebarDocument12 pagesMetallurgical Studies of Quench-and-Self-Tempered-Produced RebarJerry WangNo ratings yet
- Copper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. WebDocument7 pagesCopper-Nickel Cu-Ni 90/10 Alloy (UNS C70600) : Heanjia Super-Metals Co., LTD, Call-12068907337. Webboydoc inspectionNo ratings yet
- Properties and Microstructures of Outlet Manifold ComponentsDocument12 pagesProperties and Microstructures of Outlet Manifold Componentsvaratharajan g r100% (1)
- Ti AlloysDocument56 pagesTi AlloysX048Anshul JumoreNo ratings yet
- Experiment 14: CalorimetryDocument7 pagesExperiment 14: CalorimetryCynthia KimNo ratings yet
- BGas MaterialDocument65 pagesBGas Materialslxanto100% (4)
- Basic Mechanics Presentation - EngineeringDocument28 pagesBasic Mechanics Presentation - EngineeringVïpzz SōñîNo ratings yet
- Lect 5Document16 pagesLect 5Ahmed El-SaeedNo ratings yet
- Experiment 7 - Elumbra Group5Document7 pagesExperiment 7 - Elumbra Group5Clarence DonatoNo ratings yet
- SRU Reaction Furnace Waste Heat Boiler Tube Failure Causing Unscheduled Shutdown (Rev. 1) (FINAL)Document11 pagesSRU Reaction Furnace Waste Heat Boiler Tube Failure Causing Unscheduled Shutdown (Rev. 1) (FINAL)MubeenNo ratings yet
- Introduction To Water-Hardening Tool Steels (W Series)Document3 pagesIntroduction To Water-Hardening Tool Steels (W Series)giulior89No ratings yet
- Invar 36Document3 pagesInvar 36TrentStewartLaCourNo ratings yet
- MBA Admission in IndiaDocument21 pagesMBA Admission in IndiaedholecomNo ratings yet
- Improve Energy Efficiency in Induction MeltingDocument13 pagesImprove Energy Efficiency in Induction MeltingAmit PathakNo ratings yet
- Hand Out Book 2Document62 pagesHand Out Book 2QuekchNo ratings yet
- Heat Transfer Lab Observaton: Sri Venkateswara College of Engineering and TechnologyDocument66 pagesHeat Transfer Lab Observaton: Sri Venkateswara College of Engineering and TechnologyMd Naim HossainNo ratings yet
- CME 260 Midterm Exam 2 2007 SolutionsDocument5 pagesCME 260 Midterm Exam 2 2007 SolutionsAimi Hazwan AzizanNo ratings yet
- PART-SG and PART-RKM Should Be Answered Separate AnswerbooksDocument4 pagesPART-SG and PART-RKM Should Be Answered Separate AnswerbooksSwapnil GudmalwarNo ratings yet
- Soft Annealing Heat Treatment PDFDocument6 pagesSoft Annealing Heat Treatment PDFsivajirao70No ratings yet
- Welding Metallurgy: TemperatureDocument21 pagesWelding Metallurgy: TemperatureRajNo ratings yet
- The Effect of Prior Tempering On Cryogenic Treatment To Reduce Retained AusteniteDocument10 pagesThe Effect of Prior Tempering On Cryogenic Treatment To Reduce Retained AusteniteMinh Nam BùiNo ratings yet
- Expt No.9 Charpy Impact TestDocument13 pagesExpt No.9 Charpy Impact TestKirandeep GandhamNo ratings yet
- Alloy 6082 - Rev2012Document2 pagesAlloy 6082 - Rev2012Ysraels Santisteban DurandNo ratings yet
- Structural SteelsDocument5 pagesStructural SteelsijazNo ratings yet
- High Temperature Report2Document13 pagesHigh Temperature Report2api-3821747100% (1)
- BSPDocument50 pagesBSPRahul PandeyNo ratings yet
- Diffusion and Carburizing-1 PDFDocument33 pagesDiffusion and Carburizing-1 PDFSabine BroschNo ratings yet
- EndSem MM454-Apr2014 Soln PDFDocument6 pagesEndSem MM454-Apr2014 Soln PDFPrakash ChandraNo ratings yet
- Temperature Measurement PDFDocument35 pagesTemperature Measurement PDFRavenShieldXNo ratings yet
- Casting: 2.810 Prof. Timothy GutowskiDocument63 pagesCasting: 2.810 Prof. Timothy GutowskiLi BoNo ratings yet
