Download as pdf or txt
You might also like
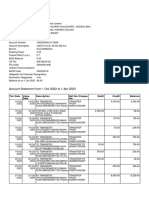
- Account Statement From 1 Oct 2022 To 1 Apr 2023: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument10 pagesAccount Statement From 1 Oct 2022 To 1 Apr 2023: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceAman JaiswalNo ratings yet
- GIT Business Case - SALON 3Document56 pagesGIT Business Case - SALON 3chetykim padillo kimmayongNo ratings yet
- Technology and WageDocument45 pagesTechnology and WageQarinaNo ratings yet
- Informs: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Management ScienceDocument18 pagesInforms: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Management Sciencerpaul15No ratings yet
- Construction ProductivityDocument9 pagesConstruction ProductivityCristian ZúñigaNo ratings yet
- 1997 Majumdar - Modularity and Productivity, Impact of Digital Technology in Telcom IndustryDocument15 pages1997 Majumdar - Modularity and Productivity, Impact of Digital Technology in Telcom IndustryAnugerah Sukses NusantaraNo ratings yet
- Development and Utilization of Energy-Related Technologies, Economic Performance and The Role of Policy InstrumentDocument15 pagesDevelopment and Utilization of Energy-Related Technologies, Economic Performance and The Role of Policy InstrumentAnhaa AgaruNo ratings yet
- 1 s2.0 S0925527310004792 MainextDocument12 pages1 s2.0 S0925527310004792 MainextAnelisa Lima das MercesNo ratings yet
- Construction Productivity From Measurement To ImprovementDocument9 pagesConstruction Productivity From Measurement To ImprovementTarsemNo ratings yet
- Evaluting Banking ProductivityDocument9 pagesEvaluting Banking ProductivityFathi RadiNo ratings yet
- Manufacturing Overhead Cost Driver Analysis 1990 Journal of Accounting and EconomicsDocument29 pagesManufacturing Overhead Cost Driver Analysis 1990 Journal of Accounting and Economicslukgv,hNo ratings yet
- Performance Impacts of Information Technology: Is Actual Usage The Missing Link?Document3 pagesPerformance Impacts of Information Technology: Is Actual Usage The Missing Link?supply officeNo ratings yet
- A Generalized Knowledge Production Function: Almas - Heshmati@ukh - AcDocument32 pagesA Generalized Knowledge Production Function: Almas - Heshmati@ukh - AcMakaBeNo ratings yet
- Abernathy 1975Document18 pagesAbernathy 1975dawit solomonNo ratings yet
- Technological Change and Its Impact On ProductivityDocument27 pagesTechnological Change and Its Impact On ProductivityJeffrey JewettNo ratings yet
- 0000 DEA Patents Framework For Licenced TechDocument10 pages0000 DEA Patents Framework For Licenced TechdocassNo ratings yet
- Nov - 09 - Forecast Method J MartinoDocument15 pagesNov - 09 - Forecast Method J MartinoToriq WibowoNo ratings yet
- Int. J. Production EconomicsDocument10 pagesInt. J. Production EconomicsCesar OrtegaNo ratings yet
- Bs Host 2018 11 007Document31 pagesBs Host 2018 11 007Krishna KumarNo ratings yet
- The Human Perils of Scaling Smart Technologies: Evidence From Field ExperimentsDocument3 pagesThe Human Perils of Scaling Smart Technologies: Evidence From Field ExperimentsCato InstituteNo ratings yet
- Measuring Innovative Performance: Is There An Advantage in Using Multiple Indicators?Document15 pagesMeasuring Innovative Performance: Is There An Advantage in Using Multiple Indicators?rajatNo ratings yet
- Technology Capability AssessmentDocument18 pagesTechnology Capability Assessmentçağıl AcarNo ratings yet
- Literature Review of Manufacturing CompanyDocument9 pagesLiterature Review of Manufacturing Companyea3f29j7100% (1)
- Informs: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations ResearchDocument20 pagesInforms: INFORMS Is Collaborating With JSTOR To Digitize, Preserve and Extend Access To Operations ResearchImad BaberNo ratings yet
