Download as pdf or txt
You might also like
- Technical Manual OPTOIO - 16/32: Integrated Management System IMS I/O Module OPTOIO-32Document16 pagesTechnical Manual OPTOIO - 16/32: Integrated Management System IMS I/O Module OPTOIO-32徐玉坤No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Fence Engineering ManualDocument30 pagesFence Engineering ManualSameh Badr100% (1)
- (Wole Soboyejo) Mechanical Properties of Engineere (BookFi)Document595 pages(Wole Soboyejo) Mechanical Properties of Engineere (BookFi)Vikram Singh100% (1)
- A6pm-Iip-40-K042-00008 Rev0-DDocument5 pagesA6pm-Iip-40-K042-00008 Rev0-DRajesh JoeNo ratings yet
- MIR - Silencers - Catalog Miratech Marine Self SubSeaDocument60 pagesMIR - Silencers - Catalog Miratech Marine Self SubSeaFernando BarbosaNo ratings yet
- Comparision of Beam by Software and Manual Calculation IrjmetsDocument8 pagesComparision of Beam by Software and Manual Calculation IrjmetsChandini Suman SahooNo ratings yet
- A KovacevicTMCE2004PaperRevised1Document13 pagesA KovacevicTMCE2004PaperRevised1King MaxNo ratings yet
- Design and Fabrication of Combination Boring BarDocument9 pagesDesign and Fabrication of Combination Boring BarMd. Alam HasnatNo ratings yet
- Cathodic Protection-Steel Tank Monthly ReportDocument1 pageCathodic Protection-Steel Tank Monthly Reportdeltz0706No ratings yet
- St151prod-2 - MBD-1000 Gas Out (Category 3)Document27 pagesSt151prod-2 - MBD-1000 Gas Out (Category 3)Ryan DuhonNo ratings yet
- Spur Gear Thermal AnalizDocument5 pagesSpur Gear Thermal AnalizkarayagizmuhammedNo ratings yet
- Eltex Cam SW CatalogueDocument16 pagesEltex Cam SW Cataloguejohnsmith225No ratings yet
- Aluminum Capacitors in Power SuppliesDocument18 pagesAluminum Capacitors in Power SuppliesIslam Ahmad AbuhamamNo ratings yet
- PN Nor 0129-V1Document1 pagePN Nor 0129-V1Elmer MendozaNo ratings yet
- Design Report: Partion Framing SystemDocument37 pagesDesign Report: Partion Framing SystemvtalexNo ratings yet
- Kulikov 2020 IOP Conf. Ser. Mater. Sci. Eng. 969 012098Document11 pagesKulikov 2020 IOP Conf. Ser. Mater. Sci. Eng. 969 012098gfvfvNo ratings yet
- Ilme XDG CN 923 Issue 14Document772 pagesIlme XDG CN 923 Issue 14Wojciech NewlacilNo ratings yet
- 图 纸 目 录 Drawing/Document ListDocument2 pages图 纸 目 录 Drawing/Document ListShafique AbdiNo ratings yet
- 09T030 FinalDocument14 pages09T030 FinalKriengsak RuangdechNo ratings yet
- Sampel Mech - CalculationDocument36 pagesSampel Mech - CalculationMuhammad Farizan Praevia100% (1)
- GT2020 14633Document10 pagesGT2020 14633DeckrunNo ratings yet
- DFM ProDocument57 pagesDFM ProMahesh KarpeNo ratings yet
- Ist Floor Punch Layout With Beam-Layout1Document1 pageIst Floor Punch Layout With Beam-Layout1A.K.M Shafiq MondolNo ratings yet
- Legal Statement Year 2006 ReleaseDocument9 pagesLegal Statement Year 2006 ReleaseWawan Mazid SupriatnaNo ratings yet
- For Drawing 1695: N-2003 Lillestrøm Sophie Radichs Vei 7 NorwayDocument8 pagesFor Drawing 1695: N-2003 Lillestrøm Sophie Radichs Vei 7 NorwayRaymondNo ratings yet
- SMDB M RF PDFDocument7 pagesSMDB M RF PDFFadi Mohd ShaherNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document8 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- 3271007327XX314F3001 As On 280422Document29 pages3271007327XX314F3001 As On 280422Trần Văn HiếuNo ratings yet
- ILLUMINATION Semifinals 13.2Document3 pagesILLUMINATION Semifinals 13.2Jean-nette BarlisanNo ratings yet
- 2018 Microstructure Evolutionof Copperby Three Roll Planetary MillingDocument6 pages2018 Microstructure Evolutionof Copperby Three Roll Planetary MillingforuozanmehrNo ratings yet
