
Blast Furnace Gas-Fired Boiler For Eregli Iron & Steel Works (Erdemir), Turkey
Blast Furnace Gas-Fired Boiler For Eregli Iron & Steel Works (Erdemir), Turkey
You might also like
- Copy of Modern Automotive Technology 7th EdDocument1,631 pagesCopy of Modern Automotive Technology 7th Edjuan100% (4)
- Boiler Report PDFDocument34 pagesBoiler Report PDFAditya Aggarwal83% (52)
- Foster Wheeler CFB BoilerDocument9 pagesFoster Wheeler CFB BoilerErl SuperalNo ratings yet
- Cement Kiln Operation Hand BookDocument12 pagesCement Kiln Operation Hand BookAmit Pandey100% (3)
- TP CFB 12 03Document16 pagesTP CFB 12 03Harish MechNo ratings yet
- TP CFB 12 03 PDFDocument16 pagesTP CFB 12 03 PDFKim Howard CastilloNo ratings yet
- Alstom BFB PDFDocument18 pagesAlstom BFB PDFNaveed RabbaniNo ratings yet
- Design For Blast Furnace Gas Firing Gas Turbine: (Hereinafter Abbreviated As BFG)Document12 pagesDesign For Blast Furnace Gas Firing Gas Turbine: (Hereinafter Abbreviated As BFG)jnmanivannanmech100% (1)
- GT2002 30014Document7 pagesGT2002 30014ME THE BESTNo ratings yet
- Operation of 300MW CFBC BoilerDocument6 pagesOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNo ratings yet
- Upgrade Your Furnace For Clean FuelsDocument4 pagesUpgrade Your Furnace For Clean Fuelssagar1503No ratings yet
- Fuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionDocument6 pagesFuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionДимитър СлавовNo ratings yet
- Pack Firetube BoilersDocument5 pagesPack Firetube BoilersNath BoyapatiNo ratings yet
- Boiler Deporst SetupDocument9 pagesBoiler Deporst SetupbalusmeNo ratings yet
- Boiler Circulation 2Document20 pagesBoiler Circulation 2Siva SubramaniyanNo ratings yet
- Fluidized Bed Combustion in PracticeDocument95 pagesFluidized Bed Combustion in PracticeLTE002No ratings yet
- Furnaces - Equipment DescriptionDocument23 pagesFurnaces - Equipment DescriptionMohammad RawoofNo ratings yet
- Waste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasDocument8 pagesWaste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasROHIT CHOUDHURYNo ratings yet
- Efficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalDocument11 pagesEfficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalSantosh kumar SahuNo ratings yet
- BoilerDocument29 pagesBoilerMadhan RajNo ratings yet
- Operating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasDocument6 pagesOperating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasMorteza YazdizadehNo ratings yet
- Supercritical Boiler Options FOR Firing Low Volatile Chinese CoalsDocument20 pagesSupercritical Boiler Options FOR Firing Low Volatile Chinese CoalsUday GautamNo ratings yet
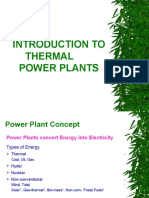
- Introduction To Thermal Power PlantsDocument59 pagesIntroduction To Thermal Power PlantsAnjana NairNo ratings yet
- Efficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalDocument11 pagesEfficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalnarayananaliveNo ratings yet
- Petroleum Coke Shaft Calcining Technology - Salient Features of Construction and Production TechniquesDocument11 pagesPetroleum Coke Shaft Calcining Technology - Salient Features of Construction and Production TechniquesRifka AisyahNo ratings yet
- Abma 9 00Document11 pagesAbma 9 00Matias MancillaNo ratings yet
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- RKL 1Document10 pagesRKL 1papiraniNo ratings yet
