Download as docx, pdf, or txt
You might also like
- Stone HavenDocument52 pagesStone Havenapi-385359960% (10)
- Case 3 - P&GDocument4 pagesCase 3 - P&GNereaNo ratings yet
- TWI Case Study Model AnswerDocument11 pagesTWI Case Study Model AnswerKrito HdezNo ratings yet
- (2004) Supplier Management Handbook - James L. BossertDocument308 pages(2004) Supplier Management Handbook - James L. BossertPavel Collado100% (2)
- Determination of Initial Setting Time of Cement With Vicat's Apparatus (ASTM C191 - 04b) .Document15 pagesDetermination of Initial Setting Time of Cement With Vicat's Apparatus (ASTM C191 - 04b) .Zahim Harki100% (1)
- Bastidas HW 8 Chap 6Document4 pagesBastidas HW 8 Chap 6Jenifer Lopez SuarezNo ratings yet
- Swot Analysis of FebrezeDocument4 pagesSwot Analysis of Febrezemedlej70No ratings yet
- Supply Chain Management of Pak Suzuki Motor PVT Ltd.Document37 pagesSupply Chain Management of Pak Suzuki Motor PVT Ltd.shanesmith1267% (9)
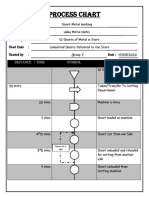
- Process Chart: Distance - Time Symbol ExplanationDocument5 pagesProcess Chart: Distance - Time Symbol ExplanationDEEPAK YNo ratings yet
- Upper Spring Holder FIXDocument7 pagesUpper Spring Holder FIXrifkyNo ratings yet
- Drilling PDFDocument32 pagesDrilling PDFاحمد عمر حديدNo ratings yet
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument10 pagesME6005/Process Planning & Cost Estimation Year/sem:IV/VIIvengadeshNo ratings yet
- Piping Course MaterialDocument29 pagesPiping Course MaterialLOKESHNo ratings yet
- Standard Work Combination TablesDocument14 pagesStandard Work Combination Tablescoolpawan10No ratings yet
- NAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Document5 pagesNAME: Pipaliya Praharsh Admission No.: U18ME066 Experiment No.: 3Shubham BorseNo ratings yet
- EscalatorDocument10 pagesEscalatorbernabasNo ratings yet
- F2014 Ocf LTR DF 00075Document4 pagesF2014 Ocf LTR DF 00075Ahmed RamadanNo ratings yet
- Krajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)Document13 pagesKrajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)dandrNo ratings yet
- Solution Sample ProblemsDocument6 pagesSolution Sample ProblemsKartik MittalNo ratings yet
- Johnson's Rule ProblemDocument11 pagesJohnson's Rule ProblemAvik DasNo ratings yet
- Labor Hour Rate (Factory O/H / No of Labor Hours Worked)Document7 pagesLabor Hour Rate (Factory O/H / No of Labor Hours Worked)deepakgokuldasNo ratings yet
- Academic Block Area Calculation: Function Capacity NosDocument19 pagesAcademic Block Area Calculation: Function Capacity NosAppzNo ratings yet
- Johnson'S Rule For Sequencing of N' JobsDocument11 pagesJohnson'S Rule For Sequencing of N' JobsAlok PandeyNo ratings yet
- Daily Adit 3 - Up Stream (15 - 21 Mar 2021)Document29 pagesDaily Adit 3 - Up Stream (15 - 21 Mar 2021)reza rNo ratings yet
- Built-Up Rates: Concrete WorkDocument18 pagesBuilt-Up Rates: Concrete Worksyazwan_badboyzNo ratings yet
- Homework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Document8 pagesHomework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Quynh Chau TranNo ratings yet
