Download as rtf, pdf, or txt
You might also like
- Answers To Old Midterm QsDocument11 pagesAnswers To Old Midterm QsdarshangoshNo ratings yet
- Hank Kolb CaseDocument2 pagesHank Kolb Casejohnmia2067% (3)
- NCC - Case StudyDocument3 pagesNCC - Case StudyDeepika GuptaNo ratings yet
- NCP Impaired Urinary Elimination CRFDocument2 pagesNCP Impaired Urinary Elimination CRFNoel Cabamongan88% (8)
- Group 8 - Donner SolutionDocument4 pagesGroup 8 - Donner SolutionMayank MishraNo ratings yet
- Donner Process FlowDocument1 pageDonner Process FlowzindalonerNo ratings yet
- Group 1 Donner Company CaseDocument7 pagesGroup 1 Donner Company CaseAjay Kumar100% (1)
- Midterm Exam AnswersDocument8 pagesMidterm Exam AnswersJ100% (1)
- Frito Lay PresDocument8 pagesFrito Lay PresAmber LiuNo ratings yet
- TQM PolaroidDocument36 pagesTQM Polaroiduttam.nift100% (1)
- As Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?Document3 pagesAs Doug Friesen, What Would You Do To Address The Seat Problem? Where Would You Focus Your Attention and Solution Efforts?sandeep saraswatNo ratings yet
- Littlefield Technologies ReportDocument1 pageLittlefield Technologies ReportHardik RupareliaNo ratings yet
- National Cranberry Cooperative: Revised Apr 09Document16 pagesNational Cranberry Cooperative: Revised Apr 09Varun ChandNo ratings yet
- Hank Kolb 3Document3 pagesHank Kolb 3EdisonJimenez100% (1)
- NCC-Process ManagementDocument8 pagesNCC-Process ManagementPaul TwentohNo ratings yet
- Manzana Case AssignmentDocument5 pagesManzana Case AssignmentVineshNo ratings yet
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDocument6 pagesA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTANo ratings yet
- Hank Kolb CaseDocument3 pagesHank Kolb CaseflmcollantesNo ratings yet
- Hank Kolb CaseDocument5 pagesHank Kolb CasenikimaxNo ratings yet
- Hank Kolb CaseDocument5 pagesHank Kolb CaseshreeyasethiNo ratings yet
- Endpoint ModelDocument5 pagesEndpoint ModelUmair ChishtiNo ratings yet
- Write Up - Case Study - Donner CompanyDocument6 pagesWrite Up - Case Study - Donner CompanyGanesh AroteNo ratings yet
- OM - National Cranberry - TemplateDocument3 pagesOM - National Cranberry - Templatebeta alpha gammaNo ratings yet
- Donner Company 2Document6 pagesDonner Company 2Nuno Saraiva0% (1)
- Kristen's Cookies AnalysisDocument10 pagesKristen's Cookies AnalysisPrisha Chetan ThakkarNo ratings yet
- Donner ReportDocument27 pagesDonner ReportmuruganandammNo ratings yet
- Toyota Motor ManufacturingDocument2 pagesToyota Motor ManufacturingDaezz Natalya0% (2)
- Group 5 - Section C - NCCDocument16 pagesGroup 5 - Section C - NCCNitish Raj SubarnoNo ratings yet
- EsterlineDocument7 pagesEsterlineTushar Joshi100% (2)
- Kristen Cookie Analysis SolutionsDocument3 pagesKristen Cookie Analysis SolutionsVikram SanthanamNo ratings yet
- Hank Kolb Rev2 ZedDocument3 pagesHank Kolb Rev2 ZedZed Ladja50% (2)
- Group1 - Madras Refineries LimitedDocument5 pagesGroup1 - Madras Refineries LimitedDHRUV SONAGARANo ratings yet
- National Cranberry Cooperative 1981Document10 pagesNational Cranberry Cooperative 1981Nicole Dorado0% (1)
