
14 - Raw Mix
14 - Raw Mix
You might also like
- SunAccount Reference ManualDocument694 pagesSunAccount Reference ManualRobertFabri100% (2)
- The Rotary Cement KilnDocument388 pagesThe Rotary Cement KilnDubistWhite100% (6)
- GE 1977 Lamp CatalogDocument80 pagesGE 1977 Lamp CatalogAlan MastersNo ratings yet
- Raw Mix Design by Rashid Jamal (16.02.2017)Document20 pagesRaw Mix Design by Rashid Jamal (16.02.2017)Muhammad Awais0% (1)
- Set 7 AnsDocument4 pagesSet 7 AnsArturo Hernández MoralesNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- EdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Document11 pagesEdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Neen NaazNo ratings yet
- VR Milling V5 Help FileDocument168 pagesVR Milling V5 Help FileKleber AugustoNo ratings yet
- Determination of Feo Content in ClinkeDocument17 pagesDetermination of Feo Content in Clinkemahendra sen100% (1)
- Mineralisation PDFDocument11 pagesMineralisation PDFElwathig BakhietNo ratings yet
- Cement AnalysisDocument51 pagesCement AnalysisCHRISTOPHER NSENGIYUMVA100% (1)
- Calculation For CO2 Released During CalcinationDocument4 pagesCalculation For CO2 Released During CalcinationD N SHARMANo ratings yet
- The Role of Gypsum in CementDocument30 pagesThe Role of Gypsum in Cementsafwat hassan100% (1)
- 04 - Combustion and 10 Golden RulesDocument30 pages04 - Combustion and 10 Golden RulesAfqan B-vNo ratings yet
- Cement Physical TestingDocument6 pagesCement Physical TestingPradeep SinghNo ratings yet
- Module 2 CSAF SystemDocument16 pagesModule 2 CSAF SystemElwathig BakhietNo ratings yet
- VDZ-Onlinecourse 6 7 enDocument22 pagesVDZ-Onlinecourse 6 7 enAnonymous iI88LtNo ratings yet
- Raw Mix DesignDocument8 pagesRaw Mix DesignkazamNo ratings yet
- Training - Cga ApplicationDocument34 pagesTraining - Cga ApplicationSubhan MuhammadNo ratings yet
- Cement Types and Their Selection For Road Stabilization - 10 Mar06Document13 pagesCement Types and Their Selection For Road Stabilization - 10 Mar06MichaelKomakecNo ratings yet
- A To ZDocument126 pagesA To ZMohamed Osama RagaaNo ratings yet
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- VDZ ActivityReport07 09Document140 pagesVDZ ActivityReport07 09jorge_acosta_112100% (1)
- Cement Technology Cement ChemistryDocument22 pagesCement Technology Cement Chemistryshani5573No ratings yet
- Cooling Cement Clinker Exercise2.3.4Document2 pagesCooling Cement Clinker Exercise2.3.4Mohammed AbdoNo ratings yet
- ACC Thane - Clinker FactorDocument17 pagesACC Thane - Clinker FactorSaji KumarNo ratings yet
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewDocument9 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewShashwat OmarNo ratings yet
- KilnOpBasics - Raw Mix Control - KFUIDocument12 pagesKilnOpBasics - Raw Mix Control - KFUImustaf100% (2)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- 7-Mineral Phases of Portland CementDocument28 pages7-Mineral Phases of Portland CementzamriseramikNo ratings yet
- VDZ - 0 - 0 - En-From Cement Production To ConcreteDocument34 pagesVDZ - 0 - 0 - En-From Cement Production To ConcreteAndreea Ștefura100% (1)
- QDocument33 pagesQसागर फुकटNo ratings yet
- JW DZ 02a eDocument37 pagesJW DZ 02a eChumpol ChantangNo ratings yet