- Cutting Lab Rep3 HelicalDocument9 pagesCutting Lab Rep3 Helicalmow3434reNo ratings yet
- Card Eff and Prod CalcDocument12 pagesCard Eff and Prod CalcDemesew KukubaNo ratings yet
- Sample Demonstration of Process Design in Manufacturing of Steel ElementDocument62 pagesSample Demonstration of Process Design in Manufacturing of Steel ElementsoulortNo ratings yet
- Stonehaven - 20F127 - Manish ThakurDocument5 pagesStonehaven - 20F127 - Manish Thakursrijiet agarwal100% (1)
- Assembly-Line Balancing: A Valuable Tool For Increasing EfficiencyDocument20 pagesAssembly-Line Balancing: A Valuable Tool For Increasing Efficiencyaqsa imranNo ratings yet
- RMK 234 - Excavation EarthworkDocument16 pagesRMK 234 - Excavation EarthworkTEE Yu Yang TEENo ratings yet
- Process Flow Chart 1Document2 pagesProcess Flow Chart 1shantanuNo ratings yet
- Lab Report PDFDocument14 pagesLab Report PDFMD Al-AminNo ratings yet
- Built Up Rate: FormworkDocument11 pagesBuilt Up Rate: Formworksyazwan_badboyz100% (2)
- ASSIGNMENTDocument20 pagesASSIGNMENTLong Nguyễn PhiNo ratings yet
- ME3201Document4 pagesME3201Md. Tariqul Islam MunnaNo ratings yet
- Ch14Document5 pagesCh14Misbah NiamatNo ratings yet
- A9 GroupAssignment Draft OMDocument7 pagesA9 GroupAssignment Draft OMsomechnitjNo ratings yet
- 3.TQSX De-StonerDocument11 pages3.TQSX De-StonerCrhistian MadrigalNo ratings yet
- Unit-10 Time and Cost AnalysisDocument29 pagesUnit-10 Time and Cost AnalysisFaizanNo ratings yet
- Plate Bearing TestDocument11 pagesPlate Bearing TestKelvin Lau100% (1)
- KinematicsDocument51 pagesKinematicsDecklinNo ratings yet
- CH3510 Mechanical Operations Lab Chemical Engineering: Experiment No: 1Document32 pagesCH3510 Mechanical Operations Lab Chemical Engineering: Experiment No: 1Manoj TholupunuriNo ratings yet
- Estimation 2 Site WorkDocument36 pagesEstimation 2 Site WorkAryamaan SinghNo ratings yet
- Chapter Eight Tolerance ChartsDocument37 pagesChapter Eight Tolerance ChartsslitantNo ratings yet
- Process Costing ProjectDocument7 pagesProcess Costing ProjectMathew KanichayNo ratings yet
- ME8793 Process Planning and Cost EStimation UNIT 5 QBDocument10 pagesME8793 Process Planning and Cost EStimation UNIT 5 QBLEO PRAVIN PNo ratings yet
- DAC542DigitalApplicationsinProject Management (Advance Excel)Document25 pagesDAC542DigitalApplicationsinProject Management (Advance Excel)jayantNo ratings yet
- Calculation of Efficiency & Route Design1Document4 pagesCalculation of Efficiency & Route Design1Emson ChitsungoNo ratings yet
- Part A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Document19 pagesPart A (Answer All Questions) Question 1 (20 Marks) : Material To Remove 30.0 70.0 40.0Shah MalikNo ratings yet
- Detention Pond 1Document97 pagesDetention Pond 1عصام السامرائي100% (1)
- Assembly Line BalancingDocument5 pagesAssembly Line Balancingabhijitsamanta1100% (1)
- Component Data - Processing CostDocument1 pageComponent Data - Processing CostZarana BhattNo ratings yet
- HW4 2013 Solution Heat TransferDocument5 pagesHW4 2013 Solution Heat TransferAlbert StarkNo ratings yet