- Esterline Technologies: Lean Manufacturing Study Case ReportDocument4 pagesEsterline Technologies: Lean Manufacturing Study Case ReportRaúl BlancoNo ratings yet
- Ciceros Six Mistakes of ManDocument4 pagesCiceros Six Mistakes of ManschorleworleNo ratings yet
- OM2 LeitaxCase GroupE7Document9 pagesOM2 LeitaxCase GroupE7Ashfaq Shaikh50% (2)
- How Does The Internal Market For Innovation at Nypro FunctionDocument2 pagesHow Does The Internal Market For Innovation at Nypro Functionprerna004No ratings yet
- Resume 3 How To Fail in Project Management (Without Really Trying)Document6 pagesResume 3 How To Fail in Project Management (Without Really Trying)eshaeelelyeNo ratings yet
- AIC NetbooksDocument2 pagesAIC NetbooksSriharsha VavilalaNo ratings yet
- Donner Case StudyDocument31 pagesDonner Case Studymathilde_144No ratings yet
- National Cranberry Case SubmissionDocument3 pagesNational Cranberry Case SubmissionHardik SemlaniNo ratings yet
- Toyota Case StudyDocument4 pagesToyota Case StudyharshkhambraNo ratings yet
- National Cranberry Cooperative - 11BM60070Document3 pagesNational Cranberry Cooperative - 11BM60070Neelesh KhattarNo ratings yet
- Polaroid Solution V2Document6 pagesPolaroid Solution V2Lakshay100% (1)
- Genentech Answer 2Document1 pageGenentech Answer 2Navnee RajputNo ratings yet
- Dore Dore1Document5 pagesDore Dore1yuveesp5207No ratings yet
- Little Field Report 1Document2 pagesLittle Field Report 1Alibaba Lalala100% (1)
- Kristens Cookies Group A EXCELDocument6 pagesKristens Cookies Group A EXCELPierre HeneineNo ratings yet
- USA Today CaseDocument10 pagesUSA Today CaseMasyitha MemesNo ratings yet
- Kristen's Cookie CompanyDocument1 pageKristen's Cookie CompanyCee RDNo ratings yet
- Esterline Technologies4 PDFDocument4 pagesEsterline Technologies4 PDFHussain AlHussainNo ratings yet
- Report Manzana RenzDocument12 pagesReport Manzana RenzMarcel FennisNo ratings yet
- Jackson Case Group5Document5 pagesJackson Case Group5SIDDHANT MOHAPATRANo ratings yet
- PolaroidDocument1 pagePolaroidAdrianto TedjokusumoNo ratings yet
- Assignment 1 Boeing 737 by Group 12Document8 pagesAssignment 1 Boeing 737 by Group 12AjayNo ratings yet
- Hank Kolb, Director of Quality Assurance Case Study 1Document8 pagesHank Kolb, Director of Quality Assurance Case Study 1Bülent MendilliNo ratings yet
- OPS Assignment-2Document17 pagesOPS Assignment-2Nishant SinghNo ratings yet
- Total Quality Management AssignmentDocument8 pagesTotal Quality Management AssignmentAnubha GuptaNo ratings yet
- Effective TQM Implementation Critical IssuesDocument9 pagesEffective TQM Implementation Critical IssuesParameshwari RamdassNo ratings yet
- Total Quality Management (M.T.P PDFDocument4 pagesTotal Quality Management (M.T.P PDFVenkat ReddyNo ratings yet
- Pro Contra AstrologieDocument9 pagesPro Contra Astrologieanca_dovleacNo ratings yet
- G4 - Ch3 - Use Strategies and Properties To Multiply by 1-Digit Numbers - Topic 6 - PPTDocument20 pagesG4 - Ch3 - Use Strategies and Properties To Multiply by 1-Digit Numbers - Topic 6 - PPTRozy RayliNo ratings yet
- The Oregon Kindergarten AssessmentDocument2 pagesThe Oregon Kindergarten AssessmentStatesman JournalNo ratings yet
- Behavioral Dimensions of The Consumer MarketDocument13 pagesBehavioral Dimensions of The Consumer MarketBhandari NareshNo ratings yet
- Cognitive DisordersDocument7 pagesCognitive DisordersJoselle Miculob Dajuela-GaaNo ratings yet
- What Is The Purpose of Research PaperDocument9 pagesWhat Is The Purpose of Research Paperafnkjdhxlewftq100% (1)
- Setting Up and Managing Users Exercise GuideDocument15 pagesSetting Up and Managing Users Exercise GuideAnit GautamNo ratings yet
- Exploring Physical Geography 3Rd Edition Full ChapterDocument41 pagesExploring Physical Geography 3Rd Edition Full Chapterrose.smith703100% (25)
- Ielts Reading Sample Test AnswersDocument4 pagesIelts Reading Sample Test AnswersAl Firdaus English100% (1)
- Dutch LBP Physiotherapy Guideline National PDFDocument29 pagesDutch LBP Physiotherapy Guideline National PDFyohanNo ratings yet
- Handout-1-IELTS Task 2Document11 pagesHandout-1-IELTS Task 2Mai T. Kiều OanhNo ratings yet
- Adverbs of Frequency Adverbs of FrequencyDocument9 pagesAdverbs of Frequency Adverbs of FrequencyRosmary LoboNo ratings yet
- Veronica Folkedahl: Physical ProfileDocument1 pageVeronica Folkedahl: Physical ProfileVeronicaLeeFolkedahlNo ratings yet
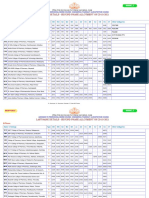
- Last Rank Details - Second Phase Allotment On 20-10-2021Document41 pagesLast Rank Details - Second Phase Allotment On 20-10-2021anusgeorgeNo ratings yet
- P23 Mapping of Course Outcome With Program OutcomesDocument12 pagesP23 Mapping of Course Outcome With Program OutcomesBhaskar MondalNo ratings yet
- PHD RegulationsDocument27 pagesPHD RegulationsKamlesh PathakNo ratings yet
- Music Performance ProposalDocument17 pagesMusic Performance ProposalDj-Sponch Tshabalala100% (2)
- Dissertation Proposal Sample FinanceDocument6 pagesDissertation Proposal Sample FinanceBuyCheapPaperOnlineUK100% (1)
- Performance-Task 2Document10 pagesPerformance-Task 2Casas, Jo-an Pauline A.No ratings yet
- June 2019 P1 - Chemistry A LevelDocument7 pagesJune 2019 P1 - Chemistry A LevelDarrel NgadjuiNo ratings yet
- Guidance For Applicants Applying For Ieng and Ceng Registration September 2021Document10 pagesGuidance For Applicants Applying For Ieng and Ceng Registration September 2021Manoj Kumar NarayanasamyNo ratings yet
- Nicole Gerhold: ObjectiveDocument2 pagesNicole Gerhold: Objectiveapi-266412017No ratings yet
- OSCEforRemedialTeaching LearningDocument11 pagesOSCEforRemedialTeaching Learningsuresh babujiNo ratings yet
- ICSE Class 6 Geography Reduced Syllabus 2020 21Document7 pagesICSE Class 6 Geography Reduced Syllabus 2020 21raju rastogiNo ratings yet
- 100 Most Common SAT WordsDocument4 pages100 Most Common SAT WordsAmir MahdiNo ratings yet
- Teaching Music To Preschool Children: By:Mocanu CristinaDocument8 pagesTeaching Music To Preschool Children: By:Mocanu CristinaMocanu RadionNo ratings yet
- Kata Kunci: Degradasi Lahan, Evaluasi Kesesuaian Lahan Dan Kelas Kesesuaian LahanDocument7 pagesKata Kunci: Degradasi Lahan, Evaluasi Kesesuaian Lahan Dan Kelas Kesesuaian LahanBe FahmiNo ratings yet
- Circular - After-School Remedial ClassesDocument2 pagesCircular - After-School Remedial Classesian josephNo ratings yet
- McMurry9e PPT CH14Document59 pagesMcMurry9e PPT CH14Abdel RawashdehNo ratings yet