- Chapter 10 - Cement Production - Calculation of Raw Mix CompositionDocument57 pagesChapter 10 - Cement Production - Calculation of Raw Mix CompositionSamnang HangNo ratings yet
- User Guide PDFDocument27 pagesUser Guide PDFbulentbulut100% (1)
- VRM C SimulatorDocument19 pagesVRM C SimulatorIrshad HussainNo ratings yet
- KC 1.8 Chloride Cycles PDFDocument4 pagesKC 1.8 Chloride Cycles PDFgabigrig100% (1)
- Quality Aspects of Cement Milling: Bob M QuillanDocument18 pagesQuality Aspects of Cement Milling: Bob M QuillanSamehibrahem100% (1)
- Transcript: Download Granulometry of ClinkerDocument4 pagesTranscript: Download Granulometry of ClinkerfaheemqcNo ratings yet
- Mercury in CementDocument87 pagesMercury in Cementirvan Chaerul SNo ratings yet
- By Pass Mass-BalanceDocument10 pagesBy Pass Mass-BalancejagrutNo ratings yet
- Typical Raw Minerals 202.1Document2 pagesTypical Raw Minerals 202.1Mohammed AbdoNo ratings yet
- Chemistry of BlendingDocument26 pagesChemistry of BlendingSamehibrahem100% (1)
- V2 Materials Technology 2Document526 pagesV2 Materials Technology 2Liya Nur SholihahNo ratings yet
- DR - Safaa El-Gamal: Chemistry of Cement For Third Year Students Major ChemistryDocument25 pagesDR - Safaa El-Gamal: Chemistry of Cement For Third Year Students Major ChemistryAhmed Awad100% (1)
- Cement Division Technical Training Tools: 090519 Technicaltrainingtools DescriptionDocument6 pagesCement Division Technical Training Tools: 090519 Technicaltrainingtools Descriptionrupesh soniNo ratings yet
- Problems in Cement Silos Due To and Steps That Can Be Taken To Alleviate These ProblemsDocument9 pagesProblems in Cement Silos Due To and Steps That Can Be Taken To Alleviate These Problemsirvan Chaerul SNo ratings yet
- Clinker Formation ConceptsDocument28 pagesClinker Formation ConceptspashaNo ratings yet
- Alkali Bypass MaintencnceDocument15 pagesAlkali Bypass MaintencnceJCS100% (1)
- Coal Preparation: Chris HoltDocument24 pagesCoal Preparation: Chris HoltAhmed ElbehairyNo ratings yet
- VDZ-Onlinecourse 6 5 enDocument30 pagesVDZ-Onlinecourse 6 5 enSuadNo ratings yet
- Heat Balance For Kiln: Jasveer SinghDocument4 pagesHeat Balance For Kiln: Jasveer SinghAlok RanjanNo ratings yet
- OPC PILE DESIGN Calculation - (Complete) 2Document7 pagesOPC PILE DESIGN Calculation - (Complete) 2Irfan Ahmed0% (1)
- Bowmanville Cement Technology - Kiln SystemsDocument16 pagesBowmanville Cement Technology - Kiln SystemsMohamed SaadNo ratings yet
- Cement 2020 Biomass Forum April 14, 2011 Technical PresentationDocument22 pagesCement 2020 Biomass Forum April 14, 2011 Technical PresentationAlejandro SanchezNo ratings yet
- PPE Reference Guide 05Document184 pagesPPE Reference Guide 05Anonymous I0JAds2SP100% (1)
- Reactions of Clinker BurningDocument1 pageReactions of Clinker BurningVijay BhanNo ratings yet
- How To Control The Hot MealDocument4 pagesHow To Control The Hot MealGiequat100% (2)
- Cement PropertiesDocument4 pagesCement PropertiesDebendra Dev KhanalNo ratings yet
- Work Plan & Proposal - LC3 Project - M.P. BirlaDocument7 pagesWork Plan & Proposal - LC3 Project - M.P. BirlaKuldeep SinghNo ratings yet
- Priya Cement Raw MixDocument6 pagesPriya Cement Raw MixJCS100% (1)
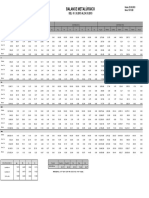
- Balance 241013Document1 pageBalance 241013Gabriel Alanoca RojasNo ratings yet
