
Corrosion Protection Coatings For Buried In-Pla
Corrosion Protection Coatings For Buried In-Pla
You might also like
- SP-OS-PL-CAL-0003 Rev. 0 Pipeline Stress AnalysisDocument19 pagesSP-OS-PL-CAL-0003 Rev. 0 Pipeline Stress AnalysisElias EliasNo ratings yet
- 999-175-SH-SPC-00014 MEG - Fire Detection and Alarm SpecificationDocument11 pages999-175-SH-SPC-00014 MEG - Fire Detection and Alarm SpecificationErdal CanNo ratings yet
- Roo Tanks Osp Ps Tec Com Eng Emc 16117 Rev DDocument9 pagesRoo Tanks Osp Ps Tec Com Eng Emc 16117 Rev DAmr TarekNo ratings yet
- Approved Code B Sark Mecon Mpe TCP DD 01Document66 pagesApproved Code B Sark Mecon Mpe TCP DD 01Abdul Wajid AliNo ratings yet
- AIP-C3100000175-CONM-287-Lowering ReportDocument2 pagesAIP-C3100000175-CONM-287-Lowering Reportchandana kumarNo ratings yet
- AIP C3100000175 CONC 21 Service Trench ReportDocument2 pagesAIP C3100000175 CONC 21 Service Trench Reportchandana kumarNo ratings yet
- AIP C3100000175 CONM 22 GRE Field Threaded ReportDocument2 pagesAIP C3100000175 CONM 22 GRE Field Threaded Reportchandana kumar100% (1)
- GF-WPK-P-39-5901 - 24 Trunkline Alignment Sheet From WP-K To WP-HA - Rev A - RDocument2 pagesGF-WPK-P-39-5901 - 24 Trunkline Alignment Sheet From WP-K To WP-HA - Rev A - RRami KsidaNo ratings yet
- Engineers India Limited: Specification REV Plant: 003 Ongc, MehsanaDocument1 pageEngineers India Limited: Specification REV Plant: 003 Ongc, MehsanaAlvin SmithNo ratings yet
- QCLNG-BG00-CON-PCE-000015 Hydrotesting & Drying Procedure Rev 1 (Tracked Changes)Document36 pagesQCLNG-BG00-CON-PCE-000015 Hydrotesting & Drying Procedure Rev 1 (Tracked Changes)Amit SharmaNo ratings yet
- SP-2318 - Specification For Welding of PipelinesDocument33 pagesSP-2318 - Specification For Welding of Pipelinesarjunprasannan7No ratings yet
- Gas Line SizingDocument1 pageGas Line SizingPaul OhiorNo ratings yet
- PEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ADocument30 pagesPEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ARokan PipelineNo ratings yet
- Inspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Document9 pagesInspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Namta GeorgeNo ratings yet
- 02 - Ab-Pf1a-C000-B13-Spec-0007 - 02C2.1Document38 pages02 - Ab-Pf1a-C000-B13-Spec-0007 - 02C2.1Walid BdeirNo ratings yet
- ELT-01-EC-TS-0006 - Specification For Concrete Works - R1Document30 pagesELT-01-EC-TS-0006 - Specification For Concrete Works - R1jorgekarlosprNo ratings yet
- Appendix B - Cost Estimate PH 3 Rev ADocument3 pagesAppendix B - Cost Estimate PH 3 Rev AElias EliasNo ratings yet
- Job Procedure For Cable TrayDocument5 pagesJob Procedure For Cable TrayNisith SahooNo ratings yet
- ELT-01-EP-TS-0004 - Specification For Piping Standard - R0Document27 pagesELT-01-EP-TS-0004 - Specification For Piping Standard - R0jorgekarlosprNo ratings yet
- 26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002Document33 pages26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002ogyrisky100% (1)
- Reo Wreli Matedmii Irtmirpr: A PP .A.°Document8 pagesReo Wreli Matedmii Irtmirpr: A PP .A.°Sandip SurNo ratings yet
- ELT-05-ET-DWG-0009 - Inner Tank Suspended Deck Key Plan - R1Document3 pagesELT-05-ET-DWG-0009 - Inner Tank Suspended Deck Key Plan - R1jorgekarlosprNo ratings yet
- DD-GK00-9W-002 Rev.C Material Selection GuideDocument26 pagesDD-GK00-9W-002 Rev.C Material Selection GuideElias EliasNo ratings yet
- HFY 3800 0000 STR SPC 0004 - 0 Specification For Structural Design Code ADocument16 pagesHFY 3800 0000 STR SPC 0004 - 0 Specification For Structural Design Code ANashaat DhyaaNo ratings yet
