Download as docx, pdf, or txt
You might also like
- Ir - L1904-32 17apr19-Mt (Sfjt-E)Document5 pagesIr - L1904-32 17apr19-Mt (Sfjt-E)Alleyson Akin100% (1)
- Experimental Characterization of Advanced Composite Materials PDFDocument2 pagesExperimental Characterization of Advanced Composite Materials PDFDeannaNo ratings yet
- C. Orwin, Stasis-and-Plague PDFDocument18 pagesC. Orwin, Stasis-and-Plague PDFDimitris PanomitrosNo ratings yet
- Excerpts From Harmonic ExperienceDocument7 pagesExcerpts From Harmonic ExperiencepericolosissimaNo ratings yet
- Kant A Collection of Critical Essays (19 - (Ed.) Robert P. WolfDocument437 pagesKant A Collection of Critical Essays (19 - (Ed.) Robert P. Wolfcrepymicz55555100% (4)
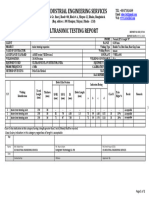
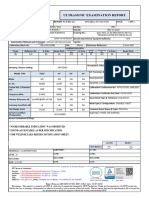
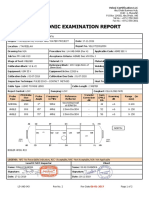
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument3 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument4 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- UT ReportDocument1 pageUT ReportAmit HasanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- T-4, F- 14, 15 U.T ProtocalDocument2 pagesT-4, F- 14, 15 U.T ProtocaltrivikramraoNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- T-3, F- 10, 11 U.T ProtocalDocument2 pagesT-3, F- 10, 11 U.T ProtocaltrivikramraoNo ratings yet
- Ut 2829Document1 pageUt 2829quality cncNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- DCL Test Report - Size 12.7 MM - 18-2-2020Document2 pagesDCL Test Report - Size 12.7 MM - 18-2-2020docpt76No ratings yet
- Sievert Emirates Inspection L.L.C.: Magnetic Particle Testing ReportDocument1 pageSievert Emirates Inspection L.L.C.: Magnetic Particle Testing ReportAvijit DebnathNo ratings yet
- Magnetic Particle Examination: Ies-Industrial Engineering ServicesDocument2 pagesMagnetic Particle Examination: Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Gpti Qicl J931 Mut 041Document3 pagesGpti Qicl J931 Mut 041uselessinstaid52No ratings yet
- Ultrasonic Examitation Report: Probe DetailsDocument5 pagesUltrasonic Examitation Report: Probe DetailsMarcus AntoniusNo ratings yet
- WPQT SawDocument2 pagesWPQT Sawkiran144No ratings yet
- T-1, F- 4, 5 U.T ProtocalDocument2 pagesT-1, F- 4, 5 U.T ProtocaltrivikramraoNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument4 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- T-8, F- 36, 37 U.T ProtocalDocument2 pagesT-8, F- 36, 37 U.T ProtocaltrivikramraoNo ratings yet
- CPP HT Pipeline ReportDocument301 pagesCPP HT Pipeline ReportAbdulkaderNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- Gpti Qicl J931 Mut 004Document3 pagesGpti Qicl J931 Mut 004uselessinstaid52No ratings yet
- Ut Report - 018 - Fab Tech Abudhabi LLC 19.04.2018Document2 pagesUt Report - 018 - Fab Tech Abudhabi LLC 19.04.2018ADOBEENo ratings yet
- Gpti Qicl J931 Mut 019Document3 pagesGpti Qicl J931 Mut 019uselessinstaid52No ratings yet
- DCL Test Report - Size 9.53 MM - 18-2-2020Document2 pagesDCL Test Report - Size 9.53 MM - 18-2-2020docpt76No ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- Hil Renukoot Ut 2022-2023Document249 pagesHil Renukoot Ut 2022-2023duttcon engineeringNo ratings yet
- 75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Document1 page75914199-2 - Fu-10-Pad - Eyes-Mpi, 20-May-2024Mohamed El-SawahNo ratings yet
