Download as pdf or txt
You might also like
- P&Id Reverse Osmosis: Shuqaiq 3 Independent Water ProjectDocument20 pagesP&Id Reverse Osmosis: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- Karumel Ex4412: KCC CorporationDocument4 pagesKarumel Ex4412: KCC CorporationABAID ULLAHNo ratings yet
- Cafco Fendolite Mii Application Guidelines PDFDocument23 pagesCafco Fendolite Mii Application Guidelines PDFTanmay GorNo ratings yet
- 01 Samss 042Document38 pages01 Samss 042বিপ্লব পালNo ratings yet
- Material Guide For Horizontal and Vertical In-Line PumpsDocument1 pageMaterial Guide For Horizontal and Vertical In-Line PumpsEr Bishwonath Shah100% (1)
- The Efficacy of Using Dalandan Peel As A ChalkDocument12 pagesThe Efficacy of Using Dalandan Peel As A ChalkWillem James Faustino Lumbang100% (1)
- Tae Evo 015 - 351 EnglDocument39 pagesTae Evo 015 - 351 EnglMantenimientoValdezGutierrezNo ratings yet
- Oil Heater (Oil Heat Converter)Document56 pagesOil Heater (Oil Heat Converter)ayush rawatNo ratings yet
- Dead Cotton TreatmentDocument3 pagesDead Cotton Treatmenthameed010% (1)
- S-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Document13 pagesS-000-1274-0004V - 0 - 0010 Specification For Thermally Sprayed Aluminium (Issued To NSRP)Anonymous nLMJGuNo ratings yet
- TECHNICALVOLUMEIIAOFIIDocument216 pagesTECHNICALVOLUMEIIAOFIIRanjan KumarNo ratings yet
- Pipe CoatingsDocument23 pagesPipe CoatingsIshani Gupta75% (4)
- O252-PI-SP-0126 - C04 - Specification For PaintingDocument26 pagesO252-PI-SP-0126 - C04 - Specification For PaintingBestun AhmedNo ratings yet
- 09 Samss 089Document32 pages09 Samss 089Aravind BabuNo ratings yet
- Materials System SpecificationDocument11 pagesMaterials System SpecificationZubair RaoofNo ratings yet
- GTL-81-01 Rev 03 Protective CoatingsDocument36 pagesGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- Satr H 2004Document1 pageSatr H 2004ravi ajithNo ratings yet
- CP 1 EpgDocument23 pagesCP 1 EpgPravas PadhihariNo ratings yet
- 8474L-000-JSD-2310-001-4-Protective Coatings PDFDocument31 pages8474L-000-JSD-2310-001-4-Protective Coatings PDFDo Quynh100% (2)
- REV 0 Material Selection Diagram MSD Blueprint IncDocument5 pagesREV 0 Material Selection Diagram MSD Blueprint IncJohn Patrick Sanay NunezNo ratings yet
- Final KOC-P-004 Part 7 - Rev 2.docx As On 30.06 KOC Standard For CoatingDocument34 pagesFinal KOC-P-004 Part 7 - Rev 2.docx As On 30.06 KOC Standard For CoatingUbed Kudachi100% (2)
- Cathodic Protection BOMDocument4 pagesCathodic Protection BOManonymous542No ratings yet
- Cold Thermal Insulation SpecificationDocument13 pagesCold Thermal Insulation SpecificationCameliaNo ratings yet
- UL1709 ScopeDocument2 pagesUL1709 ScopeSaravanan PanduranganNo ratings yet
- I HRSGDocument7 pagesI HRSGJayanath Nuwan SameeraNo ratings yet
- 03c EIL MR 3002 dd1059Document146 pages03c EIL MR 3002 dd1059Kalai Selvan100% (1)
- Cathodic Protection Training Course - 2Document103 pagesCathodic Protection Training Course - 2naoufel1706100% (1)
- MOS-RO Pressure Vessel InstallationDocument16 pagesMOS-RO Pressure Vessel InstallationShams TabrezNo ratings yet
- 8474l-000-Jsd-2310-001-2-Protective CoatingDocument31 pages8474l-000-Jsd-2310-001-2-Protective Coatinglebienthuy100% (1)
- ISES CP Report 4Document11 pagesISES CP Report 4Tamer Hesham AhmedNo ratings yet
- Tes H 107 02 R0 PDFDocument31 pagesTes H 107 02 R0 PDFUmair QayyumNo ratings yet
- SAES-L-450 PDF Download - On-Land and Near-Shore Pipelines - PDFYARDocument5 pagesSAES-L-450 PDF Download - On-Land and Near-Shore Pipelines - PDFYARZahidRafiqueNo ratings yet
