Download as pdf or txt
You might also like
- Dell Inspiron 15 5567 BAL20 LA-D801P Rev 1.0 (A00) SchematicsDocument61 pagesDell Inspiron 15 5567 BAL20 LA-D801P Rev 1.0 (A00) SchematicsFreddy CachumbaNo ratings yet
- FM 2721 - SM 4Document24 pagesFM 2721 - SM 4VladVeselovskyNo ratings yet
- Syllabus Corso Strategia 2020-21Document7 pagesSyllabus Corso Strategia 2020-21Enri GjondrekajNo ratings yet
- Vinafix - VN Qlm00 La-7841p r05 MB ST 02 Dell Xps14Document65 pagesVinafix - VN Qlm00 La-7841p r05 MB ST 02 Dell Xps14Jonatas Coronado StambouliNo ratings yet
- 2052 9001 040 - Osd2 02Document180 pages2052 9001 040 - Osd2 02babubhaiyya4211No ratings yet
- Blueprint Master Arm Manual V2.0Document6 pagesBlueprint Master Arm Manual V2.0Manoj GuptaNo ratings yet
- DVMS HPHR QuickReferenceGuideFinalv1Document22 pagesDVMS HPHR QuickReferenceGuideFinalv1AbdulSattarNo ratings yet
- 1 Contents of This GuideDocument8 pages1 Contents of This GuidemumerbuttNo ratings yet
- DataLink DL-4000 Manual - Congrav S To DF1Document51 pagesDataLink DL-4000 Manual - Congrav S To DF1Vali PopescuNo ratings yet
- NCP2809 Series Audio Power Amplifier, Stereo Headphone 135 MWDocument26 pagesNCP2809 Series Audio Power Amplifier, Stereo Headphone 135 MWzdjdIDNo ratings yet
- SG1572FD 3C02 31 107 0003Document2 pagesSG1572FD 3C02 31 107 0003wivipa3560No ratings yet
- Continuous Beam: 3B1-1000X350 (SIMILAR 6B1) : Input TablesDocument10 pagesContinuous Beam: 3B1-1000X350 (SIMILAR 6B1) : Input TablesJONHCENA13No ratings yet
- Dell Latitude 7400 MERION 14 AR LA-G871P Rev 1.0 A00 20190305 SchematicDocument109 pagesDell Latitude 7400 MERION 14 AR LA-G871P Rev 1.0 A00 20190305 SchematicNikolaj BNo ratings yet
- Understanding of AlarmsDocument71 pagesUnderstanding of AlarmsAnkita TiwariNo ratings yet
- Electrical & Mechanical Codings N FusesDocument8 pagesElectrical & Mechanical Codings N FusesJaxon MosfetNo ratings yet
- FJM Remocon Module IM EN DB98-33102A-03 170105-1 PDFDocument1 pageFJM Remocon Module IM EN DB98-33102A-03 170105-1 PDFGuzman MorenoNo ratings yet
- E3-1 Rev1 enDocument883 pagesE3-1 Rev1 enSam eagle goodNo ratings yet
- SG1572FD 3C02 31 107 0004Document2 pagesSG1572FD 3C02 31 107 0004wivipa3560No ratings yet
- Dell - Inspiron - 15 - 5567 - BAL20 - LA - D801P - Rev - 1 - 0 - A00 - PDF Schematics (DIAGRAMAS - COM.BR)Document61 pagesDell - Inspiron - 15 - 5567 - BAL20 - LA - D801P - Rev - 1 - 0 - A00 - PDF Schematics (DIAGRAMAS - COM.BR)joe wiillsonNo ratings yet
- Dell Inspiron 15 5567 5767 Compall LA-D801P R1.0-OutputDocument61 pagesDell Inspiron 15 5567 5767 Compall LA-D801P R1.0-OutputriyasNo ratings yet
- BOM For Transformer at Playa LaiyaDocument3 pagesBOM For Transformer at Playa LaiyaHarold de MesaNo ratings yet
- Operations Management Supply Chain (Sumitomo-Motherson Tools)Document13 pagesOperations Management Supply Chain (Sumitomo-Motherson Tools)Aditya ChaudharyNo ratings yet
- c03 Ar f25-79 Sat ReportDocument18 pagesc03 Ar f25-79 Sat ReportSenthilkumaran VenkatasamyNo ratings yet
- Basic Wiring Diagram - Delta VFD-V Series User MaDocument1 pageBasic Wiring Diagram - Delta VFD-V Series User MaPhan Thanh BảoNo ratings yet
- 980802b Dio ModDocument4 pages980802b Dio Modsyed jeelani ahmedNo ratings yet
- An Dispatch 20BDocument6 pagesAn Dispatch 20B11031974didinNo ratings yet
- Bulletin Number 7225: Date: From: Subject: Bizhub PRO 950: 009Document4 pagesBulletin Number 7225: Date: From: Subject: Bizhub PRO 950: 009Adi CiobanuNo ratings yet
- Commissioning Service Department Commissioning Standard Test Formats Description: 132kV BUSBAR & INTEGRATED BF Protection PanelDocument39 pagesCommissioning Service Department Commissioning Standard Test Formats Description: 132kV BUSBAR & INTEGRATED BF Protection PanelsaiNo ratings yet