- 15-501-EP-CE-001 Rev.1 (Cause & Effect Diagram)Document2 pages15-501-EP-CE-001 Rev.1 (Cause & Effect Diagram)Umair A. KhanNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerSreni Excel MacrosNo ratings yet
- 0135-ITP-80-0001-WFS-8003 - Rev.B - Inspection & Test Plan (ITP)Document7 pages0135-ITP-80-0001-WFS-8003 - Rev.B - Inspection & Test Plan (ITP)AliasgarNo ratings yet
- 3238.11.DPFM.11483 - 04 - P&ID - Okpai Blowdown SystemDocument1 page3238.11.DPFM.11483 - 04 - P&ID - Okpai Blowdown SystemMorgan SidesoNo ratings yet
- GF-OGF4-J-SP-1009 - Specification For Pipe Supports - Rev 0 - AFCDocument20 pagesGF-OGF4-J-SP-1009 - Specification For Pipe Supports - Rev 0 - AFCRami KsidaNo ratings yet
- BLDG Piob-001 Lighting Calculation Report Package 1 - Unit A03Document89 pagesBLDG Piob-001 Lighting Calculation Report Package 1 - Unit A03vasuNo ratings yet
- G225iexm08-Srp-M-Dwg-0003 - Rev A4Document55 pagesG225iexm08-Srp-M-Dwg-0003 - Rev A4BALASUBRAMANIAM MEGHANADHNo ratings yet
- VD 1233 330 DPH 001 0Document11 pagesVD 1233 330 DPH 001 0Reza AranNo ratings yet
- Naimat West - 4 Compression Phase II - P&IDs AFCDocument13 pagesNaimat West - 4 Compression Phase II - P&IDs AFCSaqib LaeeqNo ratings yet
- 12 00 Pi SPC 00022Document12 pages12 00 Pi SPC 00022Erdal CanNo ratings yet
- SP 2094Document48 pagesSP 2094ArshadNo ratings yet
- Engr. Alli 30Document112 pagesEngr. Alli 30jahremade jahremade100% (1)
- Ex Plan R2-SignedDocument74 pagesEx Plan R2-SignedZulhilmie BobNo ratings yet
- ELT-01-EP-TS-0007 - Specification For Insulation - R0Document52 pagesELT-01-EP-TS-0007 - Specification For Insulation - R0jorgekarlosprNo ratings yet
- Sizing GasDocument34 pagesSizing GasPaul OhiorNo ratings yet
- VNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecDocument29 pagesVNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecĐiệnBiênNhâm100% (1)
- A307 6545 104 Enq Rev0Document283 pagesA307 6545 104 Enq Rev0Yogi YuganNo ratings yet
- GF-OGF4-P-39-8001 - Typical Detail For Pipeline Installation Crossing - Rev0 - AFCDocument18 pagesGF-OGF4-P-39-8001 - Typical Detail For Pipeline Installation Crossing - Rev0 - AFCRami KsidaNo ratings yet
- Adani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaDocument34 pagesAdani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaphanikrishnabNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- PEGS-12059-COR-055 - Technical Assessment of Coating PlantsDocument26 pagesPEGS-12059-COR-055 - Technical Assessment of Coating PlantsĐiệnBiênNhâmNo ratings yet
- P0620-A-ICCP-PL-DED-SGR-002 - Rev 03Document68 pagesP0620-A-ICCP-PL-DED-SGR-002 - Rev 03Abdul Wajid AliNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1)Document45 pagesRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- TE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.BDocument12 pagesTE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.Brizwan.zamanNo ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidDocument14 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- PEGS-12059-COR-053 - Control by Electrical Measurements of CathodicDocument19 pagesPEGS-12059-COR-053 - Control by Electrical Measurements of CathodicĐiệnBiênNhâmNo ratings yet
- How02 - Z11 - Mec503 - C01 - Oss Piping Matr Class SpecDocument31 pagesHow02 - Z11 - Mec503 - C01 - Oss Piping Matr Class Speckristian100% (1)
- Functional Specification: Eni S.p.ADocument24 pagesFunctional Specification: Eni S.p.AKthiri WaelNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- C5000 16 G28 B V04 B02 PDFDocument321 pagesC5000 16 G28 B V04 B02 PDFAhmed OmarNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Criteria For Selection of Vendors: 2271 AAA JSM 602 C 1/4Document4 pagesCriteria For Selection of Vendors: 2271 AAA JSM 602 C 1/4NorgjieNo ratings yet
- MKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemDocument16 pagesMKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemĐiệnBiênNhâm100% (1)
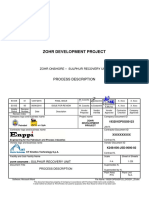
- Zohr Development Project: Zohr Onshore - Sulphur Recovery UnitDocument25 pagesZohr Development Project: Zohr Onshore - Sulphur Recovery UnitMohamedNo ratings yet
- 028120-SPL-004 Pipeline Weight Coating Rev. CDocument11 pages028120-SPL-004 Pipeline Weight Coating Rev. CRokan Pipeline100% (1)
- TECHNICALVOLUMEIIAOFIIDocument216 pagesTECHNICALVOLUMEIIAOFIIRanjan KumarNo ratings yet
- MEP-P-ES-003-Fabricated PipingDocument8 pagesMEP-P-ES-003-Fabricated PipingElias EliasNo ratings yet
- Data sheetCExlsDocument1 pageData sheetCExlsElias Elias100% (1)
- Data Sheet Residue Gas Scrubber (V-1110)Document2 pagesData Sheet Residue Gas Scrubber (V-1110)Elias EliasNo ratings yet
- Data Sheet TEG Contactor (V-1100)Document2 pagesData Sheet TEG Contactor (V-1100)Elias EliasNo ratings yet
- Data Sheet Amine Contactor (V-1040)Document2 pagesData Sheet Amine Contactor (V-1040)Elias EliasNo ratings yet
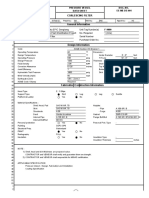
- Coalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Document2 pagesCoalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Elias EliasNo ratings yet
- Cover TEG Contactor (V-1100)Document1 pageCover TEG Contactor (V-1100)Elias EliasNo ratings yet
- PSV Report BlockedDocument5 pagesPSV Report BlockedElias EliasNo ratings yet
- Production Pump Sizing P. 0920 A, B, C: CalculationDocument5 pagesProduction Pump Sizing P. 0920 A, B, C: CalculationElias EliasNo ratings yet
- Cover Coalescing Filter (F-9000)Document1 pageCover Coalescing Filter (F-9000)Elias EliasNo ratings yet
- Specific Project SpecificationDocument5 pagesSpecific Project SpecificationElias EliasNo ratings yet
- Project Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateDocument3 pagesProject Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateElias EliasNo ratings yet
- Data Sheet TEG-Gas Exchanger (E-5050)Document2 pagesData Sheet TEG-Gas Exchanger (E-5050)Elias EliasNo ratings yet
- Attachment For FireDocument8 pagesAttachment For FireElias EliasNo ratings yet
- Cost Breakdown-Sent To Contractors (ESA Process Review)Document6 pagesCost Breakdown-Sent To Contractors (ESA Process Review)Elias EliasNo ratings yet
- Singgar Mulia Engineering: Vertical Separator Design BasisDocument2 pagesSinggar Mulia Engineering: Vertical Separator Design BasisElias EliasNo ratings yet
- PSV Sizing Report (Fire Case)Document7 pagesPSV Sizing Report (Fire Case)Elias Elias100% (1)
- Piping Pressure Drop and Pump Design Calculation Sheet: PT Ca Ltex Pacific IndonesiaDocument3 pagesPiping Pressure Drop and Pump Design Calculation Sheet: PT Ca Ltex Pacific IndonesiaElias EliasNo ratings yet
- Hazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesDocument13 pagesHazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesElias EliasNo ratings yet
- Hazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesDocument12 pagesHazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesElias EliasNo ratings yet
- UICAFE12815-ENG-CAL-XXXX Rev ADocument23 pagesUICAFE12815-ENG-CAL-XXXX Rev AElias EliasNo ratings yet
- Appendix ADocument38 pagesAppendix AElias EliasNo ratings yet
- Appendix BDocument66 pagesAppendix BElias EliasNo ratings yet
- Appendix ADocument16 pagesAppendix AElias EliasNo ratings yet
- 0708-Q-CC-001 Pipe Stress Calculation From Pipeline To Gas Scrubber Rev BDocument11 pages0708-Q-CC-001 Pipe Stress Calculation From Pipeline To Gas Scrubber Rev BElias EliasNo ratings yet