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document25 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282ZaidiNo ratings yet
- Fusion Bond Epoxy (FBE) Coating RepairsDocument4 pagesFusion Bond Epoxy (FBE) Coating Repairsyasi heeru100% (1)
- 10040 00 133 ES 0003 - rev01保温保冷手册指南 PDFDocument25 pages10040 00 133 ES 0003 - rev01保温保冷手册指南 PDFJimlemonNo ratings yet
- Raychem e CatalogDocument99 pagesRaychem e Catalogarifayee-1No ratings yet
- Installation of Fuel Pipe Line Method Statement - CompressDocument10 pagesInstallation of Fuel Pipe Line Method Statement - Compresscutie paaiNo ratings yet
- Deep Anode SystemsDocument26 pagesDeep Anode Systemsaliyildizx17730No ratings yet
- Sacrificial Anode Cathodic Protection Systems For The Interior Submerged Surfaces of Steel Water Storage TanksDocument32 pagesSacrificial Anode Cathodic Protection Systems For The Interior Submerged Surfaces of Steel Water Storage TanksChristian LeobreraNo ratings yet
- MKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemDocument16 pagesMKS-112-TS-AZ7-RPT-03 - A - Design Report For Internal Corrosion Monitoring SystemĐiệnBiênNhâm100% (1)
- Garnet SpecificationDocument2 pagesGarnet SpecificationskNo ratings yet
- Basic CorrosionDocument16 pagesBasic CorrosionM Syifaut TamamNo ratings yet
- TDS Nitocote EPU Saudi ArabiaDocument4 pagesTDS Nitocote EPU Saudi ArabiaShaikhRizwan100% (1)
- 29001E00Document61 pages29001E00Mohamed GhonaimNo ratings yet
- QCS 2014 - Marker Tape For Underground Power CablesDocument1 pageQCS 2014 - Marker Tape For Underground Power CablesBalaji NaikNo ratings yet
- FBE PowderDocument8 pagesFBE PowderJoseph CortezNo ratings yet
- Sonatrach: Project SpecificationDocument13 pagesSonatrach: Project SpecificationAliZenatiNo ratings yet
- Coating Test With The ISOTEST Holiday Detector PDFDocument6 pagesCoating Test With The ISOTEST Holiday Detector PDFÖzgür TuştaşNo ratings yet
- 18B. Protegol UR 32.55R Data SheetDocument3 pages18B. Protegol UR 32.55R Data SheetClarkFedele27No ratings yet
- Cathodic Protection ProjectDocument6 pagesCathodic Protection Projectjamal AlawsuNo ratings yet
- Standard Direct Buried CableDocument6 pagesStandard Direct Buried CableZeckrey JikurunNo ratings yet
- SAES-H-204 - Procedure For Heat-Shrink Sleeves To Coated PipeDocument32 pagesSAES-H-204 - Procedure For Heat-Shrink Sleeves To Coated Pipeolalekan100% (1)
- 016B - PCP - Rev-4 04.07.2020 R-4Document36 pages016B - PCP - Rev-4 04.07.2020 R-4Aashish MoyalNo ratings yet
- Standards IndexDocument32 pagesStandards IndexDesmond Chang100% (1)
- Tender Specification - Sea WaterDocument12 pagesTender Specification - Sea WaterSuhas NatuNo ratings yet
- Impressed Current Cathodic Protection Design For Eleme Petrochemical 6 and 8'' Pipeline PDFDocument16 pagesImpressed Current Cathodic Protection Design For Eleme Petrochemical 6 and 8'' Pipeline PDFobuseNo ratings yet
- ADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...Document22 pagesADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...aymanNo ratings yet
- NORSOK M 004 S 738v2021 03 - 18Document1 pageNORSOK M 004 S 738v2021 03 - 18noureldinmohammedNo ratings yet
- PIM AgendaDocument1 pagePIM Agendagayas416100% (1)
- HGP-Coating ProcedureDocument115 pagesHGP-Coating ProcedureShamas TabraizNo ratings yet
- Astm C795Document4 pagesAstm C795Nacer Kisy100% (1)
- Incoloy & Monel CorrosionDocument3 pagesIncoloy & Monel CorrosionAbbasNo ratings yet
- Barcoill Hardness Test PDFDocument2 pagesBarcoill Hardness Test PDFProkopNo ratings yet
- BES-L003 - Spec For FBE CoatingDocument12 pagesBES-L003 - Spec For FBE CoatingRamNo ratings yet