- Dicom Service Tooldicom Service Tooldicom Service Tool: Orientation Laterality Mammo View CodeDocument2 pagesDicom Service Tooldicom Service Tooldicom Service Tool: Orientation Laterality Mammo View CodephcalvinsxeNo ratings yet
- B752 Illustrated Normal Procedures & ChecklistsDocument30 pagesB752 Illustrated Normal Procedures & ChecklistsguigaselNo ratings yet
- Dell Latitude E4310 Compal LA-5691P SchematicsDocument51 pagesDell Latitude E4310 Compal LA-5691P SchematicsCarlos ZarateNo ratings yet
- Motor Control and PFC Developer's Kit OverviewDocument8 pagesMotor Control and PFC Developer's Kit OverviewSimonca FlorinNo ratings yet
- 491355e-01 GV ProfibusDocument29 pages491355e-01 GV ProfibusPiero FranciaNo ratings yet
- 1 19 Battery Earth Fault RelayDocument4 pages1 19 Battery Earth Fault RelayMuhammad NomanNo ratings yet
- 1 19 Battery Earth Fault RelayDocument4 pages1 19 Battery Earth Fault RelayrazmasoomNo ratings yet
- Combicom Profibus 005800ak014 GBDocument44 pagesCombicom Profibus 005800ak014 GBthanh_cdt01No ratings yet
- TQM - TRG - B-03 - Arrow Diagrm - Rev01 - 20180603Document13 pagesTQM - TRG - B-03 - Arrow Diagrm - Rev01 - 20180603pradeep1987coolNo ratings yet
- Ddta114Ylp: 50V PNP Pre-Biased Small Signal Transistor in Dfn1006Document5 pagesDdta114Ylp: 50V PNP Pre-Biased Small Signal Transistor in Dfn1006alemão limaNo ratings yet
- E9d6f Compal La-A691p r1.0 SchematicsDocument53 pagesE9d6f Compal La-A691p r1.0 Schematicsjoe wiillsonNo ratings yet
- Chapter 13 PPSJ Lecture 1Document26 pagesChapter 13 PPSJ Lecture 1ali aknarNo ratings yet
- DADF - H1 PC - Ir2200Document30 pagesDADF - H1 PC - Ir2200Julio CésarNo ratings yet
- Information - Function of Retrieving DAP Data For CR-IR358CLDocument8 pagesInformation - Function of Retrieving DAP Data For CR-IR358CLAdeel AbbasNo ratings yet
- 39-1 CRM FileDocument4 pages39-1 CRM FileAndrew VlackNo ratings yet
- SG1572FD 3C01 31 107 0002Document2 pagesSG1572FD 3C01 31 107 0002wivipa3560No ratings yet
- Print10 PDFDocument43 pagesPrint10 PDFDr. Amresh NikamNo ratings yet
- SG1572FD 3C01 31 107 0001Document2 pagesSG1572FD 3C01 31 107 0001wivipa3560No ratings yet
- O&M Content Organization: Div-A Div-B Div-C Div-D Div-EDocument1 pageO&M Content Organization: Div-A Div-B Div-C Div-D Div-EYan LaksanaNo ratings yet
- Syncro: Multi Loop Analogue Addressable Fire Control Panel Networking ManualDocument12 pagesSyncro: Multi Loop Analogue Addressable Fire Control Panel Networking ManualКирилл ПавловNo ratings yet
- GRAPHTEC Manual Usuario fc4100 - SeriesDocument169 pagesGRAPHTEC Manual Usuario fc4100 - SeriesJhon Jairo DelgadoNo ratings yet
- NHB NX100 TRB 3.0 PDFDocument257 pagesNHB NX100 TRB 3.0 PDFErwin E. CanalesNo ratings yet
- M-Code Upgrade OptionDocument5 pagesM-Code Upgrade OptionJulio GarciaNo ratings yet
- ServoTSG02 enDocument15 pagesServoTSG02 enLeszek LeszekNo ratings yet
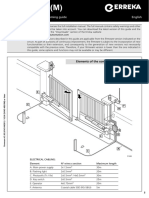
- Quick Installation Guide VIVO-M201 Control Panel PDFDocument4 pagesQuick Installation Guide VIVO-M201 Control Panel PDFShaik SajeedNo ratings yet
- Dell / Compal Confidential: Schematic DocumentDocument4 pagesDell / Compal Confidential: Schematic DocumentAMEN HAG MOSANo ratings yet
- DFS-700 & DFS-700pDocument20 pagesDFS-700 & DFS-700pКонстантин ЯминскийNo ratings yet
- 500d6 Compal LA-5691P PDFDocument51 pages500d6 Compal LA-5691P PDFIon PetruscaNo ratings yet
- PG5 UsDocument2 pagesPG5 Usmuhammadmosab0No ratings yet
- 5G RAN Sharing1.3Document12 pages5G RAN Sharing1.3Cagdas Soy100% (4)
- Dalmore 15 UMA: Compal ConfidentialDocument59 pagesDalmore 15 UMA: Compal ConfidentialTaylor ManuelNo ratings yet