- 0708-L-CC-002 Pipeline Stress Calculation From GRF Keramasan To AKE Rev BDocument10 pages0708-L-CC-002 Pipeline Stress Calculation From GRF Keramasan To AKE Rev BElias EliasNo ratings yet
- Cosmetics FLOCARE EDocument12 pagesCosmetics FLOCARE EArief ariyansyahNo ratings yet
- Chapter 6 - Ion ChannelsDocument12 pagesChapter 6 - Ion ChannelsntghshrNo ratings yet
- Saaf Porta Scrub - Prod - Mark - SHT - GPF 1 120d NewDocument2 pagesSaaf Porta Scrub - Prod - Mark - SHT - GPF 1 120d NewluisNo ratings yet
- Atom Spectroscopy in Brief From Unit 28, Fundamental of Analytical Chemistry, SkoogDocument11 pagesAtom Spectroscopy in Brief From Unit 28, Fundamental of Analytical Chemistry, SkooggommentNo ratings yet
- JEE Main 2021 Question Paper Chemistry Feb 25 Shift 2Document17 pagesJEE Main 2021 Question Paper Chemistry Feb 25 Shift 2S085 Pranav HNo ratings yet
- Question Bank Unit 12 Aldehydes, Ketones & Carboxylic Acids CLASS-12 (CBSE)Document8 pagesQuestion Bank Unit 12 Aldehydes, Ketones & Carboxylic Acids CLASS-12 (CBSE)Dharshitha100% (1)
- Chapter 3c - Cellulose DerivativesDocument37 pagesChapter 3c - Cellulose DerivativesVanessa LimNo ratings yet
- Buku INDONESIAN KONJAC (10-6-2020)Document67 pagesBuku INDONESIAN KONJAC (10-6-2020)Fat ReyNo ratings yet
- MSE-227 Lecture 1 IntroductionDocument18 pagesMSE-227 Lecture 1 IntroductionsamNo ratings yet
- Hydrogen MsdsDocument7 pagesHydrogen MsdssalcabesNo ratings yet
- Pre-Lab 2Document4 pagesPre-Lab 2thuy duongNo ratings yet
- Mineralogy and PetrologyDocument42 pagesMineralogy and Petrologyudoye kachi100% (1)
- Cohesion (Chemistry) - WikipediaDocument9 pagesCohesion (Chemistry) - WikipediaBashiir NuurNo ratings yet
- Module 1-Review of General ChemistryDocument17 pagesModule 1-Review of General ChemistryMicth Laica BetoyaNo ratings yet
- Buhari, A. (2014, January 25) Science Revision. SlideshareDocument7 pagesBuhari, A. (2014, January 25) Science Revision. SlideshareHannah AlfonsoNo ratings yet
- Chapter-3 Polymer ProfileDocument5 pagesChapter-3 Polymer ProfileRajivNo ratings yet
- Bka T000 Pip SPC Mni 000 00002 00 - J01Document32 pagesBka T000 Pip SPC Mni 000 00002 00 - J01mahdi_gNo ratings yet
- Science 9 Summative Test 1Document2 pagesScience 9 Summative Test 1Ma. Socorro HilarioNo ratings yet
- API - 570 - Study - Notes-2DSDFG CDocument1 pageAPI - 570 - Study - Notes-2DSDFG Cuttam100% (1)
- GGBSDocument20 pagesGGBSratnakarNo ratings yet
- Unctional Filler: Celtix™ Natural Diatomaceous EarthDocument3 pagesUnctional Filler: Celtix™ Natural Diatomaceous Earthkensley oliveiraNo ratings yet
- ICh O39 RU2007 PPDocument180 pagesICh O39 RU2007 PPLê Hoàng MinhNo ratings yet
- Iso 7214 2012Document9 pagesIso 7214 2012GeanNo ratings yet
- What Is A Peva Shower CurtainDocument5 pagesWhat Is A Peva Shower CurtainMumtahina OishyNo ratings yet
- Artículo para ForoDocument7 pagesArtículo para ForoJuan MendozaNo ratings yet
- Sensors: Dissolved Gas Analysis Equipment For Online Monitoring of Transformer Oil: A ReviewDocument21 pagesSensors: Dissolved Gas Analysis Equipment For Online Monitoring of Transformer Oil: A ReviewBaSant Kohli100% (1)
- Hakuform 30-15 Schmierfett: Safety Data SheetDocument6 pagesHakuform 30-15 Schmierfett: Safety Data SheetLuis AyalaNo ratings yet
- Nature Synthesis of SrNbO3Document4 pagesNature Synthesis of SrNbO3Rafael BritoNo ratings yet
- Vitamin Dan SuplemenDocument6 pagesVitamin Dan Suplemenyayang indahNo ratings yet
- Chapter 3Document165 pagesChapter 3Sofonyas KidaneweldNo ratings yet
















































































































Download as pdf or txt
You might also like
- SP-OS-PL-CAL-0003 Rev. 0 Pipeline Stress AnalysisDocument19 pagesSP-OS-PL-CAL-0003 Rev. 0 Pipeline Stress AnalysisElias EliasNo ratings yet
