Download as pdf or txt
You might also like
- LetterDocument4 pagesLetterMohamed ZeitounNo ratings yet
- GROUP ASSIGNMENT (Chapter 3, Case 3-62)Document6 pagesGROUP ASSIGNMENT (Chapter 3, Case 3-62)T Yoges Thiru MoorthyNo ratings yet
- Case AnalysisDocument5 pagesCase AnalysisShrijaSrivNo ratings yet
- Tier-2 Audit ChecksheetDocument17 pagesTier-2 Audit ChecksheetSilambarasan KNo ratings yet
- Skoda Specific Quality Requirement v3Document24 pagesSkoda Specific Quality Requirement v3Yo GoldNo ratings yet
- Global Supplier Quality 15 Key ProcessesDocument1 pageGlobal Supplier Quality 15 Key ProcessesalexrferreiraNo ratings yet
- Ref Flow Charts Layout InspectionDocument1 pageRef Flow Charts Layout Inspectionrajesh.bNo ratings yet
- ANPQP - Supplier Feasibility Commitment: Renault Project: Document Reference No / VersionDocument1 pageANPQP - Supplier Feasibility Commitment: Renault Project: Document Reference No / Versionjefry sitorusNo ratings yet
- MSIL Audit Cheklist 16Document39 pagesMSIL Audit Cheklist 16jineshdmehta100% (10)
- 3479Document773 pages3479Sean SimonNo ratings yet
- Organizational Behaviour UFONEDocument41 pagesOrganizational Behaviour UFONEAbdul Mannan71% (7)
- SOP QualiityDocument28 pagesSOP QualiityUttam KumarNo ratings yet
- Form - Supplier Quality Survey - Rev 0Document3 pagesForm - Supplier Quality Survey - Rev 0Selvaraj SimiyonNo ratings yet
- Turtle Diagrams - Stores + ShippingDocument1 pageTurtle Diagrams - Stores + Shippingcem electromechNo ratings yet
- SPTR Rev Check ListDocument5 pagesSPTR Rev Check ListSAKTHIVEL ANo ratings yet
- Customer Satisfaction Survey FormDocument2 pagesCustomer Satisfaction Survey FormAnkur100% (1)
- All Departments Monthly Meeting TemplateDocument34 pagesAll Departments Monthly Meeting TemplateSachin RamdurgNo ratings yet
- Customer Specific Requirements ChecklitDocument1 pageCustomer Specific Requirements ChecklitManoharar RNo ratings yet
- Shutter Mag WiDocument1 pageShutter Mag Wikiran vkNo ratings yet
- IQA-Incoming Inspection Flow ChartDocument1 pageIQA-Incoming Inspection Flow ChartmohNo ratings yet
- Basic Flowchart of Incoming & Outgoing of Stock Indent Non-Conforming MaterialsDocument1 pageBasic Flowchart of Incoming & Outgoing of Stock Indent Non-Conforming MaterialsMichael Ang100% (1)
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDocument1 pageMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilNo ratings yet
- Process Capability Plan FormDocument4 pagesProcess Capability Plan FormMani Rathinam RajamaniNo ratings yet
- Ilide - Info Msil Training On Vsa Check Sheet PRDocument145 pagesIlide - Info Msil Training On Vsa Check Sheet PRShubham SainiNo ratings yet
- Customer Specific Requirements AL FormatDocument1 pageCustomer Specific Requirements AL FormatSridharan VenkatNo ratings yet
- MF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionDocument1 pageMF Group of Industries: RISK MANAGEMENT-CORE PROCESS - Product InspectionRohit VishwakarmaNo ratings yet
- Sampling PlanDocument6 pagesSampling PlanGaurang DaveNo ratings yet
- 16 Major Losses in ProductionDocument18 pages16 Major Losses in ProductionAgung Chilmy FirdanaNo ratings yet
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- Cohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NameDocument2 pagesCohrance Audit Summary Report: Date:-Part Name:-PIN BALANCER Part Number: - Customer NamePrakash kumarTripathiNo ratings yet
- Sr. No. Requirements: Ppap Check ListDocument3 pagesSr. No. Requirements: Ppap Check Listkamlesh kuchekarNo ratings yet
- Supplier Production Part Approval Process (PPAP) Training Please Mute Your Phone For This TrainingDocument17 pagesSupplier Production Part Approval Process (PPAP) Training Please Mute Your Phone For This TrainingRicky MarkNo ratings yet
- Tim Ken Supplier Quality ManualDocument31 pagesTim Ken Supplier Quality Manualecemeric100% (1)
- Control PlanDocument4 pagesControl PlanRakesh PandeyNo ratings yet
- Coherence PlanDocument2 pagesCoherence PlanAman JasujaNo ratings yet
- Process Audit - Sheet New ......Document1 pageProcess Audit - Sheet New ......MUKESH KUMAR100% (1)
- Packaging Details: Vendor Name & AddressDocument4 pagesPackaging Details: Vendor Name & AddressPk NimiwalNo ratings yet
- Layered Audit ChecklistDocument4 pagesLayered Audit ChecklistNavnath TamhaneNo ratings yet
- Customer Complaint RegisterDocument3 pagesCustomer Complaint RegistermuthuselvanNo ratings yet
- YES NO: Supplier To CompleteDocument1 pageYES NO: Supplier To CompleteSudhaNo ratings yet
- 15 (QSP-QA - 07) Process & Product AuditDocument3 pages15 (QSP-QA - 07) Process & Product AuditBASAVA ENGINEERING100% (1)
- Ipc & Ipp Logbook or FlowDocument8 pagesIpc & Ipp Logbook or FlowKaran Malhi100% (1)
- VSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingDocument1 pageVSA Audit Preparation Plan: Legends Activity Planned Activity Done Activity PendingrakeshNo ratings yet
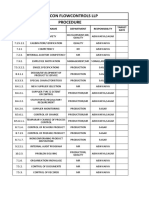
- Anicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateDocument9 pagesAnicon Flowcontrols LLP Procedure: Procedure Name Department Responsibility Clause NO Target DateAnicon Flowcontols llpNo ratings yet
- TKW Fasteners ProfileDocument37 pagesTKW Fasteners ProfileRishi GautamNo ratings yet
- Process Flow Diagram DetailedDocument1 pageProcess Flow Diagram Detailedhugo toledoNo ratings yet
- APQP Matrix Pedal Yl1 at IsgDocument11 pagesAPQP Matrix Pedal Yl1 at Isgkaran singh100% (2)
- CQI19 FormsDocument7 pagesCQI19 FormsEmre TekinNo ratings yet
- Guideline On Mahindra Part Approval Process: (For Bought-Out Parts)Document21 pagesGuideline On Mahindra Part Approval Process: (For Bought-Out Parts)Sam AnuNo ratings yet
- System Audit Check SheetDocument8 pagesSystem Audit Check SheetFINAL QUALITYNo ratings yet
- Process Flow Chart (Pre-Launch / Production)Document1 pageProcess Flow Chart (Pre-Launch / Production)kumar0% (1)
- Shriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)Document5 pagesShriram Pistons & Rings LTD, Pathredi: Layered Audit Check Sheet Monthly (Plant Hod)deepak sharma100% (1)
- Supplier Evaluation Checklist F-PU-05 - FILLEDDocument2 pagesSupplier Evaluation Checklist F-PU-05 - FILLEDNav Talukdar100% (1)
- Control of DocumentsDocument8 pagesControl of DocumentsNaveenkumar RNo ratings yet
- Responsibility and Authority - QMSDocument47 pagesResponsibility and Authority - QMSDisha Shah50% (2)
- Quality Circle - EM58M - AUQCCDocument75 pagesQuality Circle - EM58M - AUQCCpverma02No ratings yet
- FIR-garments PDFDocument4 pagesFIR-garments PDFTarun PariharNo ratings yet
- Q411 - 8D ReportDocument13 pagesQ411 - 8D ReportAnandha VasanNo ratings yet
- Vendor System Audit Report (Final) - Technico Ind., Bawal (T043)Document17 pagesVendor System Audit Report (Final) - Technico Ind., Bawal (T043)Ankit SainiNo ratings yet
- AE-QA-02 - First Piece Inspection ReportDocument1 pageAE-QA-02 - First Piece Inspection ReportKarthi ThiyagarajanNo ratings yet
- QC - Story - Format JBM GroupDocument28 pagesQC - Story - Format JBM GroupAshish GuptaNo ratings yet
- 07.01.05 Fabrication Galvanizing R1Document11 pages07.01.05 Fabrication Galvanizing R1Bhanu Pratap ChoudhuryNo ratings yet
- PPAP Part Submission Warrant.Document4 pagesPPAP Part Submission Warrant.aperezpi26606No ratings yet
- MSIL Audit Cheklist 16Document22 pagesMSIL Audit Cheklist 16Pravin Balasaheb GunjalNo ratings yet
- Practice For Quiz #3 Solutions For StudentsDocument10 pagesPractice For Quiz #3 Solutions For Studentssylstria.mcNo ratings yet
- Engineering Project Management Lecture 5Document37 pagesEngineering Project Management Lecture 5Junaid KaleemNo ratings yet
- A Project Study Report ON: "Customer Awareness About Safe Banking"Document57 pagesA Project Study Report ON: "Customer Awareness About Safe Banking"Ribhanshu RajNo ratings yet
- Abm Fujiya Berhad - Annual Report 2021Document114 pagesAbm Fujiya Berhad - Annual Report 2021kokueiNo ratings yet
- Availability CheckDocument41 pagesAvailability CheckTek's Notani50% (2)
- The Strategic Objective of Operational ManagementDocument12 pagesThe Strategic Objective of Operational ManagementAvnish AhalawatNo ratings yet
- Smart Construction ReportDocument22 pagesSmart Construction Reportsamyak jainNo ratings yet
- ISO 14001 Internal Auditor Training Materials: Trainer's GuideDocument6 pagesISO 14001 Internal Auditor Training Materials: Trainer's GuideValdimiro BelezaNo ratings yet
- VRE November December 2014Document16 pagesVRE November December 2014a k singhNo ratings yet
- Solved Paper of Accounts Assistant in Kerala State Handloom Development Corporation LimitedDocument9 pagesSolved Paper of Accounts Assistant in Kerala State Handloom Development Corporation LimitedAbir SharmaNo ratings yet
- A Study On Peter Principle Effect in Software Development Firms of Sri LankaDocument109 pagesA Study On Peter Principle Effect in Software Development Firms of Sri LankaMelanie SamaratungaNo ratings yet
- Crack The Case Level 1 Slides PDFDocument78 pagesCrack The Case Level 1 Slides PDFShyamSunderSriramNo ratings yet
- Assignment - 4: Group-3 Section-4Document3 pagesAssignment - 4: Group-3 Section-4VikramNo ratings yet
- Key Dates DSCR Minimum Average: 405584025.xls: SummaryDocument27 pagesKey Dates DSCR Minimum Average: 405584025.xls: SummaryKhandaker Amir EntezamNo ratings yet
- 8 - The Conversion Cycle WfaDocument70 pages8 - The Conversion Cycle WfaShandy MojicaNo ratings yet
- BCG The Bionic Company June 2019 - tcm9 223779 PDFDocument8 pagesBCG The Bionic Company June 2019 - tcm9 223779 PDFNatalia LopezNo ratings yet
- Aaliya Sayyad: Profile SnapshotDocument3 pagesAaliya Sayyad: Profile SnapshotaaliyasNo ratings yet
- Generally Accepted Accounting Principles (GAAP)Document28 pagesGenerally Accepted Accounting Principles (GAAP)Vishal VinayakNo ratings yet
- Functions of Development BanksDocument26 pagesFunctions of Development Bankskunkumabala50% (2)
- United Spirits: Performance HighlightsDocument11 pagesUnited Spirits: Performance HighlightsAngel BrokingNo ratings yet
- Acc ExamsDocument55 pagesAcc Examsklimrod89No ratings yet
- Functions of HRMDocument14 pagesFunctions of HRMsimply_coool100% (1)
- StaffingDocument22 pagesStaffingtayoNo ratings yet
- Person Name Interest Mobile NODocument2 pagesPerson Name Interest Mobile NOMd. NayeemNo ratings yet
- Modified Report On Performance Costing System in Indian RailwaysDocument217 pagesModified Report On Performance Costing System in Indian RailwaysVictor UngureanuNo ratings yet