Download as docx, pdf, or txt
You might also like
- 57:020 Mechanics of Fluids and Transport ProcessesDocument5 pages57:020 Mechanics of Fluids and Transport ProcessesWillian CorreaNo ratings yet
- Heat Exchanger Sample Report 2018Document55 pagesHeat Exchanger Sample Report 2018RahulSrivastava100% (1)
- PID Tuning Tips - The Fast Way To Tune Slow LoopsDocument4 pagesPID Tuning Tips - The Fast Way To Tune Slow Loopstomaz_filhoNo ratings yet
- Tuning of PID Controller: What Is A PID Control?Document4 pagesTuning of PID Controller: What Is A PID Control?Mohammad HussnainNo ratings yet
- Pid PDFDocument22 pagesPid PDFmansoorNo ratings yet
- Pid Tuning ClassicalDocument18 pagesPid Tuning ClassicalVo Quang HuyNo ratings yet
- Fuzzy Self Tuning of PID Controller For Multivariable ProcessDocument5 pagesFuzzy Self Tuning of PID Controller For Multivariable ProcessJournal of ComputingNo ratings yet
- Controller TuningDocument5 pagesController TuningSubham SikdarNo ratings yet
- Control Lab Manual PDFDocument40 pagesControl Lab Manual PDFKareem TarekNo ratings yet
- Lab Report CompleteDocument30 pagesLab Report Completefahadfiaz0% (1)
- Ayat PDFDocument13 pagesAyat PDFMariam AliNo ratings yet
- Refrig LBDocument8 pagesRefrig LBMuhammad HafeezNo ratings yet
- Furnace Press Control Process htgts6 PDFDocument2 pagesFurnace Press Control Process htgts6 PDFAhmad DaoodNo ratings yet
- (Ebook) Tuning of Fuzzy Pid Controllers PDFDocument22 pages(Ebook) Tuning of Fuzzy Pid Controllers PDFJessica VélezNo ratings yet
- Solar Dessicant Air Conditioning PosterDocument1 pageSolar Dessicant Air Conditioning PosterAmit PrakashNo ratings yet
- New Microsoft Office Word DocumentDocument15 pagesNew Microsoft Office Word DocumentSwapnil RaulNo ratings yet
- Sistema de Control 2Document98 pagesSistema de Control 2Esteban CastellanoNo ratings yet
- Hvac ExperimentDocument9 pagesHvac ExperimentShadan MuNo ratings yet
- Process Temperature Control Using PID and LabVIEWDocument17 pagesProcess Temperature Control Using PID and LabVIEWManish SinghNo ratings yet
- Tuning of PID Controllers: I Am Responsible of This NameDocument8 pagesTuning of PID Controllers: I Am Responsible of This Nameata lonNo ratings yet
- Electronic Instrumentation & Control SystemsDocument76 pagesElectronic Instrumentation & Control SystemsshahnawazuddinNo ratings yet
- Fluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing ElbowDocument56 pagesFluent Tutorial 1 - Fluid Flow and Heat Transfer in A Mixing Elbowklausosho100% (1)
- Process Control Lab ManualDocument30 pagesProcess Control Lab ManualAkash Sundar50% (2)
- Process Dynamics and Control Experiment 5 Heat Exchanger Process Control Lab ReportDocument25 pagesProcess Dynamics and Control Experiment 5 Heat Exchanger Process Control Lab Reportfareez aqmalNo ratings yet
- Pressure Control تقريرDocument14 pagesPressure Control تقريرali salmanNo ratings yet
- Illustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemDocument22 pagesIllustrative Example: A Blending Process: An Unsteady-State Mass Balance For The Blending SystemHermes Yesser Pantoja CarhuavilcaNo ratings yet
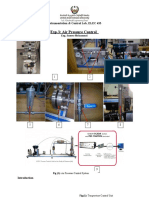
- Exp3 - Air Pressure ControlDocument8 pagesExp3 - Air Pressure ControlDon LawrenceNo ratings yet
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDocument36 pagesSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNo ratings yet
- Refrigration Saving HeatDocument39 pagesRefrigration Saving HeatTanviNo ratings yet
- Exp-40 Part2Document22 pagesExp-40 Part2Ahmet Samet ÖzdilekNo ratings yet
- Cascade TuningDocument18 pagesCascade TuningDidik Riswanto100% (1)
- Pump Sizing Calculator GuideDocument18 pagesPump Sizing Calculator GuideK LandryNo ratings yet
- Lid Driven CavityDocument24 pagesLid Driven CavityShashank MishraNo ratings yet
- Process Control NotesDocument30 pagesProcess Control NotesRyle ArbonNo ratings yet
- Assistant Professor Dr. Khalaf S Gaeid: Electrical Engineering Department/Tikrit UniversityDocument39 pagesAssistant Professor Dr. Khalaf S Gaeid: Electrical Engineering Department/Tikrit Universityaditee saxenaaNo ratings yet