- Fluid-Solid Interaction in Design of MultifunctionDocument15 pagesFluid-Solid Interaction in Design of MultifunctionKing MaxNo ratings yet
- Generals Electric: InstructionsDocument4 pagesGenerals Electric: Instructionsalex pardoNo ratings yet
- ARC1016DDocument13 pagesARC1016DJhonny RinconesNo ratings yet
- Mpactplus 400-6300ADocument107 pagesMpactplus 400-6300ADANIEL3991No ratings yet
- SM-G531M Esquematico Completo Anibal Garcia IrepairDocument7 pagesSM-G531M Esquematico Completo Anibal Garcia IrepairJuan David DelgadoNo ratings yet
- Cable Gland - G-INSEC-M25-S68N-NCRS-S: May 5, 2022, 6:32 AM Page 1Document9 pagesCable Gland - G-INSEC-M25-S68N-NCRS-S: May 5, 2022, 6:32 AM Page 1hiren_mistry55No ratings yet
- Yanma Odası Üretim HydroformingDocument6 pagesYanma Odası Üretim HydroformingmoonstarNo ratings yet
- 18-70-05 Fillets Welds Allowable LoadsDocument6 pages18-70-05 Fillets Welds Allowable LoadsJKKNo ratings yet
- Effects of Injection Molding Parameters On ShrinkaDocument9 pagesEffects of Injection Molding Parameters On Shrinkayanwa yanwaNo ratings yet
- Epe Mini Stadium Full Structural DrawingsDocument29 pagesEpe Mini Stadium Full Structural DrawingsRahman AdedokunNo ratings yet
- Straight Spur Gears and RACKSDocument10 pagesStraight Spur Gears and RACKSIRONSAVIORNo ratings yet
- Dell Latitude 3550 ZAL50 ZAL60 LA-B072P LA-B071P r0.1 PDFDocument54 pagesDell Latitude 3550 ZAL50 ZAL60 LA-B072P LA-B071P r0.1 PDFyencoNo ratings yet
- Dell Latitude 3550 ZAL50, ZAL60 LA-B072P r0.1 10.03.2013Document54 pagesDell Latitude 3550 ZAL50, ZAL60 LA-B072P r0.1 10.03.2013armando.gutkinNo ratings yet
- 33 KV Siemens 3005184633 - Sri Hari Construction Ac APTRANSCO - J8555 - 110 - 6xDocument24 pages33 KV Siemens 3005184633 - Sri Hari Construction Ac APTRANSCO - J8555 - 110 - 6xveera chaitanyaNo ratings yet
- Esquemas Mecánicos de Celdas de 24 KVDocument5 pagesEsquemas Mecánicos de Celdas de 24 KVJunior Enrique Revilla HernandezNo ratings yet
- Dewatering Adz CombinedDocument11 pagesDewatering Adz CombinedJhonnel PunzalanNo ratings yet
- PJ031 CS 199Document9 pagesPJ031 CS 199tarekNo ratings yet
- Matecconf Icmme2018 06004Document4 pagesMatecconf Icmme2018 06004yasamanNo ratings yet
- Tool Design ProjectDocument33 pagesTool Design ProjectBharat SinghNo ratings yet
- Powder Metal Gear Design and Inspection - Gear Technology September - October 1996Document4 pagesPowder Metal Gear Design and Inspection - Gear Technology September - October 1996maulidinbNo ratings yet
- Application of Tailored Blanks in The Automotive IndustryDocument11 pagesApplication of Tailored Blanks in The Automotive IndustryNiccolò CaroliNo ratings yet
- Chiller & Cooling Best PracticesDocument36 pagesChiller & Cooling Best PracticesraghuragooNo ratings yet
- PVP2020-21043 Fatigue Benchmark ComparisonDocument10 pagesPVP2020-21043 Fatigue Benchmark Comparisonnahla0helmyNo ratings yet
- ILLUMINATION Semifinals 13Document3 pagesILLUMINATION Semifinals 13Jean-nette BarlisanNo ratings yet
- Materials Comparison: Diecasting - The Optimum ChoiceDocument2 pagesMaterials Comparison: Diecasting - The Optimum ChoiceRafał LesiczkaNo ratings yet
- 14 P176 2011Document48 pages14 P176 2011umairmanzoorsepco1No ratings yet
- Semi - Outer Thread Cutting MachineDocument4 pagesSemi - Outer Thread Cutting MachineTechnico TechnocratsNo ratings yet
- Shear Reinforcement in SlabsDocument2 pagesShear Reinforcement in SlabssehikmatNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- TS012 Wet Gas Metering SamplingDocument4 pagesTS012 Wet Gas Metering SamplingSai Rakesh Varma VadapallyNo ratings yet
