Download as pdf or txt
You might also like
- Ac Spindle DL-SBZDocument91 pagesAc Spindle DL-SBZBa DuyNo ratings yet
- AQ Metre Eater Pneumatic Manual R1 21.8.13 - HUDDocument18 pagesAQ Metre Eater Pneumatic Manual R1 21.8.13 - HUDJOSE ANTONIO PRIETO CANONo ratings yet
- Extruder System ManualDocument181 pagesExtruder System Manualtrucnguyenvan201267% (3)
- Measuring InstrumentsDocument36 pagesMeasuring InstrumentsGurram Jithin100% (1)
- Pag.45-64 GE INSTRUCTIONS DRILLING MOTOR-GENERATOR TYPE GE752Document10 pagesPag.45-64 GE INSTRUCTIONS DRILLING MOTOR-GENERATOR TYPE GE752sertecs polNo ratings yet
- MI 434 - Auxiliary Generator Model A-8102Document16 pagesMI 434 - Auxiliary Generator Model A-8102Jesse BarnettNo ratings yet
- Operating Manual: AUTOWELD Series Inverter DC Submerged Arc Welding MachinesDocument30 pagesOperating Manual: AUTOWELD Series Inverter DC Submerged Arc Welding MachinesKeval PatelNo ratings yet
- Instruction Manual For Wire Welding Machines: 1 InstallationDocument6 pagesInstruction Manual For Wire Welding Machines: 1 InstallationLuis Miguel LimaNo ratings yet
- Emd-Mi3706 Generador AuxiliarDocument16 pagesEmd-Mi3706 Generador AuxiliarVictor Raul Tobosque MuñozNo ratings yet
- O'DRILL - (CM, INC. FS300 Linear Motion Shale Shaker. Nhi N, M. O'Drill - MCM, Inc 5055 Granswick Houston, TX 77041 PH - 713.541.2020, Fax - 713.541.Document13 pagesO'DRILL - (CM, INC. FS300 Linear Motion Shale Shaker. Nhi N, M. O'Drill - MCM, Inc 5055 Granswick Houston, TX 77041 PH - 713.541.2020, Fax - 713.541.alanNo ratings yet
- Drilling Machine Instructions Instrucciones para Máquinas PerforadorasDocument8 pagesDrilling Machine Instructions Instrucciones para Máquinas PerforadorasMarcela Diaz RamirezNo ratings yet
- MVB 140 16530-CDocument62 pagesMVB 140 16530-CKevin Milla100% (2)
- DWD G1081TCDocument36 pagesDWD G1081TCAbo AhmedNo ratings yet
- Rev F - 7671 Atex Pulser Install ManDocument4 pagesRev F - 7671 Atex Pulser Install ManYoussef AdnaneNo ratings yet
- Dualsky 2-Dualsky Xmotor ManualDocument2 pagesDualsky 2-Dualsky Xmotor ManualCARLOS FERNÁNDEZNo ratings yet
- M Series SPEX MonochromatorDocument20 pagesM Series SPEX Monochromatorstre0539100% (1)
- 4100 Ringer Traveling ConditionsDocument1 page4100 Ringer Traveling ConditionsStuart EdwardsNo ratings yet
- Manual RS9856F Brochure Desenllantadora OtrDocument34 pagesManual RS9856F Brochure Desenllantadora OtrJH Miguel AngelNo ratings yet
- Tyb Hd42aDocument8 pagesTyb Hd42aTaufiq Akbar100% (1)
- Manual Stretch Wrap Machine H-2304: System SpecificationsDocument18 pagesManual Stretch Wrap Machine H-2304: System SpecificationsRussellNo ratings yet
- 1953 Lucas Dynamos E3L E3LM E3N PDFDocument7 pages1953 Lucas Dynamos E3L E3LM E3N PDFepicenterrulezNo ratings yet
- Emd Mi315Document6 pagesEmd Mi315Jesse BarnettNo ratings yet
- HDS-NT Press Brake: Installation GuideDocument21 pagesHDS-NT Press Brake: Installation Guidejose luis AbreuNo ratings yet
- WinkelmannDocument2 pagesWinkelmannPhuc PhamNo ratings yet
- D1 D19 (Vertex 33)Document19 pagesD1 D19 (Vertex 33)Giane NavasNo ratings yet
- Alternator Manual ABBDocument158 pagesAlternator Manual ABBduc trongNo ratings yet
- Geh 4694Document20 pagesGeh 4694alaa fadhelNo ratings yet
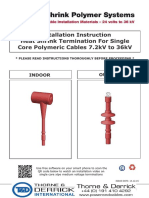
- INSTRUCTION Heat Shrink Termination Single Core Cables MV HV 6.6kV 11kV 33kVDocument6 pagesINSTRUCTION Heat Shrink Termination Single Core Cables MV HV 6.6kV 11kV 33kVNemitha LakshanNo ratings yet
- Model 6200 ManualDocument11 pagesModel 6200 ManualJaime RamìrezNo ratings yet
- VX RsyDocument590 pagesVX RsyJonny SánchezNo ratings yet
- Lönne - 7AA-7BA - Operation and Safety InstructionDocument1 pageLönne - 7AA-7BA - Operation and Safety InstructioncarmaNo ratings yet
- 03 - Repair and Overhaul Instructions En-FDocument26 pages03 - Repair and Overhaul Instructions En-FaaronNo ratings yet
- Manual Motores ICME Manual 07.2018Document7 pagesManual Motores ICME Manual 07.2018Wanderson FIALHONo ratings yet
- Master Manual For Induction Motors and Generators RevEDocument160 pagesMaster Manual For Induction Motors and Generators RevErohtahirNo ratings yet
- Scott Bonnar 45 Operating InstructionsDocument8 pagesScott Bonnar 45 Operating InstructionsnickNo ratings yet
- Lucas K1F MagnetoDocument10 pagesLucas K1F MagnetoThunderbird3100% (1)
- Instrucciones para Aterrajar y Perforar Tapping & Drilling InstructionsDocument12 pagesInstrucciones para Aterrajar y Perforar Tapping & Drilling InstructionsKourunoNo ratings yet
- Inspeção de MagnetoDocument9 pagesInspeção de MagnetoTríade MusicNo ratings yet
- Inspeção de MagnetoDocument9 pagesInspeção de MagnetoTríade MusicNo ratings yet
- Minerbolter Class NotesDocument10 pagesMinerbolter Class NotesSivalya SivaramanNo ratings yet
- Maytag Mav5000aww PDFDocument9 pagesMaytag Mav5000aww PDFandyvtranNo ratings yet
- Truing Commutators and Slip-RingsDocument4 pagesTruing Commutators and Slip-RingsTariq AhmedNo ratings yet
- Coleman Generator L0807053Document12 pagesColeman Generator L0807053Jody WoodenNo ratings yet
- IEC 56-63-71-80 - Nema Frame 56 D.C. Motors: Installation and MaintenanceDocument7 pagesIEC 56-63-71-80 - Nema Frame 56 D.C. Motors: Installation and MaintenanceJoel EncaladaNo ratings yet
- User Instructions: Installation Operation Maintenance Automax CENTURA™ CE SeriesDocument12 pagesUser Instructions: Installation Operation Maintenance Automax CENTURA™ CE SeriesTGM KalimantanNo ratings yet
- User Instructions: Installation Operation Maintenance Automax CENTURA™ CE SeriesDocument12 pagesUser Instructions: Installation Operation Maintenance Automax CENTURA™ CE SeriesIsaac Isaias AlvarezNo ratings yet
- Instruction Manual: TCR - MC TypeDocument20 pagesInstruction Manual: TCR - MC TypeKhaled RabeaNo ratings yet
- AR-M452U: 1. Installing (Use) ConditionsDocument8 pagesAR-M452U: 1. Installing (Use) ConditionsAbdelmoumenNo ratings yet
- Preormadora de Bolsillos. Pami. 001 - INGDocument33 pagesPreormadora de Bolsillos. Pami. 001 - INGedinson garciaNo ratings yet
- 2388 - Catalogo de PeçasDocument5 pages2388 - Catalogo de PeçascleversonNo ratings yet
- Sillette Sonic Mk2 LegDocument28 pagesSillette Sonic Mk2 LegmallardfirstNo ratings yet
- Instruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockDocument14 pagesInstruction Manual FOR Hose Reel Type: LB4080-520 GR1-2": Sandvik TamrockFer NuñezNo ratings yet
- Installation and Service Instructions For 48,100 Series Brakes (Rev. A)Document4 pagesInstallation and Service Instructions For 48,100 Series Brakes (Rev. A)DanielGaldoNo ratings yet
- (OM) Operation ManualDocument5 pages(OM) Operation ManualDennys GuizarNo ratings yet
- Manual Book EE-4408Document34 pagesManual Book EE-4408umar syarifudinNo ratings yet
- Propeller Maintenance Manual 132A: Page 7-50 Rev. 22 Dec/20Document3 pagesPropeller Maintenance Manual 132A: Page 7-50 Rev. 22 Dec/20Alexis KidemaNo ratings yet
- Propeller Maintenance Manual 132A: Page 7-50 Rev. 22 Dec/20Document3 pagesPropeller Maintenance Manual 132A: Page 7-50 Rev. 22 Dec/20Alexis KidemaNo ratings yet
- Danfossirv 302Document46 pagesDanfossirv 302FabricioPexNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Access - Catalog.805b.color - DP&Casing Tools-50Document1 pageAccess - Catalog.805b.color - DP&Casing Tools-50RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-51Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-51RICHARDNo ratings yet
- Kenworth 953 Differential and Carrier AssemblyDocument5 pagesKenworth 953 Differential and Carrier AssemblyRICHARDNo ratings yet
- Service Guide: Medium-Pressure Material PumpDocument16 pagesService Guide: Medium-Pressure Material PumpRICHARDNo ratings yet
- 2021 Dumaguete PPP OrdinanceDocument32 pages2021 Dumaguete PPP OrdinanceRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-54Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-54RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-55Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-55RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-50Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-50RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-46Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-46RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-47Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-47RICHARDNo ratings yet
- Aot "K-30" Manual Tubing Tong: Aot # Description Ref# WTDocument1 pageAot "K-30" Manual Tubing Tong: Aot # Description Ref# WTRICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-45Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-45RICHARDNo ratings yet
- AOT 4-1/2" & 5-1/2" "TS-100" MANUAL SPIDER: Aot# Description # REQ. WTDocument1 pageAOT 4-1/2" & 5-1/2" "TS-100" MANUAL SPIDER: Aot# Description # REQ. WTRICHARDNo ratings yet
- Assembly Part Number Example: 4 in (100 MM), Group 1Document2 pagesAssembly Part Number Example: 4 in (100 MM), Group 1RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-44Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-44RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-31-35Document5 pagesAccess - Catalog - DP&Casing Tools-31-35RICHARDNo ratings yet
- Access - Catalog.805b.Color - DP&Casing Tools-41Document1 pageAccess - Catalog.805b.Color - DP&Casing Tools-41RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-19-24Document6 pagesAccess - Catalog - DP&Casing Tools-19-24RICHARDNo ratings yet
- Access - Catalog - DP&Casing Tools-4-8Document5 pagesAccess - Catalog - DP&Casing Tools-4-8RICHARDNo ratings yet
- Assembly Part Number Example: 2 in (50 MM), Group 1Document2 pagesAssembly Part Number Example: 2 in (50 MM), Group 1RICHARDNo ratings yet
- Series DM Gate Valves: Features and BenefitsDocument3 pagesSeries DM Gate Valves: Features and BenefitsRICHARDNo ratings yet
- Handling Tools: Drill Pipe ElevatorsDocument1 pageHandling Tools: Drill Pipe ElevatorsRICHARDNo ratings yet
- Handling Tools: YT Style Slip Type ElevatorDocument4 pagesHandling Tools: YT Style Slip Type ElevatorRICHARDNo ratings yet
- Atlas Copco GA 15 To GA 30 Part List 24 25Document2 pagesAtlas Copco GA 15 To GA 30 Part List 24 25RICHARDNo ratings yet
- Atlas Copco GA 15 To GA 30 Part List 18 19Document2 pagesAtlas Copco GA 15 To GA 30 Part List 18 19RICHARDNo ratings yet
- Handling Tools 9Document1 pageHandling Tools 9RICHARDNo ratings yet
- Atlas Copco GA 15 To GA 30 Part List 16 17Document2 pagesAtlas Copco GA 15 To GA 30 Part List 16 17RICHARDNo ratings yet
- Atlas Copco GA 15 To GA 30 Part List 14Document1 pageAtlas Copco GA 15 To GA 30 Part List 14RICHARDNo ratings yet
- Handling Tools 2 8Document7 pagesHandling Tools 2 8RICHARDNo ratings yet
- Atlas Copco GA 15 To GA 30 Part List 15Document1 pageAtlas Copco GA 15 To GA 30 Part List 15RICHARDNo ratings yet
- GE VAT200 Manual 200811Document124 pagesGE VAT200 Manual 200811Oussama ChemiNo ratings yet
- Es6 - Zener Led - 20jan21Document8 pagesEs6 - Zener Led - 20jan21Sri RamanNo ratings yet
- Installing Electrical Protective Devices For Distribution, Power, Lightning Protection and Grounding SystemsDocument23 pagesInstalling Electrical Protective Devices For Distribution, Power, Lightning Protection and Grounding SystemsYamut Si ako67% (6)
- Biotechnology Unit-2 InterferonsDocument8 pagesBiotechnology Unit-2 Interferonsgaurav saxenaNo ratings yet
- VG+ Series 2 Software 14911Document241 pagesVG+ Series 2 Software 14911cj7man80No ratings yet
- Advantages Over Wedge Style Board Retainers - AN1017Document3 pagesAdvantages Over Wedge Style Board Retainers - AN1017Rodrigo Rivera CarrilloNo ratings yet
- Descripancy SwitchDocument1 pageDescripancy SwitchChard AlipanNo ratings yet
- Paige Catalog-Wiring GuideDocument28 pagesPaige Catalog-Wiring Guideaboubakr.aNo ratings yet
- Hts-Sprockets MartinDocument20 pagesHts-Sprockets MartinJuan Gabriel Galvis ZuluagaNo ratings yet
- ABVPDocument2 pagesABVPBayu KurniawanNo ratings yet
- Power Supply Catalogue 2011 English PDFDocument268 pagesPower Supply Catalogue 2011 English PDFLuis PereiraNo ratings yet
- Data Sheet: Three Phase Induction Motor - Squirrel CageDocument10 pagesData Sheet: Three Phase Induction Motor - Squirrel CageSergeiNo ratings yet
- Capacitor ValueDocument6 pagesCapacitor ValueP.Rajan GuruNo ratings yet
- Optoacoplador de Accionamiento de Puerta IGBT - A314JDocument17 pagesOptoacoplador de Accionamiento de Puerta IGBT - A314JGonzalo RojasNo ratings yet
- FBX RMU ManualDocument56 pagesFBX RMU ManualAnonymous axyNzhNo ratings yet
- Service Manual: 27" Color TelevisionDocument54 pagesService Manual: 27" Color TelevisionEnriqueNo ratings yet
- Piper Warrior II N82487 Weight and Balance / CG: (2 GAL Unusable)Document1 pagePiper Warrior II N82487 Weight and Balance / CG: (2 GAL Unusable)C NascimentoNo ratings yet
- 3RV20111AA10 Datasheet enDocument6 pages3RV20111AA10 Datasheet entaleb 6269No ratings yet
- m54563fp eDocument6 pagesm54563fp eluisleao1982No ratings yet
- Ac Generator 2Document22 pagesAc Generator 2Gilian Joy Mari PerezNo ratings yet
- Detail of ElectronicsDocument12 pagesDetail of ElectronicssureshNo ratings yet
- Operating Instructions VAF32: Mechanical InstallationDocument3 pagesOperating Instructions VAF32: Mechanical InstallationCông ThànhNo ratings yet
- The Authority of The Freeport Area of Bataan: Date AppliedDocument8 pagesThe Authority of The Freeport Area of Bataan: Date AppliedBam licuananNo ratings yet
- Intellimod™ Module PS21765: Powerex, Inc., 173 Pavilion Lane, Youngwood, Pennsylvania 15697 (724) 925-7272Document9 pagesIntellimod™ Module PS21765: Powerex, Inc., 173 Pavilion Lane, Youngwood, Pennsylvania 15697 (724) 925-7272FebriNo ratings yet
- Lectures On Analog ElectronicsDocument11 pagesLectures On Analog ElectronicsNisha Kotyan G RNo ratings yet
- Annexure - A1Document1 pageAnnexure - A1Kyle SchwartzNo ratings yet
- IDENTCO - Thermal Transfer Products Catalog (Asia)Document20 pagesIDENTCO - Thermal Transfer Products Catalog (Asia)iiclabelsNo ratings yet
- Bridge Analysis With Unequal Pier Height and Variable Span LengthDocument3 pagesBridge Analysis With Unequal Pier Height and Variable Span LengthMayuresh NalawadeNo ratings yet