- Improving Bagasse Boiler PerformanceDocument9 pagesImproving Bagasse Boiler PerformanceUsama MalikNo ratings yet
- CokemakingTechnologies ComparisonDocument9 pagesCokemakingTechnologies Comparisonkselvan_1100% (1)
- ICES CM 2007/M:07 Design Concept For Low Energy Fishing VesselDocument8 pagesICES CM 2007/M:07 Design Concept For Low Energy Fishing VesselSaatnya TersenyumNo ratings yet
- Buderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal SheetDocument5 pagesBuderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal Sheetdaboo sanatNo ratings yet
- Press The Enter Key To Select A Tab: IBPL Plant Heat Rate - RegDocument3 pagesPress The Enter Key To Select A Tab: IBPL Plant Heat Rate - RegKarthi KeyanNo ratings yet
- Blast Furnace Iron Making IIT KGP Oct 26 2010Document85 pagesBlast Furnace Iron Making IIT KGP Oct 26 2010Samanway DasNo ratings yet
- Single Drum BoilerDocument12 pagesSingle Drum BoileravgpaulNo ratings yet
- Project N1 Combine Cycle Power Plant FinalDocument18 pagesProject N1 Combine Cycle Power Plant FinalHilburnNo ratings yet
- Advanced Gas ReactorDocument10 pagesAdvanced Gas ReactorAbdulrahman EL-GammalNo ratings yet
- Performance Enhancement of An Industrial Fire Tube BoilerDocument6 pagesPerformance Enhancement of An Industrial Fire Tube BoilerZaid YahyaNo ratings yet
- 12 Integrated SteelDocument16 pages12 Integrated SteelKushagra JadhavNo ratings yet
- B&W FBC Boiler Opeating Experience With U BeamsDocument9 pagesB&W FBC Boiler Opeating Experience With U BeamsNath BoyapatiNo ratings yet
- Alkali Bypass WHRPP Nov - 11 PDFDocument18 pagesAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Equipment Design - BOILERSDocument24 pagesEquipment Design - BOILERSEmyu ClaridadNo ratings yet
- Aadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftDocument167 pagesAadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftKathir SivaNo ratings yet
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Document85 pagesBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- Sesa GoaDocument8 pagesSesa Goamek00sNo ratings yet
- Feeder Control With Motor Power-Sonic SignalsDocument8 pagesFeeder Control With Motor Power-Sonic SignalsParmeshwar Nath TripathiNo ratings yet
- Progress of The Weston Unit 4 Supercritical Project in Wisconsin PDFDocument6 pagesProgress of The Weston Unit 4 Supercritical Project in Wisconsin PDFktsnlNo ratings yet
- U BeamsDocument8 pagesU BeamsAmitav MishraNo ratings yet
- Boiler Report PDFDocument36 pagesBoiler Report PDFsaikumarvavillaNo ratings yet
- CFCB Bed Ash CoolerDocument11 pagesCFCB Bed Ash CoolerUdhayakumar VenkataramanNo ratings yet
- Performance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.Document8 pagesPerformance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.atul100% (8)
- Integrated Gasification Combined Cycle For Power GenerationDocument25 pagesIntegrated Gasification Combined Cycle For Power Generationmohammedalaa861No ratings yet
- "Kota Super Thermal Power Station": (Electrical Engineering)Document22 pages"Kota Super Thermal Power Station": (Electrical Engineering)Vee ThiruNo ratings yet
- Gas Turbines: Joule (Constant Pressure) CycleDocument2 pagesGas Turbines: Joule (Constant Pressure) CycleSethu RajNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Generator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemDocument1 pageGenerator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemRaj KumarNo ratings yet