- Pile Design With 5 ComponentsDocument12 pagesPile Design With 5 ComponentsIrfan Ahmed100% (2)
- 3 Roller Press FL Smidth PDFDocument28 pages3 Roller Press FL Smidth PDFThaigroup Cement100% (1)
- Water Conveyance EstimationDocument26 pagesWater Conveyance EstimationRajesh SapkotaNo ratings yet
- Necesidad de Cal - TorresDocument9 pagesNecesidad de Cal - TorresErick D. TorresNo ratings yet
- Crushing Principles and Equipment: by Evgueni Porokhovoi. 2019Document53 pagesCrushing Principles and Equipment: by Evgueni Porokhovoi. 2019DubistWhite100% (1)
- 9 - Quarry RehabilitationDocument36 pages9 - Quarry RehabilitationDubistWhiteNo ratings yet
- Engineering PaperDocument15 pagesEngineering PaperDubistWhiteNo ratings yet
- 5 BlastingDocument75 pages5 BlastingDubistWhiteNo ratings yet
- 2 - Cement Raw MaterialsDocument32 pages2 - Cement Raw MaterialsDubistWhiteNo ratings yet
- 1 - General GeologyDocument60 pages1 - General GeologyDubistWhiteNo ratings yet
- Transport Phenomena Transport CoefficientsDocument3 pagesTransport Phenomena Transport CoefficientsDubistWhiteNo ratings yet
- M Aking An Impact at Kohat CementDocument4 pagesM Aking An Impact at Kohat CementDubistWhiteNo ratings yet
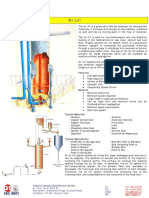
- Frigate Flyer Air LiftDocument1 pageFrigate Flyer Air LiftDubistWhite100% (1)
- HW 2Document2 pagesHW 2DubistWhiteNo ratings yet
- Rossin RammbllerDocument15 pagesRossin RammbllerDubistWhiteNo ratings yet
- Experiment Molarity (Mol DM) Rates (Mol DM / Min) : Chy2018 Tutorial 3 (Kinetics)Document2 pagesExperiment Molarity (Mol DM) Rates (Mol DM / Min) : Chy2018 Tutorial 3 (Kinetics)DubistWhiteNo ratings yet
- MAT3004 Work Sheet 2 201314Document3 pagesMAT3004 Work Sheet 2 201314DubistWhiteNo ratings yet
- Electrochemistry Tut 2008Document3 pagesElectrochemistry Tut 2008DubistWhiteNo ratings yet
- Hach K - C D: ITS Arbon IoxideDocument2 pagesHach K - C D: ITS Arbon IoxideDubistWhiteNo ratings yet
- TTL Power Supply WithDocument2 pagesTTL Power Supply WithSérgio AndolfoNo ratings yet
- Course Code: MEC208: Engineering MaterialsDocument54 pagesCourse Code: MEC208: Engineering MaterialsSinan YıldızNo ratings yet
- Happy Learn Haskell Tutorial Vol 1Document243 pagesHappy Learn Haskell Tutorial Vol 1joorceNo ratings yet
- Area of Refuge RequirementsDocument8 pagesArea of Refuge RequirementsAhmed HakamNo ratings yet
- Geysers and Geothermal EnergyDocument236 pagesGeysers and Geothermal EnergySC100% (1)
- 2021 WRI WWR Design Detailing Guide FullDocument269 pages2021 WRI WWR Design Detailing Guide FullSuhas JoshiNo ratings yet
- Heart Lung MachineDocument20 pagesHeart Lung MachineDeepak DennisonNo ratings yet
- Is Iso 8041 2005Document98 pagesIs Iso 8041 2005Donaldo Garcia Mendieta100% (1)
- Xas 127 KDDocument75 pagesXas 127 KDMy Name Is EnallNo ratings yet
- Weldamatic 250sDocument26 pagesWeldamatic 250sIan GrimshawNo ratings yet
- Chloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer GelDocument28 pagesChloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer Gelgeek0No ratings yet
- Duobias-M: 7SR242 - Multi-Functional Integrated Transformer Protection RelayDocument10 pagesDuobias-M: 7SR242 - Multi-Functional Integrated Transformer Protection RelayssNo ratings yet
- Arjo - Enterprise 8000B Service ManualDocument105 pagesArjo - Enterprise 8000B Service ManualHELIO0% (1)