- MS A02 S 0002 R00 Epoxy Grout FillingDocument55 pagesMS A02 S 0002 R00 Epoxy Grout FillingRabee BataynehNo ratings yet
- Painting SpecificationDocument27 pagesPainting SpecificationMohamed Thasim100% (1)
- Al-Khobar Seawater Reverse Osmosis 2 Desalination PlantDocument344 pagesAl-Khobar Seawater Reverse Osmosis 2 Desalination PlantABAID ULLAHNo ratings yet
- GDF057-BR002-SPL-02: Operator WestDocument2 pagesGDF057-BR002-SPL-02: Operator WestABAID ULLAHNo ratings yet
- GDF057-BR001-SPL-01: Field ShopDocument2 pagesGDF057-BR001-SPL-01: Field ShopABAID ULLAHNo ratings yet
- KRO2-WM01-S-0702 - Specific Equipment Dimensional Drawings Rev.6Document55 pagesKRO2-WM01-S-0702 - Specific Equipment Dimensional Drawings Rev.6ABAID ULLAHNo ratings yet
- KR02-WQ00-S-8012-Rev D-Air Receiver GAD-Approved (06.05.2021)Document5 pagesKR02-WQ00-S-8012-Rev D-Air Receiver GAD-Approved (06.05.2021)ABAID ULLAHNo ratings yet
- KRO2-WM01-H-0702-Specific Equipment Data Sheet With Its Motor Data Sheet Revd - AADocument46 pagesKRO2-WM01-H-0702-Specific Equipment Data Sheet With Its Motor Data Sheet Revd - AAABAID ULLAHNo ratings yet
- (SA05C1-WV00-S-0013) Cartridge Filter Dimensional Drawing - REVD (AA)Document5 pages(SA05C1-WV00-S-0013) Cartridge Filter Dimensional Drawing - REVD (AA)ABAID ULLAHNo ratings yet
- KRO2-WQ00-M-8038 - Installation, Operating, Maintenance, Commissioning Instructions and Assembling Drawings Rev.0Document126 pagesKRO2-WQ00-M-8038 - Installation, Operating, Maintenance, Commissioning Instructions and Assembling Drawings Rev.0ABAID ULLAHNo ratings yet
- Al-Khobar Seawater Reverse Osmosis 2 Desalination PlantDocument4 pagesAl-Khobar Seawater Reverse Osmosis 2 Desalination PlantABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-43003-01-1: 3. FJ - Field Joint 4. SJ - Shop JointDocument1 pageSA04C2-03-WP-D-43003-01-1: 3. FJ - Field Joint 4. SJ - Shop JointABAID ULLAHNo ratings yet
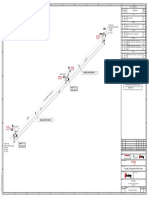
- SA04C2-03-WP-D-43101-01-2: Shuqaiq 3 Independent Water ProjectDocument1 pageSA04C2-03-WP-D-43101-01-2: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- Calibration CertificatesDocument18 pagesCalibration CertificatesABAID ULLAHNo ratings yet
- Tank AlignmentDocument1 pageTank AlignmentABAID ULLAHNo ratings yet
- SA04C2-MS-MET-AAG-0009 Method Statement of Pneumatic Test For SS and GRE PipesDocument11 pagesSA04C2-MS-MET-AAG-0009 Method Statement of Pneumatic Test For SS and GRE PipesABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-42008-01-5: 3. FJ - Field Joint 4. SJ - Shop JointDocument4 pagesSA04C2-03-WP-D-42008-01-5: 3. FJ - Field Joint 4. SJ - Shop JointABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-42101-01-3: Shuqaiq 3 Independent Water ProjectDocument1 pageSA04C2-03-WP-D-42101-01-3: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- Sa04c2 03 WP D 42202 0.2Document2 pagesSa04c2 03 WP D 42202 0.2ABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-42013-01-5: 3. FJ - Field Joint 4. SJ - Shop JointDocument4 pagesSA04C2-03-WP-D-42013-01-5: 3. FJ - Field Joint 4. SJ - Shop JointABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-42201-01-3: Shuqaiq 3 Independent Water ProjectDocument1 pageSA04C2-03-WP-D-42201-01-3: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- SA04C2-MS-MET-AAG-0009 Rev 01 Method Statement of Pneumatic Test For SS and GRE PipesDocument11 pagesSA04C2-MS-MET-AAG-0009 Rev 01 Method Statement of Pneumatic Test For SS and GRE PipesABAID ULLAHNo ratings yet