- PC160LC-8 KEPB215100 RedDocument424 pagesPC160LC-8 KEPB215100 RedRexNo ratings yet
- Continuous Modification Treatment of Polyester Fabric by Dielectric Barrier DischargeDocument5 pagesContinuous Modification Treatment of Polyester Fabric by Dielectric Barrier DischargeKasra GolbanNo ratings yet
- Module 5 6 AccelerationDocument5 pagesModule 5 6 AccelerationBaby-AnnieAquino-VenturaNo ratings yet
- Performance Analysis of RDF Gasification in A Two Stage Fluidized Bed-Plasma ProcessDocument11 pagesPerformance Analysis of RDF Gasification in A Two Stage Fluidized Bed-Plasma Processvitor_alberto_7No ratings yet
- Jee Mains Force and Newton Laws of Motion Ezyexamsolution Sol-03Document6 pagesJee Mains Force and Newton Laws of Motion Ezyexamsolution Sol-03Oyas DubeyNo ratings yet
- PE8491 CET - Refrigeration and LiquefactionDocument20 pagesPE8491 CET - Refrigeration and LiquefactionGnana Sangeetha100% (1)
- 8.2 Aerodynamics 8.2.1: Airflow Around A BodyDocument6 pages8.2 Aerodynamics 8.2.1: Airflow Around A BodyNayem Hashan NayemNo ratings yet
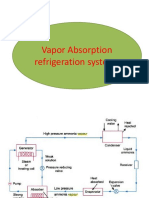
- Vapor Absorption SystemsDocument17 pagesVapor Absorption SystemsTalibHussainNo ratings yet
- The Free High School Science Texts - A Textbook For Highschool Students Studying Physics (Team Nanban) (TPB) PDFDocument397 pagesThe Free High School Science Texts - A Textbook For Highschool Students Studying Physics (Team Nanban) (TPB) PDFAnonymous hYHGFMBJmNo ratings yet
- Curved BeamsDocument27 pagesCurved Beamshussain adelNo ratings yet
- Soil Mechanics: Unconsolidated ConsolidationDocument25 pagesSoil Mechanics: Unconsolidated Consolidationetecham100% (4)
- Home Work 03: Crack Propagation by Cohesive Surface: Ruhr University-Mss-IcamsDocument6 pagesHome Work 03: Crack Propagation by Cohesive Surface: Ruhr University-Mss-Icamshuze_nedianNo ratings yet
- Almacen Sunarp - B - GCM - 01Document17 pagesAlmacen Sunarp - B - GCM - 01Sicologo CimeNo ratings yet
- Projectile MotionDocument5 pagesProjectile MotionJcob AaronNo ratings yet
- Lecture #9Document33 pagesLecture #9vanshikaNo ratings yet
- Hitachi - Remote Controller - Rar 6n1 2Document66 pagesHitachi - Remote Controller - Rar 6n1 2tippitoppiNo ratings yet
- Puzzle 3Document2 pagesPuzzle 3api-269531980No ratings yet
- Gasdynamics AE4140 Chapter 1: IntroductionDocument60 pagesGasdynamics AE4140 Chapter 1: IntroductionPythonraptorNo ratings yet
- Psychrometry LectureDocument3 pagesPsychrometry LectureRica de los SantosNo ratings yet
- Paper Imp Twinning Aluminum MD PDFDocument16 pagesPaper Imp Twinning Aluminum MD PDFNitai GAURANGANo ratings yet
- 1 s2.0 S235201242400119X MainDocument22 pages1 s2.0 S235201242400119X MainmohamedNo ratings yet
- Scaling of MOSFETs and Short Channel EffectsDocument35 pagesScaling of MOSFETs and Short Channel EffectsAnonymous zn5X2z0% (1)
- URM Infill Wall Modelling PEER8102 Kadysiewski Mosalam RDocument144 pagesURM Infill Wall Modelling PEER8102 Kadysiewski Mosalam RcegincNo ratings yet
- Advanced Recip Compressor DesignDocument5 pagesAdvanced Recip Compressor DesignBill KharayNo ratings yet
- Failure Analysis of A Motorcycle Brake DiscDocument13 pagesFailure Analysis of A Motorcycle Brake DiscashwaniNo ratings yet
- Answers To Workbook U2 ALL eDocument7 pagesAnswers To Workbook U2 ALL erachellui52No ratings yet
- Fluid 9ed Solution Manual PDFDocument919 pagesFluid 9ed Solution Manual PDFDermz GayosoNo ratings yet