- ALS 2.2 Overview: Competence Assurance SystemDocument27 pagesALS 2.2 Overview: Competence Assurance Systemahmed1adnan-10No ratings yet
- Nano Fiber Reinforcement Polymers Prepared by Fused Deposition ModelingDocument10 pagesNano Fiber Reinforcement Polymers Prepared by Fused Deposition ModelingsandeepNo ratings yet
- Manual Echolink English 01 PDFDocument134 pagesManual Echolink English 01 PDFkitty24821No ratings yet
- Project Progress ReportDocument4 pagesProject Progress ReportHashir Ali KhanNo ratings yet
- NR V2X Communication: Ji Min LeeDocument21 pagesNR V2X Communication: Ji Min LeeLastNightMixNo ratings yet
- Manitowoc 777: Operator Manual Luffing Jib AttachmentDocument164 pagesManitowoc 777: Operator Manual Luffing Jib AttachmentRaphaelNo ratings yet
- Product User's Manual - HC SR04 Ultrasonic SensorDocument10 pagesProduct User's Manual - HC SR04 Ultrasonic SensorashdinsNo ratings yet
- Fundamentals Aerospace Engineering Soler 2014 PDFDocument404 pagesFundamentals Aerospace Engineering Soler 2014 PDFAnousack KittilathNo ratings yet
- E 202Document3 pagesE 202GiaÜ ÜEntrolizoNo ratings yet
- Introduction To Pharmaceutics: Rashid Ali Arbani Pharm-D, Mphil (Pharmaceutics) Lecturer SALUDocument14 pagesIntroduction To Pharmaceutics: Rashid Ali Arbani Pharm-D, Mphil (Pharmaceutics) Lecturer SALUSimmiNo ratings yet
- Health and Safety Risk Assessment MethodologyDocument14 pagesHealth and Safety Risk Assessment MethodologyNanda Win Lwin100% (4)





































































































Download as pdf or txt
You might also like
- SunAccount Reference ManualDocument694 pagesSunAccount Reference ManualRobertFabri100% (2)
- The Rotary Cement KilnDocument388 pagesThe Rotary Cement KilnDubistWhite100% (6)
- GE 1977 Lamp CatalogDocument80 pagesGE 1977 Lamp CatalogAlan MastersNo ratings yet
- Raw Mix Design by Rashid Jamal (16.02.2017)Document20 pagesRaw Mix Design by Rashid Jamal (16.02.2017)Muhammad Awais0% (1)
- Set 7 AnsDocument4 pagesSet 7 AnsArturo Hernández MoralesNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- EdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Document11 pagesEdExcel A Level Chemistry Unit 4 Mark Scheme Results Paper 1 Jan 2006Neen NaazNo ratings yet
- VR Milling V5 Help FileDocument168 pagesVR Milling V5 Help FileKleber AugustoNo ratings yet
- Determination of Feo Content in ClinkeDocument17 pagesDetermination of Feo Content in Clinkemahendra sen100% (1)
- Mineralisation PDFDocument11 pagesMineralisation PDFElwathig BakhietNo ratings yet
- Cement AnalysisDocument51 pagesCement AnalysisCHRISTOPHER NSENGIYUMVA100% (1)
- Calculation For CO2 Released During CalcinationDocument4 pagesCalculation For CO2 Released During CalcinationD N SHARMANo ratings yet
- The Role of Gypsum in CementDocument30 pagesThe Role of Gypsum in Cementsafwat hassan100% (1)
- 04 - Combustion and 10 Golden RulesDocument30 pages04 - Combustion and 10 Golden RulesAfqan B-vNo ratings yet
- Cement Physical TestingDocument6 pagesCement Physical TestingPradeep SinghNo ratings yet
- Module 2 CSAF SystemDocument16 pagesModule 2 CSAF SystemElwathig BakhietNo ratings yet
- VDZ-Onlinecourse 6 7 enDocument22 pagesVDZ-Onlinecourse 6 7 enAnonymous iI88LtNo ratings yet