- Pressure Measuring InstrumentsDocument7 pagesPressure Measuring Instrumentspaves007No ratings yet
- Electric Drives and Controls Pneumatics Service Linear Motion and Assembly Technologies HydraulicsDocument102 pagesElectric Drives and Controls Pneumatics Service Linear Motion and Assembly Technologies HydraulicsAnderson ThiagoNo ratings yet
- De Super HeaterDocument2 pagesDe Super HeatergateauxboyNo ratings yet
- Air Flow Detector Circuit.Document1 pageAir Flow Detector Circuit.elvergonzalez1No ratings yet
- PT326Document12 pagesPT326Asok Suthakar50% (2)
- Simulation of Distillation For ACETONE-BENZENE-CHLOROFORMDocument8 pagesSimulation of Distillation For ACETONE-BENZENE-CHLOROFORMfjcgNo ratings yet
- Design and Tuning of A Ratio ControllerDocument13 pagesDesign and Tuning of A Ratio ControllerEzgi CoşkunNo ratings yet
- On Off Level Control ProcessDocument16 pagesOn Off Level Control ProcessAndrew NabilNo ratings yet
- Control Strategies For Water Level Control of Two Tank System 11 AugDocument7 pagesControl Strategies For Water Level Control of Two Tank System 11 AugGJESRNo ratings yet
- Transient and Steady-State Response AnalysisDocument9 pagesTransient and Steady-State Response Analysisfarouq_razzaz2574No ratings yet
- Water LevelDocument36 pagesWater LevelPreet ChahalNo ratings yet
- Introduction To The Fundamentals of Control System ECEDocument68 pagesIntroduction To The Fundamentals of Control System ECEEdward FernandezNo ratings yet
- Normally Open Normally CloseDocument3 pagesNormally Open Normally Closetotoq51100% (1)
- Ys 1700 SettingsDocument4 pagesYs 1700 SettingsvjNo ratings yet
- Expt. 4 - Pressure ControlDocument16 pagesExpt. 4 - Pressure Controlpleco4meNo ratings yet
- Bezier Curve Paper-3Document9 pagesBezier Curve Paper-3nurussalamNo ratings yet
- Psychrometric ChartsDocument12 pagesPsychrometric ChartsDhanyaUnniNo ratings yet
- C1-Basics of Intrumentation & Control EngDocument137 pagesC1-Basics of Intrumentation & Control EngNicolai CeloNo ratings yet
- Experiment 2 Cooling TowerDocument2 pagesExperiment 2 Cooling TowerEdin AbolenciaNo ratings yet
- Cascade ControlDocument26 pagesCascade ControlIwan R S100% (1)
- Distillation Notes 2011Document40 pagesDistillation Notes 2011samuelgranthamNo ratings yet
- ACTUATION SYSTEMS Unit 2Document40 pagesACTUATION SYSTEMS Unit 2RamanathanDurai100% (2)
- Pid Temperature ControlDocument6 pagesPid Temperature ControlAnonymous OpRuX6VNo ratings yet
- How To Manually Tune A Three-Mode PID ControllerDocument5 pagesHow To Manually Tune A Three-Mode PID ControllerlorenzoNo ratings yet
- PID Theory Explained, Komplett PDFDocument5 pagesPID Theory Explained, Komplett PDFThierry BaudorreNo ratings yet
- Scada RtuDocument7 pagesScada RtuBộ Môn DieuKhienhocNo ratings yet
- On A Reliability of Tree Like Transportation NetworksDocument9 pagesOn A Reliability of Tree Like Transportation NetworksBộ Môn DieuKhienhocNo ratings yet
- Linear Control Technique For Anti-Lock BDocument5 pagesLinear Control Technique For Anti-Lock BBộ Môn DieuKhienhocNo ratings yet
- Optimal Driving Strategies For A Train JDocument12 pagesOptimal Driving Strategies For A Train JBộ Môn DieuKhienhocNo ratings yet
- Speed Control of A Single Taipei Mass RaDocument9 pagesSpeed Control of A Single Taipei Mass RaBộ Môn DieuKhienhocNo ratings yet
- Hierarchical Decomposition Methods ForDocument18 pagesHierarchical Decomposition Methods ForBộ Môn DieuKhienhocNo ratings yet
- Chassis Control Systems:: slip= v−ωr v ωr ωr=v ωDocument5 pagesChassis Control Systems:: slip= v−ωr v ωr ωr=v ωBộ Môn DieuKhienhocNo ratings yet
- Vehicle BLDC PTVTDocument87 pagesVehicle BLDC PTVTBộ Môn DieuKhienhocNo ratings yet
- Railway Timetabling From An Operations RDocument25 pagesRailway Timetabling From An Operations RBộ Môn DieuKhienhocNo ratings yet