- Power Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLDocument13 pagesPower Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLRaj KumarNo ratings yet
- Generator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemDocument2 pagesGenerator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemRaj KumarNo ratings yet
- (General) 1-43Document43 pages(General) 1-43Raj KumarNo ratings yet
- Power Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLDocument22 pagesPower Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLRaj KumarNo ratings yet
- Comparative Analysis of Calorific Values of Selected Agricultural WastesDocument6 pagesComparative Analysis of Calorific Values of Selected Agricultural WastesRaj KumarNo ratings yet
- Boiler Bed Height Formula - NirmaDocument1 pageBoiler Bed Height Formula - NirmaRaj Kumar100% (1)
- Feedwater Level Control of Boiler Steam Drum Using Imc and Lead Lag Imc IJERTV4IS060680Document4 pagesFeedwater Level Control of Boiler Steam Drum Using Imc and Lead Lag Imc IJERTV4IS060680Raj KumarNo ratings yet
- Commissioning in DetailDocument200 pagesCommissioning in DetailmohamedovicNo ratings yet
- Reference Guide Air Circuit Breakers Series ME10: January 2017Document24 pagesReference Guide Air Circuit Breakers Series ME10: January 2017Ronald H SantosNo ratings yet
- 15AFB Cervenka M The Rolls Royce Trent EngineDocument40 pages15AFB Cervenka M The Rolls Royce Trent Enginesaroj2058No ratings yet
- Product: WK Series Industrial BurnersDocument40 pagesProduct: WK Series Industrial Burnersbenlly alvarezNo ratings yet
- KOM - Unit 1 (Class Notes)Document33 pagesKOM - Unit 1 (Class Notes)a c s KumarNo ratings yet
- AMC Report For BPCL BANGALOREDocument10 pagesAMC Report For BPCL BANGALOREVartika UpretyNo ratings yet
- Electromagnetic Suspension ProjectDocument15 pagesElectromagnetic Suspension ProjectvishnuNo ratings yet
- Quitosana 16 AgoDocument198 pagesQuitosana 16 AgoGilberto NetoNo ratings yet
- Emily Conover: Century of Science: Cracking The AtomDocument3 pagesEmily Conover: Century of Science: Cracking The AtomMarkAllenPascualNo ratings yet
- Application For Project Proposal FinalDocument6 pagesApplication For Project Proposal Finalshaillypandey25No ratings yet
- CS-S28NKV 9 12 18Document138 pagesCS-S28NKV 9 12 18marcio carvalhoNo ratings yet
- Limits of Error For Thermocouples (Ansi MC 96.1)Document2 pagesLimits of Error For Thermocouples (Ansi MC 96.1)Vivek TripathiNo ratings yet
- Template Label Print Telkomsel TRUST ProjectDocument7 pagesTemplate Label Print Telkomsel TRUST ProjectMedi ApriadiNo ratings yet
- Sun Industries, Inc.: For Foldover, Card Feeder, & Product Transfer Diagrams Refer To Dwg. #P/8-96-1001Document1 pageSun Industries, Inc.: For Foldover, Card Feeder, & Product Transfer Diagrams Refer To Dwg. #P/8-96-1001Carl PotschNo ratings yet
- Sustainability Report 2020 Siemens EnergyDocument80 pagesSustainability Report 2020 Siemens EnergyEnergy 2GreenNo ratings yet
- Modules: Quarter 4 - Weeks 5 - 8Document44 pagesModules: Quarter 4 - Weeks 5 - 8rebadullafrancheskaNo ratings yet
- LG Ab-Q60lm3t1 SpecsDocument15 pagesLG Ab-Q60lm3t1 SpecsJerine BabuNo ratings yet
- 145 KV Sf6 Circuit Breaker H'Mu NDocument15 pages145 KV Sf6 Circuit Breaker H'Mu NQuang NguyenNo ratings yet