- Measuring The Thermal Expansion of Three Metals: PurposeDocument4 pagesMeasuring The Thermal Expansion of Three Metals: PurposeTorkkNo ratings yet
- Calcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelDocument7 pagesCalcium Wire Ladle Treatment To Improve Cleanliness of Centrifugally Cast SteelVasu RajaNo ratings yet
- Chemistry IADocument14 pagesChemistry IAAndrew HellmanNo ratings yet
- Thin Solidfibns, 80 (1981) 221-225Document5 pagesThin Solidfibns, 80 (1981) 221-225ali aNo ratings yet
- Stainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsDocument35 pagesStainless Steel Metallurgy-Manufacturing Process, Grades & Role of Alloying ElementsLalit MohanNo ratings yet
- 9 ThermalCuttingDocument21 pages9 ThermalCuttingbalaji kannanNo ratings yet
- Ammonia Converter FailureDocument15 pagesAmmonia Converter FailureAnonymous UoHUagNo ratings yet
- Temple PDFDocument71 pagesTemple PDFFrank Steve Goicochea PaulinoNo ratings yet
- Heat Transfer LabDocument56 pagesHeat Transfer LabTej RockersNo ratings yet
- OIMLDocument15 pagesOIMLRameshNo ratings yet
- Materials Chemistry and Physics, 14 (1986) 259-261: in The NetherlandsDocument9 pagesMaterials Chemistry and Physics, 14 (1986) 259-261: in The NetherlandsDTMM Anggit DriasadityaNo ratings yet
- Thermomechanical Processing and Properties of Niobium AlloysDocument11 pagesThermomechanical Processing and Properties of Niobium Alloysmariane1982100% (2)
- Less-Common Metals Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsDocument11 pagesLess-Common Metals Elsevier Sequoia S.A., Lausanne - Printed in The NetherlandsInaamNo ratings yet
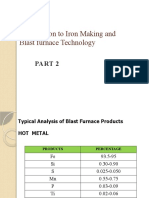
- Introduction To Iron Making and Blast Furnace TechnologyDocument24 pagesIntroduction To Iron Making and Blast Furnace TechnologyDevansh MankarNo ratings yet
- Master Alloys - HPNbMasteralloysDocument8 pagesMaster Alloys - HPNbMasteralloysdei_sandeep7994No ratings yet
- Hot and Cold Rolling of High Nitrogen Cr-Ni and CR-MN Austenitic Stainless SteelsDocument6 pagesHot and Cold Rolling of High Nitrogen Cr-Ni and CR-MN Austenitic Stainless SteelsLuana CarolineNo ratings yet
- MaterialDocument29 pagesMaterialSayantan DexNo ratings yet
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusFrom EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred Experiments Performed with Simple, Home-made ApparatusNo ratings yet
- The Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsFrom EverandThe Study of Elementary Electricity and Magnetism by Experiment: Containing Two Hundred ExperimentsNo ratings yet
- Modern Casting Production MethodsDocument14 pagesModern Casting Production MethodsrabikmNo ratings yet
- Roughness: Micro-Inches or Micro-Meters (Microns)Document3 pagesRoughness: Micro-Inches or Micro-Meters (Microns)rabikmNo ratings yet
- Iron Carbon Phase DiagramDocument3 pagesIron Carbon Phase DiagramrabikmNo ratings yet
- Rolling Technology Training Programme - AnnealingDocument52 pagesRolling Technology Training Programme - Annealingrabikm100% (1)
- Pension CalculationDocument4 pagesPension CalculationrabikmNo ratings yet
- Study On Progency MatterDocument7 pagesStudy On Progency MatterrabikmNo ratings yet
- Bat Sabitri - Hari HarDocument1 pageBat Sabitri - Hari HarrabikmNo ratings yet
- Astro TipsDocument2 pagesAstro TipsrabikmNo ratings yet
