Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rhein Chemie - Products For Rubber IndustriesDocument36 pagesRhein Chemie - Products For Rubber IndustriesMarcos ROSSINo ratings yet
- Antioxidants - MELROB - RubberDocument6 pagesAntioxidants - MELROB - RubberMarcos ROSSINo ratings yet
- Baypren New Development With Old PolymerDocument30 pagesBaypren New Development With Old PolymerMarcos ROSSINo ratings yet
- Improvement of The Crosslinking of PolychloropreneDocument8 pagesImprovement of The Crosslinking of PolychloropreneMarcos ROSSINo ratings yet
- How Surface Roughness of Mold CavityDocument8 pagesHow Surface Roughness of Mold CavityMarcos ROSSINo ratings yet
- Santoflex (TM) 77PD: Safety Data SheetDocument13 pagesSantoflex (TM) 77PD: Safety Data SheetMarcos ROSSI100% (1)
- Chemicals of High Concern List (Sorted Alphabetically)Document125 pagesChemicals of High Concern List (Sorted Alphabetically)Marcos ROSSINo ratings yet
- Flexsys Santoflex 77PDDocument5 pagesFlexsys Santoflex 77PDMarcos ROSSINo ratings yet
- Vulkanox 3100: IdentificationDocument3 pagesVulkanox 3100: IdentificationMarcos ROSSINo ratings yet
- High Production Volume Status of Chemicals On The 2019Document20 pagesHigh Production Volume Status of Chemicals On The 2019Marcos ROSSINo ratings yet
- MSA 4th EditionDocument54 pagesMSA 4th EditionMarcos ROSSINo ratings yet
- Ubber Hemicals: Flexzone 4L Antioxidant / AntiozonantDocument1 pageUbber Hemicals: Flexzone 4L Antioxidant / AntiozonantMarcos ROSSINo ratings yet
- A2S Phenols AromaticsDocument62 pagesA2S Phenols AromaticsMarcos ROSSINo ratings yet
- Flexzone 4L Antiozonant: TechnicalDocument2 pagesFlexzone 4L Antiozonant: TechnicalMarcos ROSSINo ratings yet
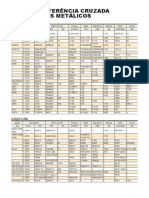
- Lista de Referência Cruzada de Materiais Metálicos: Aço CarbonoDocument4 pagesLista de Referência Cruzada de Materiais Metálicos: Aço CarbonoMarcos ROSSINo ratings yet
- CBSE 10th Science Paper 2024Document23 pagesCBSE 10th Science Paper 2024sujoysarkargurgaonNo ratings yet
- Application Bulletin - Paints and CoatingsDocument2 pagesApplication Bulletin - Paints and CoatingsjoseNo ratings yet
- Testing For Strong Acids and Bases Risk AssessmentDocument1 pageTesting For Strong Acids and Bases Risk AssessmentJulia KaouriNo ratings yet
- Biology PPT Group 5Document15 pagesBiology PPT Group 5Air ConditionerNo ratings yet
- Bic Sodio Tongbai Malan MSDSDocument7 pagesBic Sodio Tongbai Malan MSDSFIORELLA VANESSA MAITA MUCHANo ratings yet
- Quality Report 05 March 2024Document15 pagesQuality Report 05 March 2024avin6645No ratings yet
- October 2023 MsDocument38 pagesOctober 2023 MsNourNo ratings yet
- Operating Instructions Instrucciones de Operación: AC/Rechargeable Beard/Hair TrimmerDocument10 pagesOperating Instructions Instrucciones de Operación: AC/Rechargeable Beard/Hair TrimmerCJRCNo ratings yet
- Lab Normal ValuesDocument5 pagesLab Normal ValuesImee TolentinoNo ratings yet
- Ordinary Members Final List-19-20Document73 pagesOrdinary Members Final List-19-20Fanepel, ldaNo ratings yet
- Practice Paper - 2 2020-21 Class-X Science (086) Time: 3 Hours Maximum Marks: 80 General InstructionsDocument11 pagesPractice Paper - 2 2020-21 Class-X Science (086) Time: 3 Hours Maximum Marks: 80 General InstructionsRatheesh HrishikeshNo ratings yet
- Ammonium Chloride-Reaction EquilibriumDocument6 pagesAmmonium Chloride-Reaction Equilibriumfatemeh afariNo ratings yet
- Mineral Preservatives in The Wood of Stradivari and GuarneriDocument9 pagesMineral Preservatives in The Wood of Stradivari and Guarneriponbohacop100% (1)
- Selecting The Right Cement For: Restoration SuccessDocument9 pagesSelecting The Right Cement For: Restoration SuccessLuciano JesusNo ratings yet
- Exercise - II: (One or More Than One Option Correct)Document3 pagesExercise - II: (One or More Than One Option Correct)mehul pantNo ratings yet
- Ial WCH05 01 Nov19 PDFDocument28 pagesIal WCH05 01 Nov19 PDFsammam mahdi samiNo ratings yet
- Chapter 10Document5 pagesChapter 10Nona PeriarceNo ratings yet
- Advanced Technologies For Ammonia Plants - CASALE GROUPDocument83 pagesAdvanced Technologies For Ammonia Plants - CASALE GROUPWael MansourNo ratings yet
- 9 AshLand Home Care ListDocument20 pages9 AshLand Home Care Listcontentdrive4 drive4No ratings yet
- Edexcel A2 Chemistry Paper 5Document386 pagesEdexcel A2 Chemistry Paper 5AbdulRahman Mustafa100% (1)
- Sensepoint DS01069 V6 0912 EMEAIDocument6 pagesSensepoint DS01069 V6 0912 EMEAIadito junandaNo ratings yet
- 04-200-R1 Silicon Iron AnodesDocument2 pages04-200-R1 Silicon Iron Anodessams1101No ratings yet
- Agilent Application Note 2019 Quantitation of Pesticides in StrawberriesDocument10 pagesAgilent Application Note 2019 Quantitation of Pesticides in StrawberriespeterppsNo ratings yet
- Reaseach Paper For Powder CoatingDocument10 pagesReaseach Paper For Powder CoatingAkshay DhakanNo ratings yet
- Cambridge Secondary Checkpoint - Science (1113) October 2018 Paper 2 Mark SchemeDocument11 pagesCambridge Secondary Checkpoint - Science (1113) October 2018 Paper 2 Mark SchemeMilcah Tesfaye100% (2)
- CIR - Propanediol (1,3-Propandeiol)Document73 pagesCIR - Propanediol (1,3-Propandeiol)Darlene LabuguenNo ratings yet
- Mcat 2021 Spring Study ScheduleDocument12 pagesMcat 2021 Spring Study Schedulel LatimerNo ratings yet
- D4.1 Refrigerants: Regulations: Properties of Industrial Heat Transfer MediaDocument94 pagesD4.1 Refrigerants: Regulations: Properties of Industrial Heat Transfer MediaANo ratings yet
- X-Ray Diffraction Study of LiFePO4 Synthesized by Hydrothermal Method PDFDocument9 pagesX-Ray Diffraction Study of LiFePO4 Synthesized by Hydrothermal Method PDFadalid contrerasNo ratings yet
- Periodic Classification of Elements PDFDocument8 pagesPeriodic Classification of Elements PDFanjupal80% (5)