- Regulation 16 - Shipboard Incineration: Chapter 3 - Requirements For Control of Emissions From ShipsDocument2 pagesRegulation 16 - Shipboard Incineration: Chapter 3 - Requirements For Control of Emissions From ShipsHorobets DmytroNo ratings yet
- BS ISO 21927-5 2018 Smoke and Heat Control SystemsDocument24 pagesBS ISO 21927-5 2018 Smoke and Heat Control SystemsFathyNo ratings yet
- Study On Dies For Wood Pellet MachinesDocument10 pagesStudy On Dies For Wood Pellet MachinesAl SaherNo ratings yet
- (English) Building The World's Most Powerful Gearbox For Wind Turbines - The Winergy 8 MW Gearbox (DownSub - Com)Document5 pages(English) Building The World's Most Powerful Gearbox For Wind Turbines - The Winergy 8 MW Gearbox (DownSub - Com)Joe JiNo ratings yet
- Bosch Ecus DatabaseDocument2 pagesBosch Ecus DatabaseclseguraNo ratings yet
- PVV Solar Cell US0123 PDFDocument2 pagesPVV Solar Cell US0123 PDFNguyễn Anh DanhNo ratings yet
- Tips To Save Energy in Cement Manufacturing Process - Infinity For Cement EquipmentDocument20 pagesTips To Save Energy in Cement Manufacturing Process - Infinity For Cement EquipmentsuritataNo ratings yet
- Garrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldDocument16 pagesGarrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldMarc PadrosaNo ratings yet
- Đê HSG Anh 7 Sô 2Document7 pagesĐê HSG Anh 7 Sô 2Thái Ngọc NhiNo ratings yet
- Further Product Details: Position Qty. Description SP 7-51Document10 pagesFurther Product Details: Position Qty. Description SP 7-51Bahtiar AntanaNo ratings yet
- Mechanical Properties of Fluids DPPDocument3 pagesMechanical Properties of Fluids DPPchillking9865No ratings yet































































































Download as pdf or txt
You might also like
- Copy of Modern Automotive Technology 7th EdDocument1,631 pagesCopy of Modern Automotive Technology 7th Edjuan100% (4)
- Boiler Report PDFDocument34 pagesBoiler Report PDFAditya Aggarwal83% (52)
- Foster Wheeler CFB BoilerDocument9 pagesFoster Wheeler CFB BoilerErl SuperalNo ratings yet
- Cement Kiln Operation Hand BookDocument12 pagesCement Kiln Operation Hand BookAmit Pandey100% (3)
- TP CFB 12 03Document16 pagesTP CFB 12 03Harish MechNo ratings yet
- TP CFB 12 03 PDFDocument16 pagesTP CFB 12 03 PDFKim Howard CastilloNo ratings yet
- Alstom BFB PDFDocument18 pagesAlstom BFB PDFNaveed RabbaniNo ratings yet
- Design For Blast Furnace Gas Firing Gas Turbine: (Hereinafter Abbreviated As BFG)Document12 pagesDesign For Blast Furnace Gas Firing Gas Turbine: (Hereinafter Abbreviated As BFG)jnmanivannanmech100% (1)
- GT2002 30014Document7 pagesGT2002 30014ME THE BESTNo ratings yet
- Operation of 300MW CFBC BoilerDocument6 pagesOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNo ratings yet
- Upgrade Your Furnace For Clean FuelsDocument4 pagesUpgrade Your Furnace For Clean Fuelssagar1503No ratings yet
- Fuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionDocument6 pagesFuel Savings For Slab Reheating Furnaces Through Oxyfuel CombustionДимитър СлавовNo ratings yet
- Pack Firetube BoilersDocument5 pagesPack Firetube BoilersNath BoyapatiNo ratings yet
- Boiler Deporst SetupDocument9 pagesBoiler Deporst SetupbalusmeNo ratings yet
- Boiler Circulation 2Document20 pagesBoiler Circulation 2Siva SubramaniyanNo ratings yet
- Fluidized Bed Combustion in PracticeDocument95 pagesFluidized Bed Combustion in PracticeLTE002No ratings yet