- IC - FAN480X PFC - PWM Combination ControllerDocument19 pagesIC - FAN480X PFC - PWM Combination Controllerkumaran RNo ratings yet
- Micom SI Px40 PSL DétailsDocument21 pagesMicom SI Px40 PSL DétailsahmedNo ratings yet
- Schemi StrategyDocument71 pagesSchemi StrategyEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 12: Single Workstation AnalysisDocument44 pagesAnalysis and Management of Production System: Lesson 12: Single Workstation AnalysisEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 14: Discrete Event SimulationDocument47 pagesAnalysis and Management of Production System: Lesson 14: Discrete Event SimulationEnri GjondrekajNo ratings yet
- Strategy and Organization: Team 19Document12 pagesStrategy and Organization: Team 19Enri GjondrekajNo ratings yet
- 16 Industry 4.0Document72 pages16 Industry 4.0Enri GjondrekajNo ratings yet
- 17 Data AnalysisDocument64 pages17 Data AnalysisEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 19: Operations PerformancesDocument23 pagesAnalysis and Management of Production System: Lesson 19: Operations PerformancesEnri GjondrekajNo ratings yet
- 18 Operations StrategyDocument30 pages18 Operations StrategyEnri GjondrekajNo ratings yet
- 20 - Capacity StrategyDocument28 pages20 - Capacity StrategyEnri GjondrekajNo ratings yet
- 15 Information SystemsDocument57 pages15 Information SystemsEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 07: Process Representation - BPMN DiagramDocument48 pagesAnalysis and Management of Production System: Lesson 07: Process Representation - BPMN DiagramEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 11: Variability of Processing TimeDocument33 pagesAnalysis and Management of Production System: Lesson 11: Variability of Processing TimeEnri GjondrekajNo ratings yet
- Analysis and Management of Production SystemDocument50 pagesAnalysis and Management of Production SystemEnri GjondrekajNo ratings yet
- 13 - Line Analysis - With - SolutionsDocument15 pages13 - Line Analysis - With - SolutionsEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 09: Process Representation - IDEF0 DiagramDocument21 pagesAnalysis and Management of Production System: Lesson 09: Process Representation - IDEF0 DiagramEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 06: Process Representation - Flow Chart and UML Activity DiagramDocument32 pagesAnalysis and Management of Production System: Lesson 06: Process Representation - Flow Chart and UML Activity DiagramEnri GjondrekajNo ratings yet
- Analysis and Management of Production Systems: Lesson 03: Working SequenceDocument27 pagesAnalysis and Management of Production Systems: Lesson 03: Working SequenceEnri GjondrekajNo ratings yet
- Analysis and Management of Production System: Lesson 01: IntroductionDocument15 pagesAnalysis and Management of Production System: Lesson 01: IntroductionEnri GjondrekajNo ratings yet
- 10 Benchmarking With SolutionsDocument57 pages10 Benchmarking With SolutionsEnri GjondrekajNo ratings yet
- 04 Layout Analysis NewDocument57 pages04 Layout Analysis NewEnri GjondrekajNo ratings yet
- 02 Operative Structure Product TreeDocument17 pages02 Operative Structure Product TreeEnri GjondrekajNo ratings yet
- Civil Law and Common Law - SmirneDocument17 pagesCivil Law and Common Law - SmirneEnri GjondrekajNo ratings yet
- ESG e Governance - FAR Lezione PoliTODocument37 pagesESG e Governance - FAR Lezione PoliTOEnri GjondrekajNo ratings yet
- VW BylawsDocument16 pagesVW BylawsEnri GjondrekajNo ratings yet
- SUMMARY OF BUSINESS LAW FedeDocument17 pagesSUMMARY OF BUSINESS LAW FedeEnri GjondrekajNo ratings yet
- 05 - BL - What Is Corporate LawDocument37 pages05 - BL - What Is Corporate LawEnri GjondrekajNo ratings yet
- Connections (Part 1.1) : Eurocode 9: Design of Aluminium StructuresDocument48 pagesConnections (Part 1.1) : Eurocode 9: Design of Aluminium StructuresYashu HandaNo ratings yet
- Skills Standards: Medium/Heavy Duty Truck: Preventative Maintenance Inspection TechnicianDocument9 pagesSkills Standards: Medium/Heavy Duty Truck: Preventative Maintenance Inspection TechnicianonezienNo ratings yet
- Detector Fapt 851Document2 pagesDetector Fapt 851María Elena Huerta CarmonaNo ratings yet
- Supplementary Learning Materials For Junior High School LearnersDocument10 pagesSupplementary Learning Materials For Junior High School LearnersLloyd CajuiganNo ratings yet
- Engine Ajh Awc Mechanics Eng PDFDocument290 pagesEngine Ajh Awc Mechanics Eng PDFNPNo ratings yet
- Ludhiana and Jalandhar CompaniesDocument5 pagesLudhiana and Jalandhar Companiessingh.amardeepNo ratings yet
- Study of Icf Bogie: K.Pavan Kumar Vignan Engg. College HyderabadDocument49 pagesStudy of Icf Bogie: K.Pavan Kumar Vignan Engg. College HyderabadBoby PatelNo ratings yet
- Patent JournalDocument227 pagesPatent JournalChavadhari ratilalNo ratings yet
- KLH - Component Catalogue For Cross Laminated Timber StructuresDocument28 pagesKLH - Component Catalogue For Cross Laminated Timber StructuresIuliaNo ratings yet
- Diagrama Radio Philips 2510Document4 pagesDiagrama Radio Philips 2510Pedro Augusto Roncarolo RivadeneiraNo ratings yet
- Implosive Devices Fact SheetDocument2 pagesImplosive Devices Fact Sheetnenad_medelicNo ratings yet
- Interactive Textile Structures - Lena T.H.Berglin PDFDocument200 pagesInteractive Textile Structures - Lena T.H.Berglin PDFJuan Pablo EspínolaNo ratings yet
- Current Mode DCMDocument3 pagesCurrent Mode DCMDipanjan DasNo ratings yet
- Part's PDFDocument83 pagesPart's PDFClayton FerreiraNo ratings yet
- Cd820 ManualDocument11 pagesCd820 Manualb00seyNo ratings yet
- Entretien Routier Vrai de VraiDocument66 pagesEntretien Routier Vrai de VraiLionel TebonNo ratings yet
- Building Integrated Photovoltaics - p028Document1 pageBuilding Integrated Photovoltaics - p028arunghandwalNo ratings yet
- Chapter 2 Quality CostDocument27 pagesChapter 2 Quality CostCamille BalatbatNo ratings yet
- Expansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method ForDocument3 pagesExpansion of Hydraulic Cement Mortar Bars Stored in Water: Standard Test Method Formohammed ;arasnehNo ratings yet
- Vector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: DynamicsDocument3 pagesVector Mechanics For Engineers: Dynamics Vector Mechanics For Engineers: Dynamicscarl domingoNo ratings yet
- UGM Team Wins IDEA 2016 Industrial Engineering CompetitionDocument2 pagesUGM Team Wins IDEA 2016 Industrial Engineering CompetitionRekí Azura PratamaNo ratings yet
- Modeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersDocument7 pagesModeling and Applications of 3D Flow in Orifice Plate at Low Turbulent Reynolds NumbersLucas BomfimNo ratings yet
- Butress DamDocument11 pagesButress DamTamara Christensen0% (1)
- Subversion (SVN) CheatsheetDocument2 pagesSubversion (SVN) CheatsheetLeo SamaNo ratings yet
- Electrical Clearance in Substation Electrical Notes & ArticlesDocument16 pagesElectrical Clearance in Substation Electrical Notes & Articles4usangeetNo ratings yet
- Sullair Air Compressor Parts CatalogDocument96 pagesSullair Air Compressor Parts Catalogedascribd67% (6)
- Naval Ship Concept DesignDocument78 pagesNaval Ship Concept DesignaminNo ratings yet
- Technical Description Hydraulic Excavator A 934 ' Litronic NEDocument12 pagesTechnical Description Hydraulic Excavator A 934 ' Litronic NELiebherrNo ratings yet
- MCQs Satellite 1 150 OnlyDocument6 pagesMCQs Satellite 1 150 OnlyMoneth PerezNo ratings yet