- Raw Mix DesignDocument8 pagesRaw Mix DesignkazamNo ratings yet
- Training - Cga ApplicationDocument34 pagesTraining - Cga ApplicationSubhan MuhammadNo ratings yet
- Cement Types and Their Selection For Road Stabilization - 10 Mar06Document13 pagesCement Types and Their Selection For Road Stabilization - 10 Mar06MichaelKomakecNo ratings yet
- A To ZDocument126 pagesA To ZMohamed Osama RagaaNo ratings yet
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- CTEO Chapter II C Process EffectsDocument12 pagesCTEO Chapter II C Process EffectsFranciscoCorreaJaraNo ratings yet
- VDZ ActivityReport07 09Document140 pagesVDZ ActivityReport07 09jorge_acosta_112100% (1)
- Cement Technology Cement ChemistryDocument22 pagesCement Technology Cement Chemistryshani5573No ratings yet
- Cooling Cement Clinker Exercise2.3.4Document2 pagesCooling Cement Clinker Exercise2.3.4Mohammed AbdoNo ratings yet
- ACC Thane - Clinker FactorDocument17 pagesACC Thane - Clinker FactorSaji KumarNo ratings yet
- Impact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewDocument9 pagesImpact of Alternative Fuels On The Cement Manufacturing Plant Performance: An OverviewShashwat OmarNo ratings yet
- KilnOpBasics - Raw Mix Control - KFUIDocument12 pagesKilnOpBasics - Raw Mix Control - KFUImustaf100% (2)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDocument5 pagesCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNo ratings yet
- 7-Mineral Phases of Portland CementDocument28 pages7-Mineral Phases of Portland CementzamriseramikNo ratings yet
- VDZ - 0 - 0 - En-From Cement Production To ConcreteDocument34 pagesVDZ - 0 - 0 - En-From Cement Production To ConcreteAndreea Ștefura100% (1)
- QDocument33 pagesQसागर फुकटNo ratings yet
- JW DZ 02a eDocument37 pagesJW DZ 02a eChumpol ChantangNo ratings yet
- Chapter 10 - Cement Production - Calculation of Raw Mix CompositionDocument57 pagesChapter 10 - Cement Production - Calculation of Raw Mix CompositionSamnang HangNo ratings yet
- User Guide PDFDocument27 pagesUser Guide PDFbulentbulut100% (1)
- VRM C SimulatorDocument19 pagesVRM C SimulatorIrshad HussainNo ratings yet
- KC 1.8 Chloride Cycles PDFDocument4 pagesKC 1.8 Chloride Cycles PDFgabigrig100% (1)
- Quality Aspects of Cement Milling: Bob M QuillanDocument18 pagesQuality Aspects of Cement Milling: Bob M QuillanSamehibrahem100% (1)
- Transcript: Download Granulometry of ClinkerDocument4 pagesTranscript: Download Granulometry of ClinkerfaheemqcNo ratings yet
- Mercury in CementDocument87 pagesMercury in Cementirvan Chaerul SNo ratings yet
- By Pass Mass-BalanceDocument10 pagesBy Pass Mass-BalancejagrutNo ratings yet
- Typical Raw Minerals 202.1Document2 pagesTypical Raw Minerals 202.1Mohammed AbdoNo ratings yet
- Chemistry of BlendingDocument26 pagesChemistry of BlendingSamehibrahem100% (1)
- V2 Materials Technology 2Document526 pagesV2 Materials Technology 2Liya Nur SholihahNo ratings yet
- DR - Safaa El-Gamal: Chemistry of Cement For Third Year Students Major ChemistryDocument25 pagesDR - Safaa El-Gamal: Chemistry of Cement For Third Year Students Major ChemistryAhmed Awad100% (1)
- Cement Division Technical Training Tools: 090519 Technicaltrainingtools DescriptionDocument6 pagesCement Division Technical Training Tools: 090519 Technicaltrainingtools Descriptionrupesh soniNo ratings yet