- Furnaces - Equipment DescriptionDocument23 pagesFurnaces - Equipment DescriptionMohammad RawoofNo ratings yet
- Waste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasDocument8 pagesWaste Heat Recovery in Steel Bars Re-Rolling Mill: Irfan Ullah IlyasROHIT CHOUDHURYNo ratings yet
- Efficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalDocument11 pagesEfficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalSantosh kumar SahuNo ratings yet
- BoilerDocument29 pagesBoilerMadhan RajNo ratings yet
- Operating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasDocument6 pagesOperating Experience of Ansaldo V94.2 K Gas Turbine Fed by Steelworks GasMorteza YazdizadehNo ratings yet
- Supercritical Boiler Options FOR Firing Low Volatile Chinese CoalsDocument20 pagesSupercritical Boiler Options FOR Firing Low Volatile Chinese CoalsUday GautamNo ratings yet
- Introduction To Thermal Power PlantsDocument59 pagesIntroduction To Thermal Power PlantsAnjana NairNo ratings yet
- Efficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalDocument11 pagesEfficiency and Boiler Parameters Effects in Sub-Critical Boiler With Different Types of Sub-Bituminous CoalnarayananaliveNo ratings yet
- Petroleum Coke Shaft Calcining Technology - Salient Features of Construction and Production TechniquesDocument11 pagesPetroleum Coke Shaft Calcining Technology - Salient Features of Construction and Production TechniquesRifka AisyahNo ratings yet
- Abma 9 00Document11 pagesAbma 9 00Matias MancillaNo ratings yet
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- RKL 1Document10 pagesRKL 1papiraniNo ratings yet
- Improving Bagasse Boiler PerformanceDocument9 pagesImproving Bagasse Boiler PerformanceUsama MalikNo ratings yet
- CokemakingTechnologies ComparisonDocument9 pagesCokemakingTechnologies Comparisonkselvan_1100% (1)
- ICES CM 2007/M:07 Design Concept For Low Energy Fishing VesselDocument8 pagesICES CM 2007/M:07 Design Concept For Low Energy Fishing VesselSaatnya TersenyumNo ratings yet
- Buderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal SheetDocument5 pagesBuderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal Sheetdaboo sanatNo ratings yet
- Press The Enter Key To Select A Tab: IBPL Plant Heat Rate - RegDocument3 pagesPress The Enter Key To Select A Tab: IBPL Plant Heat Rate - RegKarthi KeyanNo ratings yet
- Blast Furnace Iron Making IIT KGP Oct 26 2010Document85 pagesBlast Furnace Iron Making IIT KGP Oct 26 2010Samanway DasNo ratings yet
- Single Drum BoilerDocument12 pagesSingle Drum BoileravgpaulNo ratings yet
- Project N1 Combine Cycle Power Plant FinalDocument18 pagesProject N1 Combine Cycle Power Plant FinalHilburnNo ratings yet
- Advanced Gas ReactorDocument10 pagesAdvanced Gas ReactorAbdulrahman EL-GammalNo ratings yet
- Performance Enhancement of An Industrial Fire Tube BoilerDocument6 pagesPerformance Enhancement of An Industrial Fire Tube BoilerZaid YahyaNo ratings yet
- 12 Integrated SteelDocument16 pages12 Integrated SteelKushagra JadhavNo ratings yet
- B&W FBC Boiler Opeating Experience With U BeamsDocument9 pagesB&W FBC Boiler Opeating Experience With U BeamsNath BoyapatiNo ratings yet
- Alkali Bypass WHRPP Nov - 11 PDFDocument18 pagesAlkali Bypass WHRPP Nov - 11 PDFNinad Bhave100% (1)
- Equipment Design - BOILERSDocument24 pagesEquipment Design - BOILERSEmyu ClaridadNo ratings yet
- Aadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftDocument167 pagesAadarsh Presentation On Boiler & Its Auxiliaries For SEL, Vedanta DraftKathir SivaNo ratings yet
- Blast Furnace Iron Making, IIT, KGP, Oct 26, 2010Document85 pagesBlast Furnace Iron Making, IIT, KGP, Oct 26, 2010Vikas Solanki100% (1)
- Sesa GoaDocument8 pagesSesa Goamek00sNo ratings yet
- Feeder Control With Motor Power-Sonic SignalsDocument8 pagesFeeder Control With Motor Power-Sonic SignalsParmeshwar Nath TripathiNo ratings yet
- Progress of The Weston Unit 4 Supercritical Project in Wisconsin PDFDocument6 pagesProgress of The Weston Unit 4 Supercritical Project in Wisconsin PDFktsnlNo ratings yet
- U BeamsDocument8 pagesU BeamsAmitav MishraNo ratings yet
- Boiler Report PDFDocument36 pagesBoiler Report PDFsaikumarvavillaNo ratings yet
- CFCB Bed Ash CoolerDocument11 pagesCFCB Bed Ash CoolerUdhayakumar VenkataramanNo ratings yet
- Performance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.Document8 pagesPerformance Evaluation of An Oil Fired Boiler A Case Study in Dairy Industry.atul100% (8)
- Integrated Gasification Combined Cycle For Power GenerationDocument25 pagesIntegrated Gasification Combined Cycle For Power Generationmohammedalaa861No ratings yet
- "Kota Super Thermal Power Station": (Electrical Engineering)Document22 pages"Kota Super Thermal Power Station": (Electrical Engineering)Vee ThiruNo ratings yet
- Gas Turbines: Joule (Constant Pressure) CycleDocument2 pagesGas Turbines: Joule (Constant Pressure) CycleSethu RajNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Generator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemDocument1 pageGenerator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemRaj KumarNo ratings yet
- Power Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLDocument13 pagesPower Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLRaj KumarNo ratings yet
- Generator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemDocument2 pagesGenerator Synchronisation and Routine & Emergency Condition Checkup of ElectricalsystemRaj KumarNo ratings yet
- (General) 1-43Document43 pages(General) 1-43Raj KumarNo ratings yet
- Power Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLDocument22 pagesPower Plant Simulator Training Institute: Bakreswar Thermal Power Project: WBPDCLRaj KumarNo ratings yet
- Comparative Analysis of Calorific Values of Selected Agricultural WastesDocument6 pagesComparative Analysis of Calorific Values of Selected Agricultural WastesRaj KumarNo ratings yet
- Boiler Bed Height Formula - NirmaDocument1 pageBoiler Bed Height Formula - NirmaRaj Kumar100% (1)
- Feedwater Level Control of Boiler Steam Drum Using Imc and Lead Lag Imc IJERTV4IS060680Document4 pagesFeedwater Level Control of Boiler Steam Drum Using Imc and Lead Lag Imc IJERTV4IS060680Raj KumarNo ratings yet
- Commissioning in DetailDocument200 pagesCommissioning in DetailmohamedovicNo ratings yet
- Reference Guide Air Circuit Breakers Series ME10: January 2017Document24 pagesReference Guide Air Circuit Breakers Series ME10: January 2017Ronald H SantosNo ratings yet
- 15AFB Cervenka M The Rolls Royce Trent EngineDocument40 pages15AFB Cervenka M The Rolls Royce Trent Enginesaroj2058No ratings yet
- Product: WK Series Industrial BurnersDocument40 pagesProduct: WK Series Industrial Burnersbenlly alvarezNo ratings yet