- TPM - Kenji Takemura PDFDocument119 pagesTPM - Kenji Takemura PDFtrungNo ratings yet
- Scale Up Plan CuttingDocument9 pagesScale Up Plan CuttingbhadavNo ratings yet
- Fourth SemesterDocument18 pagesFourth SemesterGopinath NarayananNo ratings yet
- Week 4 TutoDocument9 pagesWeek 4 Tutomtas97No ratings yet
- TOPIC 6 Built Up Rate ExcavationDocument15 pagesTOPIC 6 Built Up Rate ExcavationElyana Syafika100% (3)
- I00 IntroductionDocument5 pagesI00 Introductionj.fernandezcamaNo ratings yet
- زنجيره تلرانسيDocument65 pagesزنجيره تلرانسيAmir HouNo ratings yet
- ITIL V3 RoadshowDocument137 pagesITIL V3 RoadshowMahya BagheriNo ratings yet
- 1) MCQ Test On Chapter1 - GC-06Document8 pages1) MCQ Test On Chapter1 - GC-06Kalpeshkumar PatilNo ratings yet
- Marketing ConsolidatedDocument382 pagesMarketing ConsolidatedMaruthiNo ratings yet
- SAP ProjectDocument119 pagesSAP ProjectSiyaNo ratings yet
- Welding of AluminiumDocument68 pagesWelding of Aluminiums_m_taheriNo ratings yet
- 32QF Certification of Compliance RPMS Cycle IiiDocument2 pages32QF Certification of Compliance RPMS Cycle IiiTine CristineNo ratings yet
- Module 7Document4 pagesModule 7arcelio emiyaNo ratings yet
- 3-SCOR - Model - PRIMERA PARTEDocument80 pages3-SCOR - Model - PRIMERA PARTEjose floresNo ratings yet
- AMK-1 (Dec-2020)Document4 pagesAMK-1 (Dec-2020)Sudarshan BhatNo ratings yet
- Harvard Business Review On Innovation: ARPIT SHARMA-01416603909Document12 pagesHarvard Business Review On Innovation: ARPIT SHARMA-01416603909Arpit SharmaNo ratings yet
- 2017 Dec HomefurniDocument12 pages2017 Dec HomefurniAstra CloeNo ratings yet
- Sample IntroductionDocument1 pageSample IntroductionJojie GenayasNo ratings yet
- Muhammad Saghir-CV 2023Document2 pagesMuhammad Saghir-CV 2023AdkhanNo ratings yet
- Chapter 2Document37 pagesChapter 2thu phanNo ratings yet
- Process Improvement & Six SigmaDocument42 pagesProcess Improvement & Six SigmaKentucky19100% (1)
- Supply Chain Management - Pgfa1941Document9 pagesSupply Chain Management - Pgfa1941Ravina SinghNo ratings yet
- Asmita PR Strategy.Document9 pagesAsmita PR Strategy.alexNo ratings yet
- 14 Influencer MarketingDocument41 pages14 Influencer MarketingAntara PhukanNo ratings yet
- SAP FI - Coll 10Document4 pagesSAP FI - Coll 10jdineshNo ratings yet
- Types of RetailingDocument6 pagesTypes of RetailingAbhilasha SinghNo ratings yet
- Kissflow For Logistics - Industry FrameworkDocument9 pagesKissflow For Logistics - Industry FrameworkJuan PardoNo ratings yet
- Division 05-Metal - 050513, 050523, 055000Document62 pagesDivision 05-Metal - 050513, 050523, 055000rmltechnicalservicesNo ratings yet
- Sanchez Peak FinalsDocument17 pagesSanchez Peak FinalsCommitted ZealotNo ratings yet
- Root Cause AnalysisDocument16 pagesRoot Cause AnalysisPat TejNo ratings yet
- The Illustrated Lean Agile and World Class Manufacturing Cookbook 2008 08 20Document107 pagesThe Illustrated Lean Agile and World Class Manufacturing Cookbook 2008 08 20Francois de Villiers100% (46)
- Chapter 3Document1 pageChapter 3linhphammatlzNo ratings yet