- Report 1 Paut Sts 409Document12 pagesReport 1 Paut Sts 409DEBJYOTI SENGUPTA100% (2)
- Gpti Qicl J931 Mut 002Document2 pagesGpti Qicl J931 Mut 002uselessinstaid52No ratings yet
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- ARKAN SHADES Welding Inspection & Paint InspectionDocument2 pagesARKAN SHADES Welding Inspection & Paint InspectionSpectex dubaiNo ratings yet
- Quality NDT Services: To, Techspeq SolutionsDocument1 pageQuality NDT Services: To, Techspeq Solutionsomkar.baswar99No ratings yet
- ut_amr (1)Document1 pageut_amr (1)balaNo ratings yet
- Data Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeDocument2 pagesData Sheet, Gad, Sizing Calculation, Terminal Arrangement, Support Details of Bus Duct For New IntakeBasabRajNo ratings yet
- MIghty Machine RejectDocument1 pageMIghty Machine RejectMohammad Shanawaz MNo ratings yet
- 114486-UT-001 HP Steam Drum (Internal)Document1 page114486-UT-001 HP Steam Drum (Internal)Dave CheungNo ratings yet
- Drillen UT Report-SodetailDocument1 pageDrillen UT Report-SodetailGaurang PandyaNo ratings yet
- LRPC Credentials - 1 PDFDocument102 pagesLRPC Credentials - 1 PDFSM AreaNo ratings yet
- MOS 132kV UGC Site Test Before Lay Rev.1Document3 pagesMOS 132kV UGC Site Test Before Lay Rev.1Izza HalimNo ratings yet
- Pallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportDocument1 pagePallakki NDT Excellence Center Pvt. LTD.: Radiographic Examination ReportCharles JacobNo ratings yet
- Ut Report - 017 - Fata Epc Fabtech - 03.04.2017Document2 pagesUt Report - 017 - Fata Epc Fabtech - 03.04.2017ADOBEENo ratings yet
- UT REPORT 054 - Emirates CMS Power Company - 17.11.2019Document2 pagesUT REPORT 054 - Emirates CMS Power Company - 17.11.2019ADOBEENo ratings yet
- LPT Report.Document6 pagesLPT Report.Narendra VermaNo ratings yet
- Gpti Qicl 032Document2 pagesGpti Qicl 032uselessinstaid52No ratings yet
- Quality NDT Services: To, Techspeq SolutionsDocument1 pageQuality NDT Services: To, Techspeq Solutionsomkar.baswar99No ratings yet
- Client:: Olectra Greentech LTDDocument1 pageClient:: Olectra Greentech LTDnareshNo ratings yet
- Comparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationDocument38 pagesComparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationShifat UllahNo ratings yet
- Major Report by Mahbubul Alam, Haneesh, Kiran SinghDocument49 pagesMajor Report by Mahbubul Alam, Haneesh, Kiran SinghShifat UllahNo ratings yet
- Comparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationDocument37 pagesComparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationShifat UllahNo ratings yet
- Final Thesis by Group-18 Section Ruiz.Document24 pagesFinal Thesis by Group-18 Section Ruiz.Shifat UllahNo ratings yet
- Shahjadpur G4Document60 pagesShahjadpur G4Shifat UllahNo ratings yet
- Comparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationDocument39 pagesComparative Analysis of Manual Strapping Method (MSM) and Electro-Optical Distance Ranging (EODR) Method of Tank CalibrationShifat UllahNo ratings yet
- Curriculum Vitae of Azharul Islam: Phone: 01721-928182Document2 pagesCurriculum Vitae of Azharul Islam: Phone: 01721-928182Shifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Business Name: CategoryDocument10 pagesBusiness Name: CategoryShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Dye Penetration Examination: Ies-Industrial Engineering ServicesDocument2 pagesDye Penetration Examination: Ies-Industrial Engineering ServicesShifat UllahNo ratings yet