- A Comparative Study of The Adoption and Implementation of Target CostingDocument11 pagesA Comparative Study of The Adoption and Implementation of Target Costinghatem2839524No ratings yet
- Breve Historia Diseños ExperimentalesDocument3 pagesBreve Historia Diseños ExperimentalesIrving MartinezNo ratings yet
- Olley Pakes 1996 EctaDocument36 pagesOlley Pakes 1996 EctaDANo ratings yet
- Applications of O.R. Techniques For Quality Assurance in ConstructionDocument5 pagesApplications of O.R. Techniques For Quality Assurance in Constructionanand0970% (1)
- AJBASR 1 PublishedDocument10 pagesAJBASR 1 PublishedAbdul WazedNo ratings yet
- 1989 Computing and Chemical EngineeringDocument10 pages1989 Computing and Chemical EngineeringFahad TariqNo ratings yet
- TQMonconstructionsitesDocument12 pagesTQMonconstructionsitesBello HassanNo ratings yet
- ProductProce Strategy Manufacturing Technology and WorkforceDocument44 pagesProductProce Strategy Manufacturing Technology and WorkforceDe JanNo ratings yet
- The Rise of The Machines, Analytics, and The Digital Oilfield: Artificial Intelligence in The Age of Machine Learning and Cognitive AnalyticsDocument9 pagesThe Rise of The Machines, Analytics, and The Digital Oilfield: Artificial Intelligence in The Age of Machine Learning and Cognitive AnalyticsViorica SîrghiiNo ratings yet
- Assessing Post-Adoption Utilisation of An Information Technology Within A Supply Chain Management ContextDocument24 pagesAssessing Post-Adoption Utilisation of An Information Technology Within A Supply Chain Management ContextRahmath SafeenaNo ratings yet
- Measuring Total Factor Productivity, Technical Change and The Rate of Returns To Research and DevelopmentDocument31 pagesMeasuring Total Factor Productivity, Technical Change and The Rate of Returns To Research and DevelopmentEduardo QuiñonezNo ratings yet
- The Implementation and Adoption of New Technology in Organizations: The Impact On Work, People, and CultureDocument29 pagesThe Implementation and Adoption of New Technology in Organizations: The Impact On Work, People, and CulturePhilippe ContrerasNo ratings yet
- 196 - Improving Indicators To Inform PolicyDocument13 pages196 - Improving Indicators To Inform PolicyOECDInnovationNo ratings yet
- Consumer Acceptance and Use of IT-UTAUT2Document22 pagesConsumer Acceptance and Use of IT-UTAUT2Jamirul SyafiqNo ratings yet
- Total Factor Productivity and Technical Efficiency of Indian Manufacturing: The Role of Infrastructure and Information & Communication TechnologyDocument32 pagesTotal Factor Productivity and Technical Efficiency of Indian Manufacturing: The Role of Infrastructure and Information & Communication TechnologysajalecoNo ratings yet
- Cepal R.2172ictinla - GutierrezDocument24 pagesCepal R.2172ictinla - GutierrezJorge BossioNo ratings yet
- Analysis of Technology Acceptance Model (TAM) To Utilization of Auditing Application (Audit Software)Document9 pagesAnalysis of Technology Acceptance Model (TAM) To Utilization of Auditing Application (Audit Software)Dara Veri WidayantiNo ratings yet
- Damanpour2001 PDFDocument21 pagesDamanpour2001 PDFFahad BataviaNo ratings yet
- Del Gatto ProductividadDocument57 pagesDel Gatto ProductividadAlicia DueñesNo ratings yet
- 960-Article Text-3046-1-10-20130503Document11 pages960-Article Text-3046-1-10-20130503EPEREUMINI FAITHFUL STEPHENNo ratings yet
- Journal of Manufacturing Systems: Antonio Sartal, Josep Llach, Xosé H. Vázquez, Rodolfo de CastroDocument13 pagesJournal of Manufacturing Systems: Antonio Sartal, Josep Llach, Xosé H. Vázquez, Rodolfo de Castroinfo_azeetNo ratings yet
- Forecasting and Management of TechnologyDocument20 pagesForecasting and Management of TechnologyDr-Shefali GargNo ratings yet