- 999-175-SH-SPC-00014 MEG - Fire Detection and Alarm SpecificationDocument11 pages999-175-SH-SPC-00014 MEG - Fire Detection and Alarm SpecificationErdal CanNo ratings yet
- Roo Tanks Osp Ps Tec Com Eng Emc 16117 Rev DDocument9 pagesRoo Tanks Osp Ps Tec Com Eng Emc 16117 Rev DAmr TarekNo ratings yet
- Approved Code B Sark Mecon Mpe TCP DD 01Document66 pagesApproved Code B Sark Mecon Mpe TCP DD 01Abdul Wajid AliNo ratings yet
- AIP-C3100000175-CONM-287-Lowering ReportDocument2 pagesAIP-C3100000175-CONM-287-Lowering Reportchandana kumarNo ratings yet
- AIP C3100000175 CONC 21 Service Trench ReportDocument2 pagesAIP C3100000175 CONC 21 Service Trench Reportchandana kumarNo ratings yet
- AIP C3100000175 CONM 22 GRE Field Threaded ReportDocument2 pagesAIP C3100000175 CONM 22 GRE Field Threaded Reportchandana kumar100% (1)
- GF-WPK-P-39-5901 - 24 Trunkline Alignment Sheet From WP-K To WP-HA - Rev A - RDocument2 pagesGF-WPK-P-39-5901 - 24 Trunkline Alignment Sheet From WP-K To WP-HA - Rev A - RRami KsidaNo ratings yet
- Engineers India Limited: Specification REV Plant: 003 Ongc, MehsanaDocument1 pageEngineers India Limited: Specification REV Plant: 003 Ongc, MehsanaAlvin SmithNo ratings yet
- QCLNG-BG00-CON-PCE-000015 Hydrotesting & Drying Procedure Rev 1 (Tracked Changes)Document36 pagesQCLNG-BG00-CON-PCE-000015 Hydrotesting & Drying Procedure Rev 1 (Tracked Changes)Amit SharmaNo ratings yet
- SP-2318 - Specification For Welding of PipelinesDocument33 pagesSP-2318 - Specification For Welding of Pipelinesarjunprasannan7No ratings yet
- Gas Line SizingDocument1 pageGas Line SizingPaul OhiorNo ratings yet
- PEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ADocument30 pagesPEPA3-11-MS-03-DS-005 - Tank Mechanical Datasheet For Tangki Prioritas 2 (Tambun SP) Rev ARokan PipelineNo ratings yet
- Inspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Document9 pagesInspection and Test Plan FOR Coating (02260 ITP-COA-001) : Petronas Rapid Project (Package 3)Namta GeorgeNo ratings yet
- 02 - Ab-Pf1a-C000-B13-Spec-0007 - 02C2.1Document38 pages02 - Ab-Pf1a-C000-B13-Spec-0007 - 02C2.1Walid BdeirNo ratings yet
- ELT-01-EC-TS-0006 - Specification For Concrete Works - R1Document30 pagesELT-01-EC-TS-0006 - Specification For Concrete Works - R1jorgekarlosprNo ratings yet
- Appendix B - Cost Estimate PH 3 Rev ADocument3 pagesAppendix B - Cost Estimate PH 3 Rev AElias EliasNo ratings yet
- Job Procedure For Cable TrayDocument5 pagesJob Procedure For Cable TrayNisith SahooNo ratings yet
- ELT-01-EP-TS-0004 - Specification For Piping Standard - R0Document27 pagesELT-01-EP-TS-0004 - Specification For Piping Standard - R0jorgekarlosprNo ratings yet
- 26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002Document33 pages26071-100-V1A-MCAG-00315 - Isometric Drawing With BOM For Common Facilities SS-3 341-SS-114 - 002ogyrisky100% (1)
- Reo Wreli Matedmii Irtmirpr: A PP .A.°Document8 pagesReo Wreli Matedmii Irtmirpr: A PP .A.°Sandip SurNo ratings yet
- ELT-05-ET-DWG-0009 - Inner Tank Suspended Deck Key Plan - R1Document3 pagesELT-05-ET-DWG-0009 - Inner Tank Suspended Deck Key Plan - R1jorgekarlosprNo ratings yet
- DD-GK00-9W-002 Rev.C Material Selection GuideDocument26 pagesDD-GK00-9W-002 Rev.C Material Selection GuideElias EliasNo ratings yet
- HFY 3800 0000 STR SPC 0004 - 0 Specification For Structural Design Code ADocument16 pagesHFY 3800 0000 STR SPC 0004 - 0 Specification For Structural Design Code ANashaat DhyaaNo ratings yet
- 15-501-EP-CE-001 Rev.1 (Cause & Effect Diagram)Document2 pages15-501-EP-CE-001 Rev.1 (Cause & Effect Diagram)Umair A. KhanNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerSreni Excel MacrosNo ratings yet