- SA04C2-MS-MET-AAG-0014 - REV-00 MS For Loading and Unloading of Ss Pipes and Material Using Over Head CraneDocument9 pagesSA04C2-MS-MET-AAG-0014 - REV-00 MS For Loading and Unloading of Ss Pipes and Material Using Over Head CraneABAID ULLAHNo ratings yet
- 19pv0379-Bikar ProcedureDocument4 pages19pv0379-Bikar ProcedureABAID ULLAHNo ratings yet
- SA04C2-03-WP-D-42103-01-1: Shuqaiq 3 Independent Water ProjectDocument1 pageSA04C2-03-WP-D-42103-01-1: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- Sa04c2 03 WP D 42102 0.2Document2 pagesSa04c2 03 WP D 42102 0.2ABAID ULLAHNo ratings yet
- Manometer MEI 0-25 BAR 19166307122330Document1 pageManometer MEI 0-25 BAR 19166307122330ABAID ULLAHNo ratings yet
- SA04C2-MS-MET-AAG-00022 MS For Wrapping and Lining of CS PipeDocument16 pagesSA04C2-MS-MET-AAG-00022 MS For Wrapping and Lining of CS PipeABAID ULLAHNo ratings yet
- Manometer MEI 0-25 BAR 19166307122330Document1 pageManometer MEI 0-25 BAR 19166307122330ABAID ULLAHNo ratings yet
- 270 S.J. S.J.: ID QTY DN Description Sch/Cla SSDocument2 pages270 S.J. S.J.: ID QTY DN Description Sch/Cla SSABAID ULLAHNo ratings yet
- Solutions To 7.012 Problem Set 1Document4 pagesSolutions To 7.012 Problem Set 1attiqueNo ratings yet
- Cognis College: Fatty AcidsDocument22 pagesCognis College: Fatty AcidsRidhuan Dion100% (4)
- UntitledDocument491 pagesUntitledAlineNo ratings yet
- Dual Modular Safety Shutoff Valves DMV-D/602 Series DMV-DLE/602 SeriesDocument6 pagesDual Modular Safety Shutoff Valves DMV-D/602 Series DMV-DLE/602 SeriesAlEjAnDrO CoNtReRaSNo ratings yet
- Semi Detailed Lesson PlanDocument2 pagesSemi Detailed Lesson PlanGodwin Jerome ReyesNo ratings yet
- PPT12 Global Warming and Climate ChangeDocument57 pagesPPT12 Global Warming and Climate ChangeJamaica DavidNo ratings yet
- HW#1Document7 pagesHW#1Kristianne Mae EchavezNo ratings yet
- MedicinaDocument73 pagesMedicinachubura_je_raj100% (1)
- A307 10Document6 pagesA307 10solrac4371No ratings yet
- Crystal DefectsDocument3 pagesCrystal DefectsixbreakxawayNo ratings yet
- Introduction and History (Week 1)Document53 pagesIntroduction and History (Week 1)Ali Daniyal AwanNo ratings yet
- B D L. H: Y Avid UNTDocument5 pagesB D L. H: Y Avid UNTaleaaxNo ratings yet
- Nanotechnology Fabrication MethodsDocument15 pagesNanotechnology Fabrication Methodspaula posadaNo ratings yet
- Job-1 Speedy MoistureDocument7 pagesJob-1 Speedy MoistureUmair JuttNo ratings yet
- Astm e 100Document32 pagesAstm e 100abualamalNo ratings yet
- Catalytic Decomposition Processes of OzoneDocument7 pagesCatalytic Decomposition Processes of OzoneAlaa AdelNo ratings yet
- 1.1 - Atomic - Structure - NiveenDocument41 pages1.1 - Atomic - Structure - NiveenMariamNo ratings yet
- EfflorescenceDocument2 pagesEfflorescenceMihaiu AdrianNo ratings yet
- Metals 107908 PDFDocument20 pagesMetals 107908 PDFiban tecnaliaNo ratings yet
- Heat and Thermodynamics Notes PDFDocument13 pagesHeat and Thermodynamics Notes PDFRishi RajNo ratings yet
- ASA SeriesDocument43 pagesASA SeriesdzungNo ratings yet
- Weld Inspection and RepairDocument23 pagesWeld Inspection and RepairIlter KocamanNo ratings yet
- Delivery and Targeting of Therapeutic Proteins Using Colloidal Carrier ParticlesDocument22 pagesDelivery and Targeting of Therapeutic Proteins Using Colloidal Carrier Particlesviva1820No ratings yet
- Carbocoat 8239: Selection & Specification DataDocument4 pagesCarbocoat 8239: Selection & Specification DataSHAIK ASIMUDDINNo ratings yet
- Soldering Brazing and Braze WeldingDocument25 pagesSoldering Brazing and Braze WeldingNaram Appanna100% (1)
- Prelim Set 1, Class X Physics Cbse FinalDocument8 pagesPrelim Set 1, Class X Physics Cbse FinalroythomascNo ratings yet