- When Product Development Performance Makes A Difference - A StatisDocument31 pagesWhen Product Development Performance Makes A Difference - A Statisritik chakmaNo ratings yet
- Assessing The Impact of Organizational Practices On The Relative Productivity of University Technology Transfer Offices: An Exploratory StudyDocument22 pagesAssessing The Impact of Organizational Practices On The Relative Productivity of University Technology Transfer Offices: An Exploratory StudyHazel Jael HernandezNo ratings yet
- The Economics of Technology Diffusion: Implications For Greenhouse Gas Mitigation in Developing CountriesDocument10 pagesThe Economics of Technology Diffusion: Implications For Greenhouse Gas Mitigation in Developing CountriesCesar OsorioNo ratings yet
- Pavitt (1984)Document31 pagesPavitt (1984)André Tortato RauenNo ratings yet
- The Dynamics of Productivity in The Telecommunications Equipment Industry - Olley y Pakes (1996)Document36 pagesThe Dynamics of Productivity in The Telecommunications Equipment Industry - Olley y Pakes (1996)Gaspar MacielNo ratings yet
- The Impact of Product Variety On Automobile Assembly Operations: Analysis and EvidenceDocument31 pagesThe Impact of Product Variety On Automobile Assembly Operations: Analysis and EvidencesabitatimsNo ratings yet
- Emerging Tools For EvaluatingDocument12 pagesEmerging Tools For EvaluatingbelalNo ratings yet
- Determining Demand, Supply, and Pricing For Emerging Markets Based On Disruptive Process TechnologiesDocument16 pagesDetermining Demand, Supply, and Pricing For Emerging Markets Based On Disruptive Process TechnologiessenthilNo ratings yet
- Technology Readiness: A Meta-Analysis of Conceptualizations of The Construct and Its Impact On Technology UsageDocument21 pagesTechnology Readiness: A Meta-Analysis of Conceptualizations of The Construct and Its Impact On Technology UsageClarissa Atillano FababairNo ratings yet
- The Effect of Information Technology On Learning in Professional Service OrganizationsDocument11 pagesThe Effect of Information Technology On Learning in Professional Service OrganizationsRaluca FrîncuNo ratings yet
- Chapter Three: Research Methodology 3.1: Research DesignDocument5 pagesChapter Three: Research Methodology 3.1: Research DesignPaulNo ratings yet
- Litse Nga Research.Document15 pagesLitse Nga Research.Noel Velasco SaweNo ratings yet
- MPRA Paper 37965Document31 pagesMPRA Paper 37965Krishna KumarNo ratings yet
- Technical Change3Document5 pagesTechnical Change3candidwriters92No ratings yet
- Literature Review Manufacturing IndustryDocument9 pagesLiterature Review Manufacturing Industryafmzuiffugjdff100% (1)
- Statistical Method from the Viewpoint of Quality ControlFrom EverandStatistical Method from the Viewpoint of Quality ControlRating: 4.5 out of 5 stars4.5/5 (5)
- Simple Guide To Mind Map in HomeostasisDocument4 pagesSimple Guide To Mind Map in Homeostasischetykim padillo kimmayongNo ratings yet
- How To Write Science Reports: by Edgar MedalloDocument32 pagesHow To Write Science Reports: by Edgar Medallochetykim padillo kimmayongNo ratings yet
- Converting Data To InformationDocument13 pagesConverting Data To Informationchetykim padillo kimmayongNo ratings yet
- Algeria: Hazard 1. Earthquake 2. Fire 3. Landslide 4. Drought 5. FloodDocument17 pagesAlgeria: Hazard 1. Earthquake 2. Fire 3. Landslide 4. Drought 5. Floodchetykim padillo kimmayongNo ratings yet
- Algeria: Hazard 1. Earthquake 2. Fire 3. Landslide 4. Drought 5. FloodDocument17 pagesAlgeria: Hazard 1. Earthquake 2. Fire 3. Landslide 4. Drought 5. Floodchetykim padillo kimmayongNo ratings yet
- Larvicidal PropertyDocument6 pagesLarvicidal Propertychetykim padillo kimmayongNo ratings yet
- Introduction To MS OfficeDocument4 pagesIntroduction To MS Officechetykim padillo kimmayongNo ratings yet
- Portocarreros in Plasencia, in The Region ofDocument3 pagesPortocarreros in Plasencia, in The Region ofchetykim padillo kimmayongNo ratings yet
- Value Chain Analysis of AmazonDocument4 pagesValue Chain Analysis of AmazonJie Yi LimNo ratings yet
- Banking Module 1Document16 pagesBanking Module 1Padmaja PradeepNo ratings yet
- CBRE ResearchDocument15 pagesCBRE ResearchVaibhavNo ratings yet
- Support Services Calculation - Feb.23.xDocument91 pagesSupport Services Calculation - Feb.23.xThanh TuyenNo ratings yet
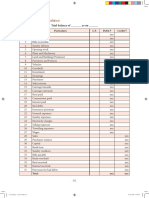
- Specimen of A Trial Balance: S.No. Particulars L.F. Debit CreditDocument1 pageSpecimen of A Trial Balance: S.No. Particulars L.F. Debit CreditArun SankarNo ratings yet
- Analysis of Starbucks CorporationDocument17 pagesAnalysis of Starbucks CorporationSimran ChaudharyNo ratings yet
- Chapter 2 - Entrepreneurial AttitudeDocument11 pagesChapter 2 - Entrepreneurial AttitudeMaruthi TechnologiesNo ratings yet
- Jaipur Sal File (Sample)Document2 pagesJaipur Sal File (Sample)sakar gupta0% (1)
- Analisis Pengendalian Kualitas Proses Pengelasan (Welding) Dengan Pendekatan Six Sigma Pada Proyek Pt. XyzDocument13 pagesAnalisis Pengendalian Kualitas Proses Pengelasan (Welding) Dengan Pendekatan Six Sigma Pada Proyek Pt. Xyzaprillia rizkyNo ratings yet
- Funds Transfer Request Form May 2019Document1 pageFunds Transfer Request Form May 20191918 Hotel TropicanaNo ratings yet
- Notes1 - Bbmicrox - AgudaDocument2 pagesNotes1 - Bbmicrox - AgudaNina FrancineNo ratings yet
- CBBE ModelDocument2 pagesCBBE Modelkshitiz32450% (2)
- CASA Statement 1675166411863Document4 pagesCASA Statement 1675166411863I Putu GedeNo ratings yet
- Bcog 172 2Document1 pageBcog 172 2ACS DersNo ratings yet
- MNCN Corp Update - Mei 2023Document24 pagesMNCN Corp Update - Mei 2023Gianna GlovNo ratings yet
- Local Conveyance Claim Form-SumitDocument5 pagesLocal Conveyance Claim Form-SumitsumkthakurNo ratings yet
- Transfer PricingDocument15 pagesTransfer PricingJulie Marie Anne LUBINo ratings yet
- The Kolkata Municipal Corporation Act, 2022Document506 pagesThe Kolkata Municipal Corporation Act, 2022Rahul SarkarNo ratings yet
- Ciruclar On UV Lamp For CTS Cheques 370 - 2014 - 31052014Document2 pagesCiruclar On UV Lamp For CTS Cheques 370 - 2014 - 31052014Puli BaskarNo ratings yet
- Ebook Tourism Products and Services in Bangladesh Concept Analysis and Development Suggestions 1St Edition Azizul Hassan Online PDF All ChapterDocument70 pagesEbook Tourism Products and Services in Bangladesh Concept Analysis and Development Suggestions 1St Edition Azizul Hassan Online PDF All Chaptercissavikka521100% (8)
- VILAS HDSCM TOT GPM 3 (GP Operations)Document48 pagesVILAS HDSCM TOT GPM 3 (GP Operations)Nguyễn ChâuNo ratings yet
- Role of Social Media in CooperativesDocument30 pagesRole of Social Media in Cooperativessaniya darbariNo ratings yet
- CV Wendel Almeida InglêsDocument5 pagesCV Wendel Almeida InglêsWendel AlmeidaNo ratings yet
- Set A Leases Problem SERANADocument6 pagesSet A Leases Problem SERANASherri BonquinNo ratings yet
- CBDT - E-Filing - ITR 3 - Validation Rules - V 1.0Document61 pagesCBDT - E-Filing - ITR 3 - Validation Rules - V 1.09o6.atharvamNo ratings yet
- OFFER TO PURCHASE-lalusinDocument2 pagesOFFER TO PURCHASE-lalusinErdna Leugim NoerracNo ratings yet
- Bodie Investments 12e IM CH06Document2 pagesBodie Investments 12e IM CH06lexon_kbNo ratings yet
- Supply Chain Performance: Achieving Strategic Fit and ScopeDocument24 pagesSupply Chain Performance: Achieving Strategic Fit and ScopeRahul VermaNo ratings yet
- Modular L Product Profile ECPEN18-416 EnglishDocument8 pagesModular L Product Profile ECPEN18-416 EnglishIorgu CristacheNo ratings yet