- 0135-ITP-80-0001-WFS-8003 - Rev.B - Inspection & Test Plan (ITP)Document7 pages0135-ITP-80-0001-WFS-8003 - Rev.B - Inspection & Test Plan (ITP)AliasgarNo ratings yet
- 3238.11.DPFM.11483 - 04 - P&ID - Okpai Blowdown SystemDocument1 page3238.11.DPFM.11483 - 04 - P&ID - Okpai Blowdown SystemMorgan SidesoNo ratings yet
- GF-OGF4-J-SP-1009 - Specification For Pipe Supports - Rev 0 - AFCDocument20 pagesGF-OGF4-J-SP-1009 - Specification For Pipe Supports - Rev 0 - AFCRami KsidaNo ratings yet
- BLDG Piob-001 Lighting Calculation Report Package 1 - Unit A03Document89 pagesBLDG Piob-001 Lighting Calculation Report Package 1 - Unit A03vasuNo ratings yet
- G225iexm08-Srp-M-Dwg-0003 - Rev A4Document55 pagesG225iexm08-Srp-M-Dwg-0003 - Rev A4BALASUBRAMANIAM MEGHANADHNo ratings yet
- VD 1233 330 DPH 001 0Document11 pagesVD 1233 330 DPH 001 0Reza AranNo ratings yet
- Naimat West - 4 Compression Phase II - P&IDs AFCDocument13 pagesNaimat West - 4 Compression Phase II - P&IDs AFCSaqib LaeeqNo ratings yet
- 12 00 Pi SPC 00022Document12 pages12 00 Pi SPC 00022Erdal CanNo ratings yet
- SP 2094Document48 pagesSP 2094ArshadNo ratings yet
- Engr. Alli 30Document112 pagesEngr. Alli 30jahremade jahremade100% (1)
- Ex Plan R2-SignedDocument74 pagesEx Plan R2-SignedZulhilmie BobNo ratings yet
- ELT-01-EP-TS-0007 - Specification For Insulation - R0Document52 pagesELT-01-EP-TS-0007 - Specification For Insulation - R0jorgekarlosprNo ratings yet
- Sizing GasDocument34 pagesSizing GasPaul OhiorNo ratings yet
- VNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecDocument29 pagesVNM-IPGN-PPL-SPC-EDG-0000-00019-00-G03 FBE SpecĐiệnBiênNhâm100% (1)
- A307 6545 104 Enq Rev0Document283 pagesA307 6545 104 Enq Rev0Yogi YuganNo ratings yet
- GF-OGF4-P-39-8001 - Typical Detail For Pipeline Installation Crossing - Rev0 - AFCDocument18 pagesGF-OGF4-P-39-8001 - Typical Detail For Pipeline Installation Crossing - Rev0 - AFCRami KsidaNo ratings yet
- Adani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaDocument34 pagesAdani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaphanikrishnabNo ratings yet
- Specification For Hdpe (3lpe) Coating of Carbon Steel PipesDocument21 pagesSpecification For Hdpe (3lpe) Coating of Carbon Steel PipesDanish MohammedNo ratings yet
- PEGS-12059-COR-055 - Technical Assessment of Coating PlantsDocument26 pagesPEGS-12059-COR-055 - Technical Assessment of Coating PlantsĐiệnBiênNhâmNo ratings yet
- P0620-A-ICCP-PL-DED-SGR-002 - Rev 03Document68 pagesP0620-A-ICCP-PL-DED-SGR-002 - Rev 03Abdul Wajid AliNo ratings yet
- Ras Markaz Crude Oil Park Project (Phase1)Document45 pagesRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILNo ratings yet
- TE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.BDocument12 pagesTE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.Brizwan.zamanNo ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidDocument14 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 09/13/00 EJL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- PEGS-12059-COR-053 - Control by Electrical Measurements of CathodicDocument19 pagesPEGS-12059-COR-053 - Control by Electrical Measurements of CathodicĐiệnBiênNhâmNo ratings yet
- How02 - Z11 - Mec503 - C01 - Oss Piping Matr Class SpecDocument31 pagesHow02 - Z11 - Mec503 - C01 - Oss Piping Matr Class Speckristian100% (1)
- Functional Specification: Eni S.p.ADocument24 pagesFunctional Specification: Eni S.p.AKthiri WaelNo ratings yet
- Saudi Aramco Inspection ChecklistDocument6 pagesSaudi Aramco Inspection Checklistnisha_khanNo ratings yet
- C5000 16 G28 B V04 B02 PDFDocument321 pagesC5000 16 G28 B V04 B02 PDFAhmed OmarNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument23 pagesNational Oil Corporation: Rev Date Description Checked ApprovedRochdi SahliNo ratings yet