- Metal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItDocument8 pagesMetal Forging Is A Metal Forming Process That Involves Applying Compressive Forces To A Work Piece To Deform ItrabikmNo ratings yet
- Data and GraphDocument13 pagesData and GraphrabikmNo ratings yet
- Metal Forming TechnologyDocument7 pagesMetal Forming TechnologyrabikmNo ratings yet
- Learn Basics and Observe The Pattern and Behavior of Different PeopleDocument6 pagesLearn Basics and Observe The Pattern and Behavior of Different PeoplerabikmNo ratings yet
- Tamil Nadu Electricity Board SPECIFICATION NO: SE/O&M/VGTPS/W.C. 40/2009-2010Document24 pagesTamil Nadu Electricity Board SPECIFICATION NO: SE/O&M/VGTPS/W.C. 40/2009-2010karthikeyan murugesanNo ratings yet
- Book Review of Computer Fundamentals by StallingsDocument4 pagesBook Review of Computer Fundamentals by StallingsEr Rouf UlAlam BhatNo ratings yet
- IBM Kiosk Manager 4: Protecting and Extending Your Kiosk SolutionDocument4 pagesIBM Kiosk Manager 4: Protecting and Extending Your Kiosk Solutionrzaidi921No ratings yet
- KVM Libvirt Assign Static Guest IP Addresses Using DHCP On The Virtual MachineDocument3 pagesKVM Libvirt Assign Static Guest IP Addresses Using DHCP On The Virtual MachineAsep SeptiadiNo ratings yet
- Action Research - Brian S IncognitoDocument5 pagesAction Research - Brian S IncognitoRodj Eli Mikael Viernes-IncognitoNo ratings yet
- Business Lessons From The Navy SealDocument14 pagesBusiness Lessons From The Navy SealRoberto Lico Reis100% (2)
- ES10-N01-Service-manual 6139 062015 ENDocument71 pagesES10-N01-Service-manual 6139 062015 ENsilvano pieriniNo ratings yet
- Sprankle CH 4Document26 pagesSprankle CH 4michaelNo ratings yet
- Kelompok 1 - A 2020 1 - SL Patient AssesmentDocument2 pagesKelompok 1 - A 2020 1 - SL Patient AssesmentYuliani GusfitaNo ratings yet
- Instruction Manual Manual de InstruccionesDocument82 pagesInstruction Manual Manual de InstruccionesgemaNo ratings yet
- The Impact of Inequality To Governance and Politics in The PhilippinesDocument14 pagesThe Impact of Inequality To Governance and Politics in The PhilippinesElson Ballena RelentlessTriathleteNo ratings yet
- E TMT SDP 010 12 R1 M Tropical Timber AtlasDocument1,002 pagesE TMT SDP 010 12 R1 M Tropical Timber AtlasAxyNo ratings yet
- Vendor FirefightingDocument26 pagesVendor Firefightingjaiswal.utkarshNo ratings yet
- IGCAR Exam Pattern & Syllabus 2018Document10 pagesIGCAR Exam Pattern & Syllabus 2018Mangal SinghNo ratings yet
- Tutorial - Modeling A Ship (Maya)Document11 pagesTutorial - Modeling A Ship (Maya)mtahir_51No ratings yet
- History of Search EnginesDocument13 pagesHistory of Search EnginesDeva HitsuNo ratings yet
- Rolling Back Ordinance Raj: 10 EditorialDocument1 pageRolling Back Ordinance Raj: 10 EditorialJasmeet Singh SalujaNo ratings yet
- 11g Data Guard New Features: - Fan XiangrongDocument26 pages11g Data Guard New Features: - Fan XiangrongdivyeshswetaNo ratings yet
- Pismene EngleskiDocument6 pagesPismene EngleskiShady SuljagicNo ratings yet
- CSS326 24G 2S QGDocument2 pagesCSS326 24G 2S QGCarrizo DavidNo ratings yet
- Global Private Equity - JapanDocument16 pagesGlobal Private Equity - JapanabhishaqueNo ratings yet
- Legal PresentationDocument31 pagesLegal PresentationYusop B. Masdal100% (1)
- DEH-P6500: Operation Manual Mode DemploiDocument59 pagesDEH-P6500: Operation Manual Mode DemploiKebra Haynes100% (1)
- PP Emergency Guide PDFDocument6 pagesPP Emergency Guide PDFgilbertomjcNo ratings yet