Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5835)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Eastman Kodak's Quest For A Digital FutureDocument2 pagesEastman Kodak's Quest For A Digital FutureSiddhi Gode100% (1)
- MBA Project On Employee Welfare MeasuresDocument92 pagesMBA Project On Employee Welfare MeasuresJebin Jacob93% (15)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bitwala Bank StatamentDocument1 pageBitwala Bank StatamentPritom NasirNo ratings yet
- Module 6-7. Cross - Cultural Issues in Servqual. (THCC 216)Document4 pagesModule 6-7. Cross - Cultural Issues in Servqual. (THCC 216)MARITONI MEDALLANo ratings yet
- Programme HandbookDocument156 pagesProgramme HandbookABHIRAM MOLUGUNo ratings yet
- BCRR Forms - Transaction Form 1 - 1Document2 pagesBCRR Forms - Transaction Form 1 - 1Pareng EdzNo ratings yet
- Advocacy On Anti Investment Scams ADZU 2022Document29 pagesAdvocacy On Anti Investment Scams ADZU 2022Ridz TingkahanNo ratings yet
- Supply Chain Model of AMULDocument10 pagesSupply Chain Model of AMULNandu9990% (1)
- Cielo Breez User ManualDocument16 pagesCielo Breez User Manualrafael_figueroaNo ratings yet
- HolcimLogistic Content CS5 FA 1358Document95 pagesHolcimLogistic Content CS5 FA 1358Novianta KuswandiNo ratings yet
- Chapter-One: Introduction of The ReportDocument44 pagesChapter-One: Introduction of The ReportNafiz FahimNo ratings yet
- Free Reiki Manual Del Terapeuta ProfesionalDocument2 pagesFree Reiki Manual Del Terapeuta ProfesionalJose W Ramos CNo ratings yet
- Articles in SAP IS RetailDocument9 pagesArticles in SAP IS RetailEklavya Bansal100% (6)
- For MeDocument3 pagesFor MeThơ Nguyễn Thị NhãNo ratings yet
- WW - Simplebooking.travel All Rights Reserved 2021-2024 Lovely Crafted in Florence BT QNT Simple BookingDocument74 pagesWW - Simplebooking.travel All Rights Reserved 2021-2024 Lovely Crafted in Florence BT QNT Simple BookingMohammad FawziNo ratings yet
- B-8-Shop House Patte'NeDocument19 pagesB-8-Shop House Patte'NeNural faridziNo ratings yet
- BH Tif08Document24 pagesBH Tif08Andres R. OlguinNo ratings yet
- Founder's Guide To b2b SalesDocument60 pagesFounder's Guide To b2b SalesdesignerskreativNo ratings yet
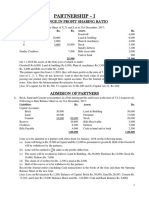
- Partnership - I: Change in Profit Sharing RatioDocument33 pagesPartnership - I: Change in Profit Sharing RatioUjjwal BeriwalNo ratings yet
- GBEPM 520-Project Resource SchedulingDocument24 pagesGBEPM 520-Project Resource SchedulingGovat PhiriNo ratings yet
- Operation ManagementDocument35 pagesOperation ManagementJayvee Joble BigataNo ratings yet
- KPMG Is A Mob of Cheats.Document8 pagesKPMG Is A Mob of Cheats.Michael SmithNo ratings yet
- JJLPCH07Document2 pagesJJLPCH07Gwen BrossardNo ratings yet
- Report On NMB Bank Limited: HIRE Verified WriterDocument24 pagesReport On NMB Bank Limited: HIRE Verified WriterSantosh ChhetriNo ratings yet
- Artificial Intelligence: Its Merits and Demerits Outline 1. IntroductionDocument7 pagesArtificial Intelligence: Its Merits and Demerits Outline 1. Introductionshahzeb_malik93No ratings yet
- Global e MarketingDocument13 pagesGlobal e MarketingSharan BiradarNo ratings yet
- Unit 2 - National IncomeDocument35 pagesUnit 2 - National IncomeShipra Sudeshna Rohini MinzNo ratings yet
- Abnormal Economics in The Health Sector Harvard University Abnormal EconomicsDocument15 pagesAbnormal Economics in The Health Sector Harvard University Abnormal EconomicsRajat BhandariNo ratings yet
- 8 - PP V Diaz Conde Digest 1922Document2 pages8 - PP V Diaz Conde Digest 1922Digesting FactsNo ratings yet
- April 12, 2023 April 30, 2023: Credit Card StatementDocument4 pagesApril 12, 2023 April 30, 2023: Credit Card StatementRaja KumarNo ratings yet