- Criteria For Selection of Vendors: 2271 AAA JSM 602 C 1/4Document4 pagesCriteria For Selection of Vendors: 2271 AAA JSM 602 C 1/4NorgjieNo ratings yet
- MKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemDocument16 pagesMKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemĐiệnBiênNhâm100% (1)
- Zohr Development Project: Zohr Onshore - Sulphur Recovery UnitDocument25 pagesZohr Development Project: Zohr Onshore - Sulphur Recovery UnitMohamedNo ratings yet
- 028120-SPL-004 Pipeline Weight Coating Rev. CDocument11 pages028120-SPL-004 Pipeline Weight Coating Rev. CRokan Pipeline100% (1)
- TECHNICALVOLUMEIIAOFIIDocument216 pagesTECHNICALVOLUMEIIAOFIIRanjan KumarNo ratings yet
- MEP-P-ES-003-Fabricated PipingDocument8 pagesMEP-P-ES-003-Fabricated PipingElias EliasNo ratings yet
- Data sheetCExlsDocument1 pageData sheetCExlsElias Elias100% (1)
- Data Sheet Residue Gas Scrubber (V-1110)Document2 pagesData Sheet Residue Gas Scrubber (V-1110)Elias EliasNo ratings yet
- Data Sheet TEG Contactor (V-1100)Document2 pagesData Sheet TEG Contactor (V-1100)Elias EliasNo ratings yet
- Data Sheet Amine Contactor (V-1040)Document2 pagesData Sheet Amine Contactor (V-1040)Elias EliasNo ratings yet
- Coalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Document2 pagesCoalescing Filter: Pressure Vessel Doc. No. Data Sheet EE-ME-DS-001Elias EliasNo ratings yet
- Cover TEG Contactor (V-1100)Document1 pageCover TEG Contactor (V-1100)Elias EliasNo ratings yet
- PSV Report BlockedDocument5 pagesPSV Report BlockedElias EliasNo ratings yet
- Production Pump Sizing P. 0920 A, B, C: CalculationDocument5 pagesProduction Pump Sizing P. 0920 A, B, C: CalculationElias EliasNo ratings yet
- Cover Coalescing Filter (F-9000)Document1 pageCover Coalescing Filter (F-9000)Elias EliasNo ratings yet
- Specific Project SpecificationDocument5 pagesSpecific Project SpecificationElias EliasNo ratings yet
- Project Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateDocument3 pagesProject Client: Pt. Caltex Pacific Indonesia Discipline: Process Engineering Subject: Deliverable List & Manhour EstimateElias EliasNo ratings yet
- Data Sheet TEG-Gas Exchanger (E-5050)Document2 pagesData Sheet TEG-Gas Exchanger (E-5050)Elias EliasNo ratings yet
- Attachment For FireDocument8 pagesAttachment For FireElias EliasNo ratings yet
- Cost Breakdown-Sent To Contractors (ESA Process Review)Document6 pagesCost Breakdown-Sent To Contractors (ESA Process Review)Elias EliasNo ratings yet
- Singgar Mulia Engineering: Vertical Separator Design BasisDocument2 pagesSinggar Mulia Engineering: Vertical Separator Design BasisElias EliasNo ratings yet
- PSV Sizing Report (Fire Case)Document7 pagesPSV Sizing Report (Fire Case)Elias Elias100% (1)
- Piping Pressure Drop and Pump Design Calculation Sheet: PT Ca Ltex Pacific IndonesiaDocument3 pagesPiping Pressure Drop and Pump Design Calculation Sheet: PT Ca Ltex Pacific IndonesiaElias EliasNo ratings yet
- Hazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesDocument13 pagesHazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesElias EliasNo ratings yet
- Hazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesDocument12 pagesHazid Report Form: Project: Drawing Nos Date: Sheet No: Area or System: AttendeesElias EliasNo ratings yet
- UICAFE12815-ENG-CAL-XXXX Rev ADocument23 pagesUICAFE12815-ENG-CAL-XXXX Rev AElias EliasNo ratings yet
- Appendix ADocument38 pagesAppendix AElias EliasNo ratings yet
- Appendix BDocument66 pagesAppendix BElias EliasNo ratings yet
- Appendix ADocument16 pagesAppendix AElias EliasNo ratings yet
