Download as pdf or txt
You might also like
- LAB REPORT of Hydraulic Shear MachineDocument6 pagesLAB REPORT of Hydraulic Shear MachineAhtisham AmjadNo ratings yet
- Assignment 1Document2 pagesAssignment 1Diganta Hatibaruah50% (2)
- Tumble Jig: Presented by Bharat.k.manvi Reg No: 100926022Document29 pagesTumble Jig: Presented by Bharat.k.manvi Reg No: 100926022Bharat ManviNo ratings yet
- Bench Fitting ToolDocument66 pagesBench Fitting ToolMuhammad AbubakarNo ratings yet
- Lathe OperationsDocument35 pagesLathe OperationsMuraliNo ratings yet
- Chapter 4 Compressible FlowDocument34 pagesChapter 4 Compressible FlowSanthoshinii Ramalingam100% (1)
- MillingDocument54 pagesMillingVickyVenkataramanNo ratings yet
- Source of HeatDocument9 pagesSource of HeatSreekumar RajendrababuNo ratings yet
- Tutorial - Creating An Alpha Type Stirling EngineDocument53 pagesTutorial - Creating An Alpha Type Stirling EngineMátyás AttilaNo ratings yet
- Lab Exp Manual Workshop 2018 19Document32 pagesLab Exp Manual Workshop 2018 19Babeet JaatNo ratings yet
- CH 21Document45 pagesCH 21Anonymous p0mg44xNo ratings yet
- Module 1Document21 pagesModule 1AzizNo ratings yet
- Module IV-Milling MachineDocument26 pagesModule IV-Milling MachineNalluriRavindra100% (2)
- JJ104 Workshop Technology Chapter6 Milling MachineDocument27 pagesJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- IndexingDocument25 pagesIndexingJaymin PatelNo ratings yet
- Marking Forms With Aspects Mechanical Engineering Design-CADDocument10 pagesMarking Forms With Aspects Mechanical Engineering Design-CADNguyen Quoc TuanNo ratings yet
- Automats and Tool LayoutsDocument20 pagesAutomats and Tool LayoutsAyesha IshuNo ratings yet
- ME 210 Mechanical Engineering Drawing & Graphics: College of Engineering SciencesDocument11 pagesME 210 Mechanical Engineering Drawing & Graphics: College of Engineering SciencesEbrahim HanashNo ratings yet
- Chapter 1 Introduction To Mechanical WorkshopDocument10 pagesChapter 1 Introduction To Mechanical WorkshopDipayan DasNo ratings yet
- BTech Lab Manual AutocadDocument43 pagesBTech Lab Manual AutocadPrashant MittalNo ratings yet
- General Features of Steady One Dimensional FlowDocument29 pagesGeneral Features of Steady One Dimensional FlowMSK65No ratings yet
- Introduction To UCMPDocument27 pagesIntroduction To UCMPGowtham sivateja100% (2)
- Unit 3 - Machining OperationsDocument105 pagesUnit 3 - Machining OperationsBhaskar KandpalNo ratings yet
- Machine Tools LabDocument85 pagesMachine Tools Labmohammad sammeerNo ratings yet
- ME101 WorkshopPracticeI Manual PDFDocument51 pagesME101 WorkshopPracticeI Manual PDFraghurockram100% (1)
- Machine Tools: Nri Institute of TechnologyDocument57 pagesMachine Tools: Nri Institute of TechnologySavant100% (2)
- Unsolved Problems On Brakes and ClutchesDocument8 pagesUnsolved Problems On Brakes and ClutchesAuthorized EarthlingNo ratings yet
- Machine Tools Assignments 1 N 2Document3 pagesMachine Tools Assignments 1 N 2Sunkeswaram Deva PrasadNo ratings yet
- Inversions of Double Slider Crank ChainDocument23 pagesInversions of Double Slider Crank ChainAnkit JadhavNo ratings yet
- Refrigeration Air Conditioning Lab ManualDocument13 pagesRefrigeration Air Conditioning Lab Manualjayshah1991100% (1)
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Computer Aided Machine Drawing Laboratory: Lab ManualDocument31 pagesComputer Aided Machine Drawing Laboratory: Lab ManualGiridharadhayalanNo ratings yet
- me8361-MT 1 LabmanualDocument37 pagesme8361-MT 1 LabmanualHOD ITNo ratings yet