- KOM - Unit 1 (Class Notes)Document33 pagesKOM - Unit 1 (Class Notes)a c s KumarNo ratings yet
- AMC Report For BPCL BANGALOREDocument10 pagesAMC Report For BPCL BANGALOREVartika UpretyNo ratings yet
- Electromagnetic Suspension ProjectDocument15 pagesElectromagnetic Suspension ProjectvishnuNo ratings yet
- Quitosana 16 AgoDocument198 pagesQuitosana 16 AgoGilberto NetoNo ratings yet
- Emily Conover: Century of Science: Cracking The AtomDocument3 pagesEmily Conover: Century of Science: Cracking The AtomMarkAllenPascualNo ratings yet
- Application For Project Proposal FinalDocument6 pagesApplication For Project Proposal Finalshaillypandey25No ratings yet
- CS-S28NKV 9 12 18Document138 pagesCS-S28NKV 9 12 18marcio carvalhoNo ratings yet
- Limits of Error For Thermocouples (Ansi MC 96.1)Document2 pagesLimits of Error For Thermocouples (Ansi MC 96.1)Vivek TripathiNo ratings yet
- Template Label Print Telkomsel TRUST ProjectDocument7 pagesTemplate Label Print Telkomsel TRUST ProjectMedi ApriadiNo ratings yet
- Sun Industries, Inc.: For Foldover, Card Feeder, & Product Transfer Diagrams Refer To Dwg. #P/8-96-1001Document1 pageSun Industries, Inc.: For Foldover, Card Feeder, & Product Transfer Diagrams Refer To Dwg. #P/8-96-1001Carl PotschNo ratings yet
- Sustainability Report 2020 Siemens EnergyDocument80 pagesSustainability Report 2020 Siemens EnergyEnergy 2GreenNo ratings yet
- Modules: Quarter 4 - Weeks 5 - 8Document44 pagesModules: Quarter 4 - Weeks 5 - 8rebadullafrancheskaNo ratings yet
- LG Ab-Q60lm3t1 SpecsDocument15 pagesLG Ab-Q60lm3t1 SpecsJerine BabuNo ratings yet
- 145 KV Sf6 Circuit Breaker H'Mu NDocument15 pages145 KV Sf6 Circuit Breaker H'Mu NQuang NguyenNo ratings yet
- Regulation 16 - Shipboard Incineration: Chapter 3 - Requirements For Control of Emissions From ShipsDocument2 pagesRegulation 16 - Shipboard Incineration: Chapter 3 - Requirements For Control of Emissions From ShipsHorobets DmytroNo ratings yet
- BS ISO 21927-5 2018 Smoke and Heat Control SystemsDocument24 pagesBS ISO 21927-5 2018 Smoke and Heat Control SystemsFathyNo ratings yet
- Study On Dies For Wood Pellet MachinesDocument10 pagesStudy On Dies For Wood Pellet MachinesAl SaherNo ratings yet
- (English) Building The World's Most Powerful Gearbox For Wind Turbines - The Winergy 8 MW Gearbox (DownSub - Com)Document5 pages(English) Building The World's Most Powerful Gearbox For Wind Turbines - The Winergy 8 MW Gearbox (DownSub - Com)Joe JiNo ratings yet
- Bosch Ecus DatabaseDocument2 pagesBosch Ecus DatabaseclseguraNo ratings yet
- PVV Solar Cell US0123 PDFDocument2 pagesPVV Solar Cell US0123 PDFNguyễn Anh DanhNo ratings yet
- Tips To Save Energy in Cement Manufacturing Process - Infinity For Cement EquipmentDocument20 pagesTips To Save Energy in Cement Manufacturing Process - Infinity For Cement EquipmentsuritataNo ratings yet
- Garrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldDocument16 pagesGarrett Lindemann 1997 Experiments Upon The Reported Transmutation of Mercury Into GoldMarc PadrosaNo ratings yet
- Đê HSG Anh 7 Sô 2Document7 pagesĐê HSG Anh 7 Sô 2Thái Ngọc NhiNo ratings yet
- Further Product Details: Position Qty. Description SP 7-51Document10 pagesFurther Product Details: Position Qty. Description SP 7-51Bahtiar AntanaNo ratings yet
- Mechanical Properties of Fluids DPPDocument3 pagesMechanical Properties of Fluids DPPchillking9865No ratings yet