- Problems in Cement Silos Due To and Steps That Can Be Taken To Alleviate These ProblemsDocument9 pagesProblems in Cement Silos Due To and Steps That Can Be Taken To Alleviate These Problemsirvan Chaerul SNo ratings yet
- Clinker Formation ConceptsDocument28 pagesClinker Formation ConceptspashaNo ratings yet
- Alkali Bypass MaintencnceDocument15 pagesAlkali Bypass MaintencnceJCS100% (1)
- Coal Preparation: Chris HoltDocument24 pagesCoal Preparation: Chris HoltAhmed ElbehairyNo ratings yet
- VDZ-Onlinecourse 6 5 enDocument30 pagesVDZ-Onlinecourse 6 5 enSuadNo ratings yet
- Heat Balance For Kiln: Jasveer SinghDocument4 pagesHeat Balance For Kiln: Jasveer SinghAlok RanjanNo ratings yet
- OPC PILE DESIGN Calculation - (Complete) 2Document7 pagesOPC PILE DESIGN Calculation - (Complete) 2Irfan Ahmed0% (1)
- Bowmanville Cement Technology - Kiln SystemsDocument16 pagesBowmanville Cement Technology - Kiln SystemsMohamed SaadNo ratings yet
- Cement 2020 Biomass Forum April 14, 2011 Technical PresentationDocument22 pagesCement 2020 Biomass Forum April 14, 2011 Technical PresentationAlejandro SanchezNo ratings yet
- PPE Reference Guide 05Document184 pagesPPE Reference Guide 05Anonymous I0JAds2SP100% (1)
- Reactions of Clinker BurningDocument1 pageReactions of Clinker BurningVijay BhanNo ratings yet
- How To Control The Hot MealDocument4 pagesHow To Control The Hot MealGiequat100% (2)
- Cement PropertiesDocument4 pagesCement PropertiesDebendra Dev KhanalNo ratings yet
- Work Plan & Proposal - LC3 Project - M.P. BirlaDocument7 pagesWork Plan & Proposal - LC3 Project - M.P. BirlaKuldeep SinghNo ratings yet
- Priya Cement Raw MixDocument6 pagesPriya Cement Raw MixJCS100% (1)
- Balance 241013Document1 pageBalance 241013Gabriel Alanoca RojasNo ratings yet
- Pile Design With 5 ComponentsDocument12 pagesPile Design With 5 ComponentsIrfan Ahmed100% (2)
- 3 Roller Press FL Smidth PDFDocument28 pages3 Roller Press FL Smidth PDFThaigroup Cement100% (1)
- Water Conveyance EstimationDocument26 pagesWater Conveyance EstimationRajesh SapkotaNo ratings yet
- Necesidad de Cal - TorresDocument9 pagesNecesidad de Cal - TorresErick D. TorresNo ratings yet
- Crushing Principles and Equipment: by Evgueni Porokhovoi. 2019Document53 pagesCrushing Principles and Equipment: by Evgueni Porokhovoi. 2019DubistWhite100% (1)
- 9 - Quarry RehabilitationDocument36 pages9 - Quarry RehabilitationDubistWhiteNo ratings yet
- Engineering PaperDocument15 pagesEngineering PaperDubistWhiteNo ratings yet
- 5 BlastingDocument75 pages5 BlastingDubistWhiteNo ratings yet
- 2 - Cement Raw MaterialsDocument32 pages2 - Cement Raw MaterialsDubistWhiteNo ratings yet
- 1 - General GeologyDocument60 pages1 - General GeologyDubistWhiteNo ratings yet
- Transport Phenomena Transport CoefficientsDocument3 pagesTransport Phenomena Transport CoefficientsDubistWhiteNo ratings yet
- M Aking An Impact at Kohat CementDocument4 pagesM Aking An Impact at Kohat CementDubistWhiteNo ratings yet
- Frigate Flyer Air LiftDocument1 pageFrigate Flyer Air LiftDubistWhite100% (1)
- HW 2Document2 pagesHW 2DubistWhiteNo ratings yet
- Rossin RammbllerDocument15 pagesRossin RammbllerDubistWhiteNo ratings yet