- CTE 212 Comp HardwareDocument25 pagesCTE 212 Comp Hardwareolalekan jimohNo ratings yet
- Tolerances, Limits, Fits and Surface FinishDocument6 pagesTolerances, Limits, Fits and Surface FinishRap itttt100% (5)
- Non Conventional Machining PDFDocument55 pagesNon Conventional Machining PDFMarthande100% (1)
- Lathe Part IDocument151 pagesLathe Part Ishiva100% (2)
- CNC EditedDocument5 pagesCNC EditedJonathan RobertNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- Lathe Machine Lab ReportDocument5 pagesLathe Machine Lab ReportEdgar ThorpeNo ratings yet
- Autocad: Training Programme OnDocument13 pagesAutocad: Training Programme OnManzil RoyNo ratings yet
- Centrifugal CompresserDocument13 pagesCentrifugal CompresserSaurabhMehraNo ratings yet
- RAC Domestic Refrigerator Test RigDocument11 pagesRAC Domestic Refrigerator Test RigShashi Bhushan Patel67% (3)
- Module 1 MergedDocument209 pagesModule 1 MergedDivyansh JainNo ratings yet
- Introduction Metrology Lab ReportDocument2 pagesIntroduction Metrology Lab ReportMuhamad Hafiz100% (1)
- Study of Variable Frequency Drive Using Pulse Width ModulationDocument3 pagesStudy of Variable Frequency Drive Using Pulse Width ModulationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- General Purpose Machine Tools - SpalDocument33 pagesGeneral Purpose Machine Tools - SpalmecoolguysNo ratings yet
- 2 Lab - Report - MillingDocument1 page2 Lab - Report - MillingAbu Rectify100% (1)
- Workshop Notes For Sheet Metal Joints and Opertions.Document10 pagesWorkshop Notes For Sheet Metal Joints and Opertions.Agnivesh SharmaNo ratings yet
- Fundamentals of NC Technology-Unit-1Document38 pagesFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- Unit-4 MMDocument74 pagesUnit-4 MMRama SamyNo ratings yet
- Chapter-8: Advanced MachiningDocument7 pagesChapter-8: Advanced MachiningAniruddha Bartakke100% (1)
- LatheDocument14 pagesLatheHimanshu ModiNo ratings yet
- Lathe AccessoriesDocument4 pagesLathe AccessoriesBOT-X GAMING100% (1)
- Me6411 Manufacturing Technology-II Lab ManualDocument35 pagesMe6411 Manufacturing Technology-II Lab ManualdibyenindusNo ratings yet
- Mtmanual PDFDocument31 pagesMtmanual PDFgaviNo ratings yet
- Master MT Lab - 3year 1semDocument26 pagesMaster MT Lab - 3year 1semmohammad sammeerNo ratings yet
- LABORATORY MANUAL For TA202PDocument42 pagesLABORATORY MANUAL For TA202Pप्रखर गुप्ताNo ratings yet
- Laboratory Manual: Manufacturing Processes - 1Document24 pagesLaboratory Manual: Manufacturing Processes - 1Asheesh KumarNo ratings yet
- Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocument8 pagesFakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaThaneswaran BaluNo ratings yet
- Mt-Lab Iit PDFDocument29 pagesMt-Lab Iit PDFgsuresh40No ratings yet
- Faculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringDocument10 pagesFaculty of Mechanical and Manufacturing Engineering Department of Mechanical EngineeringEzzuan RaesNo ratings yet
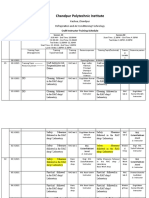
- Chandpur Polytechnic Institute Class Routine-2021Document1 pageChandpur Polytechnic Institute Class Routine-2021Sydur RahamanNo ratings yet
- Chandpur Polytechnic Institute: Kachua, Chandpur Refrigeration and Air Conditioning TechnologyDocument9 pagesChandpur Polytechnic Institute: Kachua, Chandpur Refrigeration and Air Conditioning TechnologySydur RahamanNo ratings yet
- Final Module Craft Ins-RACDocument66 pagesFinal Module Craft Ins-RACSydur RahamanNo ratings yet