- (Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)Document462 pages(Methods in Molecular Biology 823) Stacy M. Cowherd (Auth.), Virginia Espina, Lance A. Liotta (Eds.) - Molecular Profiling - Methods and Protocols (2012, Humana Press)ashutosh pandey100% (1)
- Mathematics Grade 7 QuestionsDocument23 pagesMathematics Grade 7 QuestionsnurucareinternationalNo ratings yet
- L6 - (JLD 2.0) - Basic Mathematics - 5th MayDocument64 pagesL6 - (JLD 2.0) - Basic Mathematics - 5th MayAyesha SinghNo ratings yet
- Seminar PPT by Vinay RanaDocument24 pagesSeminar PPT by Vinay RanaHarshita RanaNo ratings yet
- Livelihood Strategies Sustaining Household Food SecurityDocument121 pagesLivelihood Strategies Sustaining Household Food SecurityMesfin GetachewNo ratings yet
- Disaster Education Communication and Engagement Dufty Full ChapterDocument67 pagesDisaster Education Communication and Engagement Dufty Full Chapteralfonso.woodford867100% (15)
- The Compassionate Mind - Association For Psychological ScienceDocument5 pagesThe Compassionate Mind - Association For Psychological ScienceLTenzinNo ratings yet
- CONCLUSION ZaraDocument2 pagesCONCLUSION ZaraThevhan MurallyNo ratings yet
- Daftar Pustaka - 2 PDFDocument5 pagesDaftar Pustaka - 2 PDFReza AdrianNo ratings yet
- Word-Group As A Unit of Language. Lexical and Grammatical Valency. Cliché As A Stereotyped ExpressionDocument12 pagesWord-Group As A Unit of Language. Lexical and Grammatical Valency. Cliché As A Stereotyped Expression88888888888888-53471No ratings yet
- Session 10: Using Financial Results Controls in The Presence of Uncontrollable FactorsDocument16 pagesSession 10: Using Financial Results Controls in The Presence of Uncontrollable FactorsEka AdjieNo ratings yet
- Class 10 Maths Sample Paper 1 (Unsolved)Document8 pagesClass 10 Maths Sample Paper 1 (Unsolved)lego/gameing club100% (1)
- Communications201312 DLDocument132 pagesCommunications201312 DLhhhzineNo ratings yet
- Rubrics For Assessment (10-11-17)Document40 pagesRubrics For Assessment (10-11-17)Missia H. SabtalNo ratings yet
- How To Make Isometric Dimension and Text in AutoCADDocument5 pagesHow To Make Isometric Dimension and Text in AutoCADgia haiNo ratings yet
- Axel Dorian PIEPI TOKO, Msc. in Geophysics and Geo-ExplorationDocument3 pagesAxel Dorian PIEPI TOKO, Msc. in Geophysics and Geo-ExplorationGrace DouallaNo ratings yet
- Hubco ClassDocument26 pagesHubco ClassMuhammad Hassan Rasheed Ul HassanNo ratings yet
- B2 First ActivitiesDocument17 pagesB2 First Activitieskarla welshNo ratings yet
- Meaning and Relevance of History: Instructor: Venus Rhea B. BiacoDocument16 pagesMeaning and Relevance of History: Instructor: Venus Rhea B. BiacoPrincesNo ratings yet
- EE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-StateDocument30 pagesEE3331C Feedback Control Systems L7: Control System Performance: Transient & Steady-Statepremsanjith subramaniNo ratings yet
- Chapter 5 Layout Planning and Its Importance in Lean OperationsDocument12 pagesChapter 5 Layout Planning and Its Importance in Lean OperationsghaziaNo ratings yet
- Contoh Soal Beggs and BrillDocument8 pagesContoh Soal Beggs and BrillClaviano LeiwakabessyNo ratings yet
- LP Phy Sci Q2-M3 (W1)Document3 pagesLP Phy Sci Q2-M3 (W1)MARIA DINA TAYACTACNo ratings yet
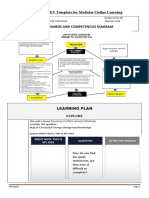
- 2021 JHS INSET Template For Modular/Online LearningDocument14 pages2021 JHS INSET Template For Modular/Online LearningMJ GuinacaranNo ratings yet
- Meditation For Beginners - JIWDocument56 pagesMeditation For Beginners - JIWStella CobbNo ratings yet
- Grade 11 IphpDocument2 pagesGrade 11 IphpArnel Francisco TorreonNo ratings yet
- Progress Test 9: Cause or Have in The Correct FormDocument3 pagesProgress Test 9: Cause or Have in The Correct FormYoncé Ivy KnowlesNo ratings yet
- Geometric Design Tolerancing - Theories, Standards and ApplicationsDocument467 pagesGeometric Design Tolerancing - Theories, Standards and ApplicationspejNo ratings yet
- LAS9-10 - Week4 - Written-Performance TaskDocument5 pagesLAS9-10 - Week4 - Written-Performance TaskNorlie CañeteNo ratings yet