Download as pdf or txt
You might also like
- Successful Instrumentation and Control Systems Design, Second EditionFrom EverandSuccessful Instrumentation and Control Systems Design, Second EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Laboratory Quality/Management: A Workbook with an Eye on AccreditationFrom EverandLaboratory Quality/Management: A Workbook with an Eye on AccreditationRating: 5 out of 5 stars5/5 (1)
- Documents - Tips - Cswip 322 Questions PDFDocument37 pagesDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- EG502A (FINAL) Well Test - Analysis and DesignDocument5 pagesEG502A (FINAL) Well Test - Analysis and DesignMohamed-DeqSabriyeNo ratings yet
- Practical Test Design: Selection of traditional and automated test design techniquesFrom EverandPractical Test Design: Selection of traditional and automated test design techniquesNo ratings yet
- The 9 CBT AreasDocument2 pagesThe 9 CBT Areasasd asd91% (32)
- Sop For Sewing Operator Recruitment and TrainingDocument10 pagesSop For Sewing Operator Recruitment and TrainingVilciaDanFlorisNo ratings yet
- API Inspection GuideDocument14 pagesAPI Inspection Guidesouilah100% (1)
- Five Finger Scratch Resistance Test Method: 1.0 GeneralDocument3 pagesFive Finger Scratch Resistance Test Method: 1.0 GeneralJuliano DepetrisNo ratings yet
- CIP1 Exam Preparation Guide PDFDocument10 pagesCIP1 Exam Preparation Guide PDFrjnerdNo ratings yet
- Frosio PDFDocument568 pagesFrosio PDFdang217201490% (10)
- SOPDocument36 pagesSOPfeminindiaNo ratings yet
- Astm A439Document6 pagesAstm A439Sushil KumarNo ratings yet
- Cswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductDocument40 pagesCswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductMohsen Keramati100% (1)
- Carpenter Sample Practical Examination Information For CandidatesDocument25 pagesCarpenter Sample Practical Examination Information For CandidatesJohn Michael Dela CruzNo ratings yet
- Institutional Assessment ToolsDocument17 pagesInstitutional Assessment ToolslildensixxNo ratings yet
- Sbtis Model Question Part 1Document48 pagesSbtis Model Question Part 1ganeshNo ratings yet
- Fmea Training PDFDocument34 pagesFmea Training PDFpmzabNo ratings yet
- Brochure API 570 (150129)Document4 pagesBrochure API 570 (150129)Andri Dwi MaryantoNo ratings yet
- DASH Training ProgramsDocument16 pagesDASH Training ProgramsdashNo ratings yet
- Kalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)Document7 pagesKalyanasundaram Palaniappan BLK 468A Admiralty Drive, #04-129 SINGAPORE - 751468. H/P: 81691165 Singapore PR (S7564808A)GomathyselviNo ratings yet
- Investigation For Non Conformities 1692118022Document32 pagesInvestigation For Non Conformities 1692118022Swapnil ThoratNo ratings yet
- Eng. Farhan CV 2Document2 pagesEng. Farhan CV 2farhan faizNo ratings yet
- Antony Mervin CVDocument6 pagesAntony Mervin CVantonyNo ratings yet
- Job Description NDTDocument4 pagesJob Description NDTNDTInstructorNo ratings yet
- Iso 17025 ChecklistDocument20 pagesIso 17025 ChecklistDr. M NASEEM KHAN100% (2)
- Validation Document For FLP-1.5Document19 pagesValidation Document For FLP-1.5Reza Jafari100% (1)
- How To Use This Competency-Based Learning MaterialDocument31 pagesHow To Use This Competency-Based Learning MaterialSteeve mark MasayonNo ratings yet
- Inspection and Testing For Under Ground Piping WorksDocument9 pagesInspection and Testing For Under Ground Piping WorksJOHNKNo ratings yet
- In Line Inspection'Document8 pagesIn Line Inspection'ravie ouditNo ratings yet
- API RP 4G Cat. III & IV InspectionDocument4 pagesAPI RP 4G Cat. III & IV InspectionchcruzgNo ratings yet
- Volume 1 API 510 ExamDocument34 pagesVolume 1 API 510 ExamMohammad Danish67% (3)
- Training - ENDocument29 pagesTraining - ENEthem GüngörNo ratings yet
- Workmanship Standards QE SeminarDocument73 pagesWorkmanship Standards QE SeminarJuanPabloJimenezNo ratings yet
- Static TestingDocument26 pagesStatic Testingduby86No ratings yet
- Quality Control Inspector Interview Questions and AnswersDocument4 pagesQuality Control Inspector Interview Questions and Answerszhangyili100% (1)
- CIP 1 Preparation GuideDocument10 pagesCIP 1 Preparation GuideSabrina RodriguezNo ratings yet
- How To Make QCDocument4 pagesHow To Make QCPankaj ShrivastvaNo ratings yet
- Q3, Module 2, Lesson 4Document8 pagesQ3, Module 2, Lesson 4Jerome A. Gomez100% (1)
- Armourer Comp EngDocument122 pagesArmourer Comp EngLughtigernNo ratings yet
- Pyramid Inspection Procedure - Rev 0 - 010305Document42 pagesPyramid Inspection Procedure - Rev 0 - 010305Ghazali Rahmat100% (5)
- Validated TVL Smaw11 q3 M 3Document6 pagesValidated TVL Smaw11 q3 M 3tibo bursioNo ratings yet
- Certified Coatings Inspector EPGDocument10 pagesCertified Coatings Inspector EPGMaria Alejandra ColmenarezNo ratings yet
- Yanfeng Gage Fixture Stardards Rev006Document85 pagesYanfeng Gage Fixture Stardards Rev006eazaNo ratings yet
- Backlight Manufacturing Process Change: ProblemsDocument3 pagesBacklight Manufacturing Process Change: ProblemsSheridanne GiloNo ratings yet
- P RBI Presentation SlideDocument32 pagesP RBI Presentation SlideRomeo BoiiNo ratings yet
- STAR Threaded Line Pipe Installation HandbookDocument108 pagesSTAR Threaded Line Pipe Installation Handbookuzzy2No ratings yet
- Task 3 AnswersDocument10 pagesTask 3 AnswersShah ZeeshanNo ratings yet
- Maintenance and GrindingDocument5 pagesMaintenance and GrindingarslanengNo ratings yet
- Failure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!Document38 pagesFailure Mode and Effects Analysis: Everything That Can Fail, Shall Fail!AshokNo ratings yet
- 64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDocument21 pages64 Save Time and Cost For Turnarounds Using Phased Array Technology - Terry WebbDan ClarkeNo ratings yet
- Line PipeDocument4 pagesLine PipePankaj ShrivastvaNo ratings yet
- Muhammad Mudassir Hussain Khan: I I I I I I I I I I I I I I I I IDocument3 pagesMuhammad Mudassir Hussain Khan: I I I I I I I I I I I I I I I I IMudassir HussainNo ratings yet
- Piping, Hydro QC List-InterviewDocument8 pagesPiping, Hydro QC List-Interviewtayyab100% (1)
- Lifting Accessories Diploma (LAC) GlobalDocument154 pagesLifting Accessories Diploma (LAC) Globalqa-qcNo ratings yet
- QC Engineer ResumeDocument4 pagesQC Engineer ResumePankaj ShrivastvaNo ratings yet
- Structured Software Testing: The Discipline of DiscoveringFrom EverandStructured Software Testing: The Discipline of DiscoveringNo ratings yet
- Stimulating Innovation in Products and Services: With Function Analysis and MappingFrom EverandStimulating Innovation in Products and Services: With Function Analysis and MappingNo ratings yet
- Construction Methodologies & Procedures for Civil Engineers - Part -1From EverandConstruction Methodologies & Procedures for Civil Engineers - Part -1No ratings yet
- Using Aspect-Oriented Programming for Trustworthy Software DevelopmentFrom EverandUsing Aspect-Oriented Programming for Trustworthy Software DevelopmentRating: 3 out of 5 stars3/5 (1)
- Written TestDocument5 pagesWritten TestVanessa TuazonNo ratings yet
- AlethDocument13 pagesAlethVanessa TuazonNo ratings yet
- CBC TemplateDocument8 pagesCBC TemplateVanessa TuazonNo ratings yet
- Training Needs Analysis ToolDocument6 pagesTraining Needs Analysis ToolVanessa TuazonNo ratings yet
- NLMK Strip Product Catalogue WebDocument54 pagesNLMK Strip Product Catalogue WebhdierkeNo ratings yet
- Additive Manufacturing - Make or BuyDocument34 pagesAdditive Manufacturing - Make or BuyAlan Ivan TafoyaNo ratings yet
- Virutex KatalogusDocument96 pagesVirutex KatalogusprimafilateliaNo ratings yet
- Hugong Extremig Series User Manual enDocument31 pagesHugong Extremig Series User Manual enGus GaviriaNo ratings yet
- Flameproof Electric Lighting Fittings-Specification: Indian StandardDocument7 pagesFlameproof Electric Lighting Fittings-Specification: Indian StandardJainco Transmission LimitedNo ratings yet
- Sample EstimateDocument58 pagesSample EstimateMark Kenneth P. OntejoNo ratings yet
- Rock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationDocument40 pagesRock Anchoring and Bolt Systems: - Rod Series - Anchors - Equipment - InstallationTarekNo ratings yet
- Binding Wire From Tata PDFDocument2 pagesBinding Wire From Tata PDFHiren DesaiNo ratings yet
- Profile - Light Steel CompanyDocument24 pagesProfile - Light Steel CompanyVengatesh HariNo ratings yet
- Knives Illustrated 201411-12Document84 pagesKnives Illustrated 201411-12Dens Villa100% (1)
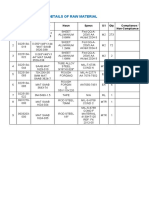
- Detail of Raw MaterialDocument3 pagesDetail of Raw MaterialjacksonNo ratings yet
- AMA J 785 G+1 Villa ACP Cladding and Louver Works RevDocument5 pagesAMA J 785 G+1 Villa ACP Cladding and Louver Works RevFadi AlatrashNo ratings yet
- Chesterton 740 (E) : Optimum Corrosion Protection For Metal Parts in Storage and During AssemblyDocument1 pageChesterton 740 (E) : Optimum Corrosion Protection For Metal Parts in Storage and During AssemblyMaria SanchezNo ratings yet
- Spot Welding Literature ReviewDocument6 pagesSpot Welding Literature Reviewea8dfysf100% (1)
- Metals and Fabrication TheoryDocument108 pagesMetals and Fabrication TheoryGerald MpaabeNo ratings yet
- Metals: The Advancement of 7XXX Series Aluminum Alloys For Aircraft Structures: A ReviewDocument29 pagesMetals: The Advancement of 7XXX Series Aluminum Alloys For Aircraft Structures: A ReviewHasan AhmedNo ratings yet
- Welding Distortion Control in Thin Metal Plates by Altering Heat Input Through Weld ParametersDocument7 pagesWelding Distortion Control in Thin Metal Plates by Altering Heat Input Through Weld ParametersGanesh R NairNo ratings yet
- Mil T 8606CDocument13 pagesMil T 8606C柏斯材料科學檢驗有限公司公司No ratings yet
- Us5266263 1Document3 pagesUs5266263 1ramezaniriziNo ratings yet
- WPS (Gtaw)Document2 pagesWPS (Gtaw)Ramadhan AdityaNo ratings yet
- LPI - Company Profile - 2022Document4 pagesLPI - Company Profile - 2022Chrisneil DelosreyesNo ratings yet
- Is.2190.2010 Fire ExtinguishersDocument23 pagesIs.2190.2010 Fire ExtinguishersArrik KhannaNo ratings yet
- Week 1 - Introduction To Manufacturing Processes and Basic ConceptsDocument28 pagesWeek 1 - Introduction To Manufacturing Processes and Basic ConceptsMuhammed Mustafa SezginNo ratings yet
- Foot ValveDocument1 pageFoot ValveAgung YudistiraNo ratings yet
- Earthing and Lightning Protection Product CatalogueDocument64 pagesEarthing and Lightning Protection Product CatalogueZzzdddNo ratings yet
- European Steel and Alloy Grades: X6Crni18-10 (1.4948)Document3 pagesEuropean Steel and Alloy Grades: X6Crni18-10 (1.4948)farshid KarpasandNo ratings yet
- Me215 1 IntroductionDocument41 pagesMe215 1 IntroductionSonuNo ratings yet
- 50-56 - Ramachandran - Standards Relevant For Transformers-Part VDocument7 pages50-56 - Ramachandran - Standards Relevant For Transformers-Part VDimitar MarkovNo ratings yet
- Sri Kaliswari Metal Powders Private Limited Tamil Nadu IndiaDocument10 pagesSri Kaliswari Metal Powders Private Limited Tamil Nadu IndiaSri Kaliswari Metal Powders Private LimitedNo ratings yet