- Observe The Operation of Single Cylinder 4 Stroke Cycle Air Cooled /water Cooled Diesel EngineDocument3 pagesObserve The Operation of Single Cylinder 4 Stroke Cycle Air Cooled /water Cooled Diesel EngineSydur RahamanNo ratings yet
- Refrigeration Cycles & Components: TheoryDocument3 pagesRefrigeration Cycles & Components: TheorySydur RahamanNo ratings yet
- ASTM A108-03e1Document7 pagesASTM A108-03e1NadhiraNo ratings yet
- Astm A750Document4 pagesAstm A750Cristian OtivoNo ratings yet
- BPI-Company ProfileDocument19 pagesBPI-Company Profilesunny vachhaniNo ratings yet
- 5 Essentials of Shielded Metal Arc WeldingDocument13 pages5 Essentials of Shielded Metal Arc WeldingRyanM.PradelNo ratings yet
- Unit 1: by Dr. Anand VyasDocument16 pagesUnit 1: by Dr. Anand VyasMANSI KAUSHIKNo ratings yet
- Phieu Xuat PXKSGG ACC 20 002113Document2 pagesPhieu Xuat PXKSGG ACC 20 002113Aung Myo ThuNo ratings yet
- Codes, Standards &specificationsDocument46 pagesCodes, Standards &specificationsThe Engineers EDGE, CoimbatoreNo ratings yet
- Name Usama Arif Roll No 2020-ME-15 Experiment 1 Solid Pattern ObjectiveDocument6 pagesName Usama Arif Roll No 2020-ME-15 Experiment 1 Solid Pattern ObjectiveRohan ElahiNo ratings yet
- Makita Acc-Cat 2019 20 View V1Document176 pagesMakita Acc-Cat 2019 20 View V1Himanshu GajjarNo ratings yet
- 13 7X 8 Forged Wire Stripper Data SheetDocument2 pages13 7X 8 Forged Wire Stripper Data SheetSonaina KhanNo ratings yet
- Jewellery: Worldskills Standards SpecificationDocument9 pagesJewellery: Worldskills Standards SpecificationJORGE LUIS HERNANDEZ DUARTENo ratings yet
- Onyx New PDFDocument2 pagesOnyx New PDFmarkeesNo ratings yet
- ULTRA LOW PROFILE TORX MC Screws B4A35 SS 304Document1 pageULTRA LOW PROFILE TORX MC Screws B4A35 SS 304alfredhimmokNo ratings yet
- 05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFDocument165 pages05 - WELD REPAIR PROCEDURES of BOILER COMPONENTS PDFLakshmi Narayan100% (2)
- Sample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Document1 pageSample WPS Form (GTAW & SMAW) Welding Procedure Specification (WPS)Daniel Simar Herrera MorenoNo ratings yet
- Catalog Conveyor Rollers FullDocument128 pagesCatalog Conveyor Rollers FullPraveen Kumar reddy AlluNo ratings yet
- Instruction Manual: Ducrobar Lining For Fine Grinding CompartmentDocument29 pagesInstruction Manual: Ducrobar Lining For Fine Grinding Compartment96652529No ratings yet
- MSS SP-65 (1999)Document11 pagesMSS SP-65 (1999)Islam SolimanNo ratings yet
- Warranty Certificate For Fixed Structure Nclave FOR - PV PLANTDocument4 pagesWarranty Certificate For Fixed Structure Nclave FOR - PV PLANTCollin RhodesNo ratings yet
- QAQC Procedure For Fabrication - Flare KOD Rev ADocument9 pagesQAQC Procedure For Fabrication - Flare KOD Rev ARajesh K Pillai100% (1)
- MODULE 5 SMAW 11 12 Q2 XDocument29 pagesMODULE 5 SMAW 11 12 Q2 Xtripleg131922No ratings yet
- Process Plan: V-Block Mild Steel V-Block 2 01 28hrs MillingDocument2 pagesProcess Plan: V-Block Mild Steel V-Block 2 01 28hrs MillinghudarusliNo ratings yet
- Sia Abrasives Product CatalogDocument127 pagesSia Abrasives Product Catalogherysyam1980No ratings yet
- Kennedy Cutting ToolsDocument150 pagesKennedy Cutting ToolsFarhan AizatNo ratings yet
- McKinney Full Line CatalogDocument96 pagesMcKinney Full Line CatalogJoe PodurgielNo ratings yet
- Carpentry 10 PPT 2Document52 pagesCarpentry 10 PPT 2FSBTLED Nathan VinceNo ratings yet
- Metal and Energy Tech Report, August 13Document2 pagesMetal and Energy Tech Report, August 13Angel BrokingNo ratings yet
- Elements of Conventional Machine ToolsDocument77 pagesElements of Conventional Machine ToolsDeepan Raj100% (1)