- Experiment Molarity (Mol DM) Rates (Mol DM / Min) : Chy2018 Tutorial 3 (Kinetics)Document2 pagesExperiment Molarity (Mol DM) Rates (Mol DM / Min) : Chy2018 Tutorial 3 (Kinetics)DubistWhiteNo ratings yet
- MAT3004 Work Sheet 2 201314Document3 pagesMAT3004 Work Sheet 2 201314DubistWhiteNo ratings yet
- Electrochemistry Tut 2008Document3 pagesElectrochemistry Tut 2008DubistWhiteNo ratings yet
- Hach K - C D: ITS Arbon IoxideDocument2 pagesHach K - C D: ITS Arbon IoxideDubistWhiteNo ratings yet
- TTL Power Supply WithDocument2 pagesTTL Power Supply WithSérgio AndolfoNo ratings yet
- Course Code: MEC208: Engineering MaterialsDocument54 pagesCourse Code: MEC208: Engineering MaterialsSinan YıldızNo ratings yet
- Happy Learn Haskell Tutorial Vol 1Document243 pagesHappy Learn Haskell Tutorial Vol 1joorceNo ratings yet
- Area of Refuge RequirementsDocument8 pagesArea of Refuge RequirementsAhmed HakamNo ratings yet
- Geysers and Geothermal EnergyDocument236 pagesGeysers and Geothermal EnergySC100% (1)
- 2021 WRI WWR Design Detailing Guide FullDocument269 pages2021 WRI WWR Design Detailing Guide FullSuhas JoshiNo ratings yet
- Heart Lung MachineDocument20 pagesHeart Lung MachineDeepak DennisonNo ratings yet
- Is Iso 8041 2005Document98 pagesIs Iso 8041 2005Donaldo Garcia Mendieta100% (1)
- Xas 127 KDDocument75 pagesXas 127 KDMy Name Is EnallNo ratings yet
- Weldamatic 250sDocument26 pagesWeldamatic 250sIan GrimshawNo ratings yet
- Chloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer GelDocument28 pagesChloromethanes: Anfred Ossberg Ilhelm Endle Erhard Fleiderer Gelgeek0No ratings yet
- Duobias-M: 7SR242 - Multi-Functional Integrated Transformer Protection RelayDocument10 pagesDuobias-M: 7SR242 - Multi-Functional Integrated Transformer Protection RelayssNo ratings yet
- Arjo - Enterprise 8000B Service ManualDocument105 pagesArjo - Enterprise 8000B Service ManualHELIO0% (1)
- ALS 2.2 Overview: Competence Assurance SystemDocument27 pagesALS 2.2 Overview: Competence Assurance Systemahmed1adnan-10No ratings yet
- Nano Fiber Reinforcement Polymers Prepared by Fused Deposition ModelingDocument10 pagesNano Fiber Reinforcement Polymers Prepared by Fused Deposition ModelingsandeepNo ratings yet
- Manual Echolink English 01 PDFDocument134 pagesManual Echolink English 01 PDFkitty24821No ratings yet
- Project Progress ReportDocument4 pagesProject Progress ReportHashir Ali KhanNo ratings yet
- NR V2X Communication: Ji Min LeeDocument21 pagesNR V2X Communication: Ji Min LeeLastNightMixNo ratings yet
- Manitowoc 777: Operator Manual Luffing Jib AttachmentDocument164 pagesManitowoc 777: Operator Manual Luffing Jib AttachmentRaphaelNo ratings yet
- Product User's Manual - HC SR04 Ultrasonic SensorDocument10 pagesProduct User's Manual - HC SR04 Ultrasonic SensorashdinsNo ratings yet
- Fundamentals Aerospace Engineering Soler 2014 PDFDocument404 pagesFundamentals Aerospace Engineering Soler 2014 PDFAnousack KittilathNo ratings yet
- E 202Document3 pagesE 202GiaÜ ÜEntrolizoNo ratings yet
- Introduction To Pharmaceutics: Rashid Ali Arbani Pharm-D, Mphil (Pharmaceutics) Lecturer SALUDocument14 pagesIntroduction To Pharmaceutics: Rashid Ali Arbani Pharm-D, Mphil (Pharmaceutics) Lecturer SALUSimmiNo ratings yet
- Health and Safety Risk Assessment MethodologyDocument14 pagesHealth and Safety Risk Assessment MethodologyNanda Win Lwin100% (4)