- 0708-Q-CC-001 Pipe Stress Calculation From Pipeline To Gas Scrubber Rev BDocument11 pages0708-Q-CC-001 Pipe Stress Calculation From Pipeline To Gas Scrubber Rev BElias EliasNo ratings yet
- 0708-L-CC-002 Pipeline Stress Calculation From GRF Keramasan To AKE Rev BDocument10 pages0708-L-CC-002 Pipeline Stress Calculation From GRF Keramasan To AKE Rev BElias EliasNo ratings yet
- Cosmetics FLOCARE EDocument12 pagesCosmetics FLOCARE EArief ariyansyahNo ratings yet
- Chapter 6 - Ion ChannelsDocument12 pagesChapter 6 - Ion ChannelsntghshrNo ratings yet
- Saaf Porta Scrub - Prod - Mark - SHT - GPF 1 120d NewDocument2 pagesSaaf Porta Scrub - Prod - Mark - SHT - GPF 1 120d NewluisNo ratings yet
- Atom Spectroscopy in Brief From Unit 28, Fundamental of Analytical Chemistry, SkoogDocument11 pagesAtom Spectroscopy in Brief From Unit 28, Fundamental of Analytical Chemistry, SkooggommentNo ratings yet
- JEE Main 2021 Question Paper Chemistry Feb 25 Shift 2Document17 pagesJEE Main 2021 Question Paper Chemistry Feb 25 Shift 2S085 Pranav HNo ratings yet
- Question Bank Unit 12 Aldehydes, Ketones & Carboxylic Acids CLASS-12 (CBSE)Document8 pagesQuestion Bank Unit 12 Aldehydes, Ketones & Carboxylic Acids CLASS-12 (CBSE)Dharshitha100% (1)
- Chapter 3c - Cellulose DerivativesDocument37 pagesChapter 3c - Cellulose DerivativesVanessa LimNo ratings yet
- Buku INDONESIAN KONJAC (10-6-2020)Document67 pagesBuku INDONESIAN KONJAC (10-6-2020)Fat ReyNo ratings yet
- MSE-227 Lecture 1 IntroductionDocument18 pagesMSE-227 Lecture 1 IntroductionsamNo ratings yet
- Hydrogen MsdsDocument7 pagesHydrogen MsdssalcabesNo ratings yet
- Pre-Lab 2Document4 pagesPre-Lab 2thuy duongNo ratings yet
- Mineralogy and PetrologyDocument42 pagesMineralogy and Petrologyudoye kachi100% (1)
- Cohesion (Chemistry) - WikipediaDocument9 pagesCohesion (Chemistry) - WikipediaBashiir NuurNo ratings yet
- Module 1-Review of General ChemistryDocument17 pagesModule 1-Review of General ChemistryMicth Laica BetoyaNo ratings yet
- Buhari, A. (2014, January 25) Science Revision. SlideshareDocument7 pagesBuhari, A. (2014, January 25) Science Revision. SlideshareHannah AlfonsoNo ratings yet
- Chapter-3 Polymer ProfileDocument5 pagesChapter-3 Polymer ProfileRajivNo ratings yet
- Bka T000 Pip SPC Mni 000 00002 00 - J01Document32 pagesBka T000 Pip SPC Mni 000 00002 00 - J01mahdi_gNo ratings yet
- Science 9 Summative Test 1Document2 pagesScience 9 Summative Test 1Ma. Socorro HilarioNo ratings yet
- API - 570 - Study - Notes-2DSDFG CDocument1 pageAPI - 570 - Study - Notes-2DSDFG Cuttam100% (1)
- GGBSDocument20 pagesGGBSratnakarNo ratings yet
- Unctional Filler: Celtix™ Natural Diatomaceous EarthDocument3 pagesUnctional Filler: Celtix™ Natural Diatomaceous Earthkensley oliveiraNo ratings yet
- ICh O39 RU2007 PPDocument180 pagesICh O39 RU2007 PPLê Hoàng MinhNo ratings yet
- Iso 7214 2012Document9 pagesIso 7214 2012GeanNo ratings yet
- What Is A Peva Shower CurtainDocument5 pagesWhat Is A Peva Shower CurtainMumtahina OishyNo ratings yet
- Artículo para ForoDocument7 pagesArtículo para ForoJuan MendozaNo ratings yet
- Sensors: Dissolved Gas Analysis Equipment For Online Monitoring of Transformer Oil: A ReviewDocument21 pagesSensors: Dissolved Gas Analysis Equipment For Online Monitoring of Transformer Oil: A ReviewBaSant Kohli100% (1)
- Hakuform 30-15 Schmierfett: Safety Data SheetDocument6 pagesHakuform 30-15 Schmierfett: Safety Data SheetLuis AyalaNo ratings yet
- Nature Synthesis of SrNbO3Document4 pagesNature Synthesis of SrNbO3Rafael BritoNo ratings yet
- Vitamin Dan SuplemenDocument6 pagesVitamin Dan Suplemenyayang indahNo ratings yet
- Chapter 3Document165 pagesChapter 3Sofonyas KidaneweldNo ratings yet