- Industrial Engineering Services: Ultrasonic Test ReportDocument2 pagesIndustrial Engineering Services: Ultrasonic Test ReportShifat UllahNo ratings yet
- Binary SubtractionDocument7 pagesBinary SubtractionBasavraj HarkudNo ratings yet
- Realization Bart MarshallDocument5 pagesRealization Bart MarshallMoriaanNo ratings yet
- HDL-Based Digital Design: Part I: Introduction To VHDL (I)Document44 pagesHDL-Based Digital Design: Part I: Introduction To VHDL (I)Jit ChakrabortyNo ratings yet
- Acidic Reactions of Ethanoic AcidDocument5 pagesAcidic Reactions of Ethanoic AcidKevin DevastianNo ratings yet
- Vienna AgreementDocument25 pagesVienna Agreementashishpal2k2No ratings yet
- User Guide For COFEE v112Document46 pagesUser Guide For COFEE v112DrWeirdOne100% (2)
- 5.2.2.4 Lab - Using Digital SignaturesDocument5 pages5.2.2.4 Lab - Using Digital SignaturesChase LaMarNo ratings yet
- Understanding & Using Ansel Adam's Zone SystemDocument34 pagesUnderstanding & Using Ansel Adam's Zone Systemkbza969100% (1)
- Solution Manual For Art of Public Speaking 12th Edition Lucas 0073523917 9780073523910Document22 pagesSolution Manual For Art of Public Speaking 12th Edition Lucas 0073523917 9780073523910willieNo ratings yet
- Shimamoto Retires, Starts A New Chapter: Tongva Times TimesDocument15 pagesShimamoto Retires, Starts A New Chapter: Tongva Times TimesTongva TimesNo ratings yet
- CM - Ndungane ExerciseDocument30 pagesCM - Ndungane ExerciseCoryNo ratings yet
- Response Based Weather-Routing and Operation Planning of Heavy Transport VesselsDocument9 pagesResponse Based Weather-Routing and Operation Planning of Heavy Transport VesselsKuya Fabio VidalNo ratings yet
- The Impact of Social Support On Academic Motivation Levels in Higher EducationDocument10 pagesThe Impact of Social Support On Academic Motivation Levels in Higher EducationBima Saphien AlpanaceaNo ratings yet
- Assignment - Critical ReviewDocument12 pagesAssignment - Critical Reviewduan4evaNo ratings yet
- 4 Gabriele Guscyte & Jolanta Sinkuniene Full TextDocument25 pages4 Gabriele Guscyte & Jolanta Sinkuniene Full TextExamlNo ratings yet
- 2 1 Notes One Step EquationsDocument4 pages2 1 Notes One Step Equationsapi-295637237No ratings yet
- Dropbox (Service) - WikipediaDocument15 pagesDropbox (Service) - WikipediaglennNo ratings yet
- Products Techniques, Inc.: Aircraft Paint Application ManualDocument42 pagesProducts Techniques, Inc.: Aircraft Paint Application ManualOscar Cueva100% (2)
- Restaurants Naming - Journal ArticleDocument4 pagesRestaurants Naming - Journal ArticleMuhammad Hafidh Al MukminNo ratings yet
- Plastic Limit Test - 004Document8 pagesPlastic Limit Test - 004funky_jebonNo ratings yet
- Front Sheet - Volume I - E - R0Document3 pagesFront Sheet - Volume I - E - R0ramiNo ratings yet
- HDAP LoggingDocument10 pagesHDAP Loggingcchandra13No ratings yet
- Crime Forecasting Webinar AttendeesDocument2 pagesCrime Forecasting Webinar AttendeesPNP MayoyaoNo ratings yet
- Ideal Gas LawDocument1 pageIdeal Gas LawLarry BugaringNo ratings yet
- Grade 3 GeometryDocument4 pagesGrade 3 Geometrypham doanNo ratings yet
- CIO and Corporate Strategic Management Changing Role of CIO To CEO 9781599044231Document313 pagesCIO and Corporate Strategic Management Changing Role of CIO To CEO 